1.本发明属于银器加工技术领域,具体涉及一种薄坯高雕錾花工艺。
背景技术:
2.薄坯是指使用较薄的材料厚度最薄时可达到0.2mm的坯片捶打出2cm——3cm高的浮雕造型;高雕是指高出材料平面的浮雕造型;錾花指的是敲击錾子对金属进行加工的一种技法。此工艺是一套集绘画、雕塑、陶艺、制模、金属成型、錾刻等工艺汇聚的综合性技法。其特点是:作品立体感强,其纯手工制作流程相对快速便捷,生产成本投入较少,可拓展应用范围广泛,能够应用于金、银、铜等具有一定延展性、柔软的金属加工制作。
3.薄坯与高雕,既是对立的又是统一的,在一般传统金属冲压成型的过程当中,曲面变化大,所需的金属厚度也必须越厚才能保证在成型过程中对抗拉伸收缩等力量对材料的破坏,而薄坯追求的是在一定条件下的极限厚度,既保证了金属成型的要求,又保证了能使工件保持相对均匀的厚度,并且最大限度的节省了原材料的使用。
技术实现要素:
4.本发明的目的在于提出一种薄坯高雕錾花工艺,此方法成本投入少,利用率高,提高产品的良品率。
5.为解决上述的技术问题,本发明采用以下技术方案:
6.一种薄坯高雕錾花工艺,包括如下步骤:
7.1)塑形:使用橡皮泥对设计产品进行塑形制作;
8.2)制模:根据产品的复杂程度进行泥稿分类;
9.3)转化简易模型:采用低温合金制作成型基模,将泥稿转化成金属模具;
10.4)银坯成型:使用液压机械设备或纯手工冲压的方式成型;
11.5)錾花:在成型的银坯表面进行錾刻、镂空、正反面抬压;
12.6)打磨焊接:将錾花后的银器进行打磨焊接;
13.7)表面处理:将其表面进行处理;
14.8)装箱入库:将处理后的成品进行装箱入库。
15.进一步,步骤3)的具体操作为:将分类好的模型泥稿置于平面材料上,浇铸石蜡融化后的液体,等液蜡冷却凝固后,与泥稿分离可得到与泥稿相反的蜡模,得到的蜡模为阴模,将蜡模置于玻璃板上,浇铸石膏粉与水的均匀混合液,等凝固后与蜡模分离得到石膏阳模,将石膏阳模进行干燥,将干燥的石膏阳模置于沙箱中填充沙土混合物或铸造用沙,填充满沙箱后,翻转沙箱取出石膏模,即得阴模沙型,将融化后的低温合金浇铸入沙型中,待冷却后可得金属阳模,在金属阳模上再次浇铸金属阴模,得到一副完整的金属模具。
16.进一步,低温合金为锡铋合金。
17.进一步,石蜡融化后降温到30
‑
40℃后浇铸于泥稿上,并且使蜡液超过泥稿最高处1
‑
2cm。
18.进一步,石膏粉与水的比例为4:6,并且在浇铸石膏时,设置有抽真空设备对其进行辅助排气。
19.进一步,在石膏粉与水混合时,在水中加入水体积比的3
‰
的石膏缓凝剂。
20.进一步,石膏阳模使用自然干燥。
21.进一步,沙土混合物包括普通河沙和钠基膨润土,其中普通河沙包括100目,200目,300目的河沙,其中100目的占50%,200目和300目的各占25%,并且钠基膨润土的加入量为普通河沙加入量的7
‑
12%;使得沙土混合物的含水量在2
‑
4%
22.与现有技术相比,本发明至少具有以下有益效果之一:
23.1.本发明通过塑形,制模,转化简易模型,银坯成型,錾花,打磨焊接,表面处理和装箱入库的步骤,能够在薄坯上进行高雕,与现有的金属厚度较厚才能进行錾花的工艺相比,既能保证金属成型的要求,又保证了能使工件保持相对均匀的厚度,并且最大限度的节省了原材料的使用。
24.2.本发明选用锡铋合金,其熔点在360
°
左右,该金属收缩率仅为0.082%,能在液态转换为固态时保证较高的模型还原率,同时该金属拥有较高的硬度及强度,在30吨压力下,正确操作使用银片冲压300
‑
500次,金属模型均无任何变形,该金属能够反复利用,节能环保,灵活多变。
25.3.设置有石膏缓凝剂,延缓石膏凝固时间来辅助排气。
附图说明
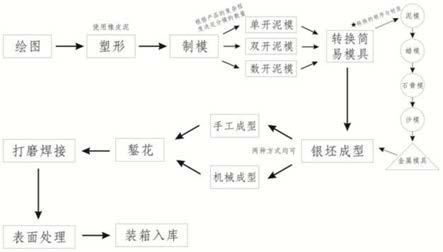
26.图1为本发明工艺流程图。
具体实施方式
27.如图1所示,为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
