1.本技术涉及铁芯冲片的领域,尤其是涉及一种铁芯冲片带生产工艺。
背景技术:
2.电机铁芯冲片有通过卷绕方式形成的,具体是通过输送的钢带经过冲压模具形成冲片条,后续再卷绕形成冲片,。
3.相关技术的铁芯冲片生产方法为:将软磁材料片加工成直条状的钢带,并将钢带一体沖压形成冲片条,冲片条包括多个一体成型的t形定子极齿,后续再将冲片条卷绕形成冲片,最后将多层冲片叠压形成柱状的定子铁芯。
4.上述的相关技术方案存在以下缺陷:传统钢带生产产出冲片带后产生较多废料,对于钢带的面积利用率低。
技术实现要素:
5.为了更合理的利用钢带面积,本技术提供一种铁芯冲片带生产工艺。
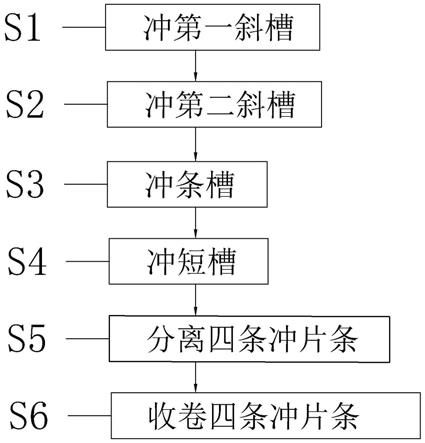
6.本技术提供的一种铁芯冲片带生产工艺采用如下的技术方案:一种铁芯冲片带生产工艺,包括如下步骤:s1,将钢带沿钢带的长度方向进行传输,沿钢带输送方向冲压出多个等距分布的贯穿钢带的第一斜槽,第一斜槽有两排,两排第一斜槽分别位于钢带宽度方向的两端;s2,在同一排的相邻两个第一斜槽之间沿钢带输送方向冲压出第二斜槽,相邻第一斜槽与第二斜槽之间等距设置,第一斜槽与第二斜槽的倾斜方向相反;s3,冲条槽,沿钢带的传输方向冲压出若干条槽,若干条槽将钢带分成两个加工带,两排第一斜槽分别位于两个加工带上;s4,冲短槽,加工带上相邻第一斜槽与第二斜槽相互趋近的端部上冲压出短槽,短槽分别与第一斜槽与第二斜槽连通,使加工带形成两条相同形状大小的冲片条,冲片条包括侧边条和多个t形定子齿,多个t形定子齿的一端一体固定在侧边条上;s5,分离出四条冲片条;s6,对四条冲片条进行各自收卷。
7.通过采用上述技术方案,对钢带进行冲压时,冲条槽的步骤中将钢带分成两个加工带,其中加工带上冲压第一斜槽与第二斜槽的步骤全部放在冲条槽前面,是由于冲条槽后两个加工带分离,对单独一条加工带进行冲压时,加工带相比于钢带的面积小了一半以上,在传动的过程中位置容易偏移,所以s3的步骤放在s1和s2的步骤后面能够提高冲压第一斜槽与第二斜槽的稳定性;在s3步骤中,一条加工带能够形成两条冲片条,加工带上的废料只有冲压第一斜槽、第二斜槽以及短槽时产生的废料,这些废料几乎是生产过程中无法避免的,能够充分提高加工带的利用率。
8.优选的,步骤s1中,提前测量钢带的宽度,控制钢带上两排第一斜槽的加工位置;
步骤s3中,条槽的数量为一条,形成的两个加工带分别位于条槽的两侧。
9.通过采用上述技术方案,条槽仅需加工一次,钢带的边沿能够直接作为冲片条的侧边条使用,最大程度上减少了条槽的加工次数。
10.优选的,步骤s5中,通过对两条冲片条上下拉扯来实现同一条加工带上的两条冲片条的分离。
11.通过采用上述技术方案,冲短槽后,同一条加工带上的两条冲片条会处以同一水平高度上,此时对两条冲片条上下拉扯使两条冲片条位于不同的水平高度上,能够更便于两条冲片条的分离。
12.优选的,步骤s5中,使用分离设备对同一条加工带上的两条冲片条进行分离,分离设备限制住加工带端部的其中一条冲片条上的侧边条,然后对加工带端部的另一条冲片条上的侧边条向下进行按压,使两条冲片条的端部位于不同高度,从而对两条冲片条进行分离。
13.通过采用上述技术方案,分离设备能够自动对两条冲片条进行分离,从而减轻操作人员的作业压力。
14.优选的,所述分离设备包括机座和按压件,所述机座上设有固定台,所述机座上沿竖直方向滑动连接有移动台,所述机座上设有弹簧,所述弹簧驱动移动台始终竖直向上移动,当没有外力作用在移动台上时,所述移动台顶面与固定台顶面齐平,所述移动台与固定台之间形成有供多个t形定子齿容纳的容纳槽,所述两条冲片条的两条侧边条分别沿加工带的传输方向滑动连接在移动台上和固定台上,所述按压件将两条侧边条分别按压在固定台上以及移动台上。
15.通过采用上述技术方案,由于两条冲片条t形定子齿的部分相互交错设置,所以选择对两条冲片条上互不影响的两条侧边条进行按压,使其中一个冲片条被按压在固定台上,另一个冲片条被按压在移动台上,移动台在压力的作用下克服弹簧的弹力向下移动,从而使两个侧边条的高度位置不一致,两条冲片条因此被分离。