28.实施例1
29.一种薄坯高雕錾花工艺,包括如下步骤:
30.1)塑形:使用橡皮泥对设计产品进行塑形制作;
31.2)制模:根据产品的复杂程度进行泥稿分类,根据所制产品的复杂程度将泥稿分为几个或几组半面模型,如:一个近似球体或椭圆体的饰品在分模时就较为简单的分为左右两半即可(此时即为两开模型),如果制作动物站立姿态类型时分模就相对复杂,根据具体形态把身体、四肢、尾巴、头部等,可以拆分为几组独立的两半模型,分模制作,最后组合焊接而成完整的造型;
32.3)转化简易模型:采用低温合金制作成型基模,将泥稿转化成金属模具,具体操作为:将分类好的模型泥稿置于平面材料上,浇铸石蜡融化后的液体,等液蜡冷却凝固后,石蜡融化后降温到30℃后浇铸于泥稿上,并且使蜡液超过泥稿最高处1cm,与泥稿分离可得到与泥稿相反的蜡模,得到的蜡模为阴模,将蜡模置于玻璃板上,浇铸石膏粉与水的均匀混合液,等凝固后与蜡模分离得到石膏阳模,石膏粉与水的比例为4:6,并且在浇铸石膏时,设置有抽真空设备对其进行辅助排气,在石膏粉与水混合时,在水中加入水体积比的3
‰
的石膏
缓凝剂,将石膏阳模进行干燥,石膏阳模使用自然干燥,将干燥的石膏阳模置于沙箱中填充沙土混合物或铸造用沙,填充满沙箱后,沙土混合物包括普通河沙和钠基膨润土,其中普通河沙包括100目,200目,300目的河沙,其中100目的占50%,200目和300目的各占25%,并且钠基膨润土的加入量为普通河沙加入量的7%;使得沙土混合物的含水量在2%,翻转沙箱取出石膏模,即得阴模沙型,将融化后的低温合金浇铸入沙型中,待冷却后可得金属阳模,在金属阳模上再次浇铸金属阴模,得到一副完整的金属模具,低温合金为锡铋合金,;
33.4)银坯成型:使用液压机械设备或纯手工冲压的方式成型,纯手工冲压的方式为:先将所需厚度的片料放于金属阴模之上,用木锤或者尼龙棒之类的工具对片料按由深至浅曲面进行锤击,经过退火后再次锤击,反复数次后,当片材与阴模大致吻合时,可用阳模与阴模夹住片材,用一定重量的铁锤进行手工冲压,使其成型;
34.使用液压设备制作的方式为先将片料放置于tpu弹性材料上,使用阳模对片料进行压制,使用tpu材料的好处在于,对曲面变化大的情况,能够快速成型,又能在产品成型过程中对材料最大程度的保护,防止片料在成型过程中被机械过大的应力损坏,经过在tpu上阳模的压制,片料已经基本吻合,可以进行阴阳模合压,此时把阳模转换为纯铅浇铸的阳模,可以有效的解决阴阳模之间与片料的间隙问题,保证相对均匀的产品厚度;
35.5)錾花:在成型的银坯表面进行錾刻、镂空、正反面抬压;
36.6)打磨焊接:将錾花后的银器进行打磨焊接,使用形状各异的金属錾子,进行錾刻、镂空、正反面抬压等进一步的精细加工;
37.7)表面处理:将其表面进行处理;
38.8)装箱入库:将处理后的成品进行装箱入库。
39.本发明通过塑形,制模,转化简易模型,银坯成型,錾花,打磨焊接,表面处理和装箱入库的步骤,能够在薄坯上进行高雕,与现有的金属厚度较厚才能进行錾花的工艺相比,既能保证金属成型的要求,又保证了能使工件保持相对均匀的厚度,并且最大限度的节省了原材料的使用;本发明选用锡铋合金,其熔点在360
°
左右,该金属收缩率仅为0.082%,能在液态转换为固态时保证较高的模型还原率,同时该金属拥有较高的硬度及强度,在30吨压力下,正确操作使用银片冲压300
‑
500次,金属模型均无任何变形,该金属能够反复利用,节能环保,灵活多变;设置有石膏缓凝剂,延缓石膏凝固时间来辅助排气。
40.实施例2
41.一种薄坯高雕錾花工艺,包括如下步骤:
42.1)塑形:使用橡皮泥对设计产品进行塑形制作;
43.2)制模:根据产品的复杂程度进行泥稿分类,根据所制产品的复杂程度将泥稿分为几个或几组半面模型,如:一个近似球体或椭圆体的饰品在分模时就较为简单的分为左右两半即可(此时即为两开模型),如果制作动物站立姿态类型时分模就相对复杂,根据具体形态把身体、四肢、尾巴、头部等,可以拆分为几组独立的两半模型,分模制作,最后组合焊接而成完整的造型;