16.优选的,所述按压件包括驱动件一和两个压板,驱动件一驱动两个压板沿竖直方向滑动连接在机座上,两个压板将两条侧边条分别按压在固定台上以及移动台上。
17.通过采用上述技术方案,使用两个压板分别将两个侧边条按压在固定台上以及移动台上,从而改变两个侧边条的高度位置,帮助两个冲片条进行分离。
18.优选的,所述固定台与移动台上分别设有限位板,两个限位板分别位于两条侧边条的两侧并防止侧边条移出机座。
19.通过采用上述技术方案,由于在分离两条冲片条的过程中,冲片条的端部在被进行收卷,所以侧边条是在固定台以及移动台上移动的,在移动的过程中,侧边条的位置易发生偏移,限位板能够防止侧边条移出机座,使分离设备能够正常对两个冲片条进行分离。
20.优选的,所述压板朝向机座的一侧侧面转动连接有多个第一滚轮,多个第一滚轮沿加工带的传输方向设置在压板上,所述第一滚轮的轴线方向垂直于加工带的传输方向,相邻第一滚轮之间转动连接有第二滚轮,第二滚轮的轴线方向呈倾斜设置,当侧边条传输至经过压板时,所述侧边条在第二滚轮的作用下移动至抵接在对应限位板上。
21.通过采用上述技术方案,侧边条经过第二滚轮时,第二滚轮转动会带动侧边条朝向对应限位板一侧移动,从而使两个侧边条均能够朝向相互远离的方向移动至抵接在对应
限位板上,更易于两个冲片条的分离。
22.综上所述,本技术包括以下至少一种有益技术效果:通过控制钢带上两排第一斜槽的加工位置,条槽仅需加工一次,钢带的边沿能够直接作为冲片条的侧边条使用,最大程度上减少了条槽的加工次数;通过设置压板,使用两个压板分别将两个侧边条按压在固定台上以及移动台上,从而改变两个侧边条的高度位置,帮助两个冲片条进行分离。
附图说明
23.图1是实施例的工艺流程图。
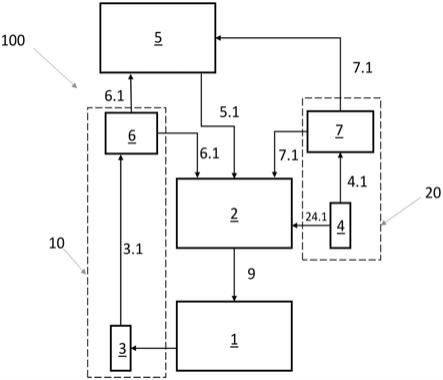
24.图2是本技术实施例的整体结构示意图。
25.图3是本技术实施例分离设备的结构示意图。
26.图4是沿图3中a
‑
a线的剖视图。
27.附图标记说明:1、钢带;11、第一斜槽;12、第二斜槽;13、条槽;14、短槽;15、冲片条;151、侧边条;152、t形定子齿;16、加工带;2、分离设备;21、机座;22、按压件;221、压板;23、驱动件;231、第一台;232、第二台;233、第一气缸;234、第二气缸;241、移动台;242、固定台;25、滑槽;251、弹簧;26、容纳槽;27、限位板;281、第一滚轮;282、第二滚轮。
具体实施方式
28.以下结合附图1
‑
4对本技术作进一步详细说明。
29.本技术实施例公开一种铁芯冲片带生产工艺,参照图1、图2,包括如下步骤:s1,提前测量钢带1的宽度,控制钢带1上两排第一斜槽11的加工位置,将钢带1沿钢带1的长度方向进行传输,沿钢带1输送方向冲压出多个等距分布的贯穿钢带1的第一斜槽11,第一斜槽11有两排,两排第一斜槽11分别位于钢带1宽度方向的两端;s2,在同一排的相邻两个第一斜槽11之间沿钢带1输送方向冲压出第二斜槽12,相邻第一斜槽11与第二斜槽12之间等距设置,第一斜槽11与第二斜槽12的倾斜方向相反;s3,冲条槽13,沿钢带1的传输方向冲压出一条条槽13,这条条槽13将钢带1分成两个加工带16,两排第一斜槽11分别位于两个加工带16上,形成的两个加工带16分别位于条槽13的两侧;s4,冲短槽14,加工带16上相邻第一斜槽11与第二斜槽12相互趋近的端部上冲压出短槽14,短槽14分别与第一斜槽11与第二斜槽12连通,使加工带16形成两条相同形状大小的冲片条15,冲片条15包括侧边条151和多个t形定子齿152,多个t形定子齿152的一端一体固定在侧边条151上;s5,分离出四条冲片条15,通过对两条冲片条15上下拉扯来实现同一条加工带16上的两条冲片条15的分离,使用分离设备2对同一条加工带16上的两条冲片条15进行分离,分离设备2限制住加工带16端部的其中一条冲片条15上的侧边条151,然后对加工带16端部的另一条冲片条15上的侧边条151向下进行按压,使两条冲片条15的端部位于不同高度,从而对两条冲片条15进行分离;参照图3、图4,由于一条钢带1能够分成两条加工带16,所以分离设备2有两台,两台分离设备2分别于两条加工带16一一对应,分离设备2对对应加工带16上的两条冲片条15