44.3)转化简易模型:采用低温合金制作成型基模,将泥稿转化成金属模具,具体操作为:将分类好的模型泥稿置于平面材料上,浇铸石蜡融化后的液体,等液蜡冷却凝固后,石蜡融化后降温到35℃后浇铸于泥稿上,并且使蜡液超过泥稿最高处1.5cm,与泥稿分离可得到与泥稿相反的蜡模,得到的蜡模为阴模,将蜡模置于玻璃板上,浇铸石膏粉与水的均匀混
合液,等凝固后与蜡模分离得到石膏阳模,石膏粉与水的比例为4:6,并且在浇铸石膏时,设置有抽真空设备对其进行辅助排气,在石膏粉与水混合时,在水中加入水体积比的3
‰
的石膏缓凝剂,将石膏阳模进行干燥,石膏阳模使用自然干燥,将干燥的石膏阳模置于沙箱中填充沙土混合物或铸造用沙,填充满沙箱后,沙土混合物包括普通河沙和钠基膨润土,其中普通河沙包括100目,200目,300目的河沙,其中100目的占50%,200目和300目的各占25%,并且钠基膨润土的加入量为普通河沙加入量的10%;使得沙土混合物的含水量在3%,翻转沙箱取出石膏模,即得阴模沙型,将融化后的低温合金浇铸入沙型中,待冷却后可得金属阳模,在金属阳模上再次浇铸金属阴模,得到一副完整的金属模具,低温合金为锡铋合金;
45.4)银坯成型:使用液压机械设备或纯手工冲压的方式成型;
46.纯手工冲压的方式为:先将所需厚度的片料放于金属阴模之上,用木锤或者尼龙棒之类的工具对片料按由深至浅曲面进行锤击,经过退火后再次锤击,反复数次后,当片材与阴模大致吻合时,可用阳模与阴模夹住片材,用一定重量的铁锤进行手工冲压,使其成型;
47.使用液压设备制作的方式为先将片料放置于tpu弹性材料上,使用阳模对片料进行压制,使用tpu材料的好处在于,对曲面变化大的情况,能够快速成型,又能在产品成型过程中对材料最大程度的保护,防止片料在成型过程中被机械过大的应力损坏,经过在tpu上阳模的压制,片料已经基本吻合,可以进行阴阳模合压,此时把阳模转换为纯铅浇铸的阳模,可以有效的解决阴阳模之间与片料的间隙问题,保证相对均匀的产品厚度。
48.5)錾花:在成型的银坯表面进行錾刻、镂空、正反面抬压,使用形状各异的金属錾子,进行錾刻、镂空、正反面抬压等进一步的精细加工;
49.6)打磨焊接:将錾花后的银器进行打磨焊接;
50.7)表面处理:将其表面进行处理;
51.8)装箱入库:将处理后的成品进行装箱入库。
52.本发明通过塑形,制模,转化简易模型,银坯成型,錾花,打磨焊接,表面处理和装箱入库的步骤,能够在薄坯上进行高雕,与现有的金属厚度较厚才能进行錾花的工艺相比,既能保证金属成型的要求,又保证了能使工件保持相对均匀的厚度,并且最大限度的节省了原材料的使用;本发明选用锡铋合金,其熔点在360
°
左右,该金属收缩率仅为0.082%,能在液态转换为固态时保证较高的模型还原率,同时该金属拥有较高的硬度及强度,在30吨压力下,正确操作使用银片冲压300
‑
500次,金属模型均无任何变形,该金属能够反复利用,节能环保,灵活多变;设置有石膏缓凝剂,延缓石膏凝固时间来辅助排气。
53.实施例3
54.一种薄坯高雕錾花工艺,包括如下步骤:
55.1)塑形:使用橡皮泥对设计产品进行塑形制作;
56.2)制模:根据产品的复杂程度进行泥稿分类,根据所制产品的复杂程度将泥稿分为几个或几组半面模型,如:一个近似球体或椭圆体的饰品在分模时就较为简单的分为左右两半即可(此时即为两开模型),如果制作动物站立姿态类型时分模就相对复杂,根据具体形态把身体、四肢、尾巴、头部等,可以拆分为几组独立的两半模型,分模制作,最后组合焊接而成完整的造型;
57.3)转化简易模型:采用低温合金制作成型基模,将泥稿转化成金属模具,具体操作
为:将分类好的模型泥稿置于平面材料上,浇铸石蜡融化后的液体,等液蜡冷却凝固后,石蜡融化后降温到40℃后浇铸于泥稿上,并且使蜡液超过泥稿最高处2cm,与泥稿分离可得到与泥稿相反的蜡模,得到的蜡模为阴模,将蜡模置于玻璃板上,浇铸石膏粉与水的均匀混合液,等凝固后与蜡模分离得到石膏阳模,石膏粉与水的比例为4:6,并且在浇铸石膏时,设置有抽真空设备对其进行辅助排气,在石膏粉与水混合时,在水中加入水体积比的3