进行分离。
30.参照图2、图3,分离设备2包括机座21和按压件22,机座21顶面上固定连接有固定台242,固定台242位于机座21宽度方向的一端,固定台242的长度方向平行于机座21的长度方向,机座21顶面上开设有两端连通的滑槽25,滑槽25的长度方向平行于机座21的长度方向,滑槽25位于机座21宽度方向远离固定台242的一端,滑槽25上沿竖直方向滑动连接有移动台241,移动台241的长度方向平行于固定台242的长度方向。滑槽25上设有弹簧251,弹簧251的两端分别固定连接在移动台241顶面以及滑槽25底壁上。移动台241与固定台242之间形成有供多个t形定子齿152容纳的容纳槽26,移动台241顶面以及固定台242顶面分别固定连接有限位板27,限位板27的长度方向平行于机座21的长度方向,两个限位板27分别位于固定台242以及移动台241相互远离的一端。在移动台241没有受到外力的作用下,移动台241在弹簧251的作用下移动至移动台241顶面与固定台242顶面齐平。
31.参照图2,加工带16的传输方向平行于机座21的长度方向,当加工带16经过机座21时,加工上的两个侧边条151分别沿加工带16的传输方向滑动连接在移动台241顶面和固定台242顶面上,按压件22将两条侧边条151分别按压在固定台242上以及移动台241上。当按压件22将侧边条151按压在移动台241上时,移动台241克服弹簧251的弹力下移从而带动移动台241上的侧边条151下移,使两个侧边条151的高度位置不一致,两条冲片条15因此被分离。
32.参照图3、图4,按压件22包括驱动件23一和两个压板221,驱动件23一包括第一台231、第二台232、第一气缸233和第二气缸234,第一台231固定连接在与固定台242连接的限位板27顶面上,第一气缸233固定连接在第一台231顶面上,第一气缸233的活塞杆竖直向下伸出并与其中一个压板221固定连接。第二台232固定连接在机座21顶面上,第二台232与机座21的固定处位于移动台241远离固定台242的一侧,第二气缸234固定连接在第二台232顶面上,第二气缸234的活塞杆竖直向下伸出并与另一个压板221固定连接。两个压板221的长度方向平行于机座21的长度方向。
33.参照图2、图4,压板221朝向机座21的一侧侧面转动连接有多个第一滚轮281,多个第一滚轮281沿加工带16的传输方向均匀设置在压板221上,第一滚轮281的轴线方向垂直于加工带16的传输方向,相邻第一滚轮281之间转动连接有第二滚轮282,第二滚轮282的轴线方向呈倾斜设置,当侧边条151传输至经过压板221时,侧边条151在第一滚轮281的作用下更易朝向传送方向一侧移动,侧边条151在第二滚轮282的作用下会移动至抵接在对应限位板27上,更有利于两个冲片条15的分离。
34.当第一气缸233的活塞杆伸出时,第一气缸233上的压板221带动第一滚轮281与第二滚轮282将侧边条151按压在固定台242上,随着冲片条15的收卷,侧边条151会在固定台242上滑动,侧边条151受到的压力不大,不会在传动过程中与固定台242顶面发生较大摩擦,同时又能够使第一滚轮281与第二滚轮282发挥应有的作用。
35.当第二气缸234的活塞杆伸出时,第二气缸234的压板221带动第一滚轮281与第二滚轮282将侧边条151按压在移动台241,此时移动台241克服弹簧251的弹力移动至移动台241顶面与机座21顶面齐平,侧边条151随着移动台241的移动而移动至抵接在移动台241和机座21顶面上。
36.由于需要对两条加工带16进行冲片条15分离,将两个机座21拼接在一起,两个固
定台242宽度方向的一侧侧面相互抵接在一起,两个固定台242上的两个抵接板的一侧侧面也相互抵接在一起,条槽13能够正好从两个抵接板之间通过。
37.s6,对四条冲片条15进行各自收卷,收卷后的冲片条15呈卷筒状,需要使用时,操作人员将一卷筒的冲片条15进行分段截断,然后将截断后的冲片条15卷绕形成冲片,最后将多层冲片叠压形成柱状的定子铁芯。
38.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。