‰
的石膏缓凝剂,将石膏阳模进行干燥,石膏阳模使用自然干燥,将干燥的石膏阳模置于沙箱中填充沙土混合物或铸造用沙,填充满沙箱后,沙土混合物包括普通河沙和钠基膨润土,其中普通河沙包括100目,200目,300目的河沙,其中100目的占50%,200目和300目的各占25%,并且钠基膨润土的加入量为普通河沙加入量的12%;使得沙土混合物的含水量在4%,翻转沙箱取出石膏模,即得阴模沙型,将融化后的低温合金浇铸入沙型中,待冷却后可得金属阳模,在金属阳模上再次浇铸金属阴模,得到一副完整的金属模具,低温合金为锡铋合金,;
58.4)银坯成型:使用液压机械设备或纯手工冲压的方式成型,纯手工冲压的方式为:先将所需厚度的片料放于金属阴模之上,用木锤或者尼龙棒之类的工具对片料按由深至浅曲面进行锤击,经过退火后再次锤击,反复数次后,当片材与阴模大致吻合时,可用阳模与阴模夹住片材,用一定重量的铁锤进行手工冲压,使其成型;
59.使用液压设备制作的方式为先将片料放置于tpu弹性材料上,使用阳模对片料进行压制,使用tpu材料的好处在于,对曲面变化大的情况,能够快速成型,又能在产品成型过程中对材料最大程度的保护,防止片料在成型过程中被机械过大的应力损坏,经过在tpu上阳模的压制,片料已经基本吻合,可以进行阴阳模合压,此时把阳模转换为纯铅浇铸的阳模,可以有效的解决阴阳模之间与片料的间隙问题,保证相对均匀的产品厚度。;
60.4)錾花:在成型的银坯表面进行錾刻、镂空、正反面抬压,使用形状各异的金属錾子,进行錾刻、镂空、正反面抬压等进一步的精细加工;
61.5)打磨焊接:将錾花后的银器进行打磨焊接;
62.6)表面处理:将其表面进行处理;
63.8)装箱入库:将处理后的成品进行装箱入库。
64.本发明通过塑形,制模,转化简易模型,银坯成型,錾花,打磨焊接,表面处理和装箱入库的步骤,能够在薄坯上进行高雕,与现有的金属厚度较厚才能进行錾花的工艺相比,既能保证金属成型的要求,又保证了能使工件保持相对均匀的厚度,并且最大限度的节省了原材料的使用;本发明选用锡铋合金,其熔点在360
°
左右,该金属收缩率仅为0.082%,能在液态转换为固态时保证较高的模型还原率,同时该金属拥有较高的硬度及强度,在30吨压力下,正确操作使用银片冲压300
‑
500次,金属模型均无任何变形,该金属能够反复利用,节能环保,灵活多变;设置有石膏缓凝剂,延缓石膏凝固时间来辅助排气。
65.实验分析:
66.实验组:采用本发明实施例1
‑
实施例3制备的成品;
67.对照组:采用普通方法制作与本发明实施例1
‑
3相同大小的成品;
68.实验步骤:将实验组1,实验组2,实验组3,对照组1,对照组2,对照组3,每组产品30个进行测量,算其平均值,统计结果如下表:
[0069] 重量/g表面瑕疵数/个材料厚度/mm浮雕厚度/cm实施例12000.22.7
对照组19820.92.6实施例22000.23对照组210010.82.7实施例32010.22.8对照组39930.82.5
[0070]
从表1可以看出,本发明制备的产品与传统工艺相比,制作相同的产品,在达到相同浮雕高度时,能够使用较薄的材料,并且制备的产品重量较轻,且其表面瑕疵率低。
[0071]
尽管这里参照本发明的多个解释性实施例对本发明进行了描述,但是,应该理解,本领域技术人员可以设计出很多其他的修改和实施方式,这些修改和实施方式将落在本技术公开的原则范围和精神之内。更具体地说,在本技术公开、附图和权利要求的范围内,可以对主题组合布局的组成部件和/或布局进行多种变型和改进。除了对组成部件和/或布局进行的变形和改进外,对于本领域技术人员来说,其他的用途也将是明显的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。