1.本实用新型一种整流桥带式焊接脚高速点胶设施涉及半导体加工设施领域。
背景技术:
2.整流桥,一种用于将ac电流转换为dc电流的半导体。在制作过程中通常需要经过冲压焊接脚、摆盘、点胶、粘贴芯片、注外壳的工序。现有生产整流桥的企业在对带式焊接脚进行点胶时大部分使用的是喷胶阀进行点胶,由于喷胶阀需要高压气体及电磁阀相互配合才能进行点胶,长时间不间断使用时电磁阀会受到自身发热的影响而变得磁力减弱影响喷胶数量、或者高压气体的压力增加及减小都会影响喷胶的数量,导致少部分芯片与焊接脚粘接不牢影响整流桥的功率。因此,需要一种涂胶均匀且快速高效的点胶设施替代点胶阀。
技术实现要素:
3.本实用新型一种整流桥带式焊接脚高速点胶设施解决了上述缺陷,采用长方形的机架,在机架上面的中央横向水平设置了长方形的送料轨道、在送料轨道上面的中央横向水平设置了长方形的送料凹槽、在送料轨道左边的中央纵向设置了c型的凹槽、在凹槽的前方纵向设置了一号伺服电机、一号伺服电机后方中轴上面的圆柱形主动轮延伸于凹槽的里面、凹槽的后方横向垂直设置了立板、立板前面的上方纵向设置了圆柱形的压轮,在送料轨道中部后面的机架上面通过长方形的支架纵向设置了二号伺服电机、二号伺服电机前面的中轴上面设置了圆盘状的点胶轮。
4.一种整流桥带式焊接脚高速点胶设施,其特征是,包括机架、送料轨道、一号伺服电机、主动轮、立板、压轮、二号伺服电机、点胶轮、配电箱、胶轮主轴、注胶口、点胶头、带式焊接脚、电源、多路控制器、显示屏、电源线;
5.所述机架为长方体形状、上面的中央横向水平设置了送料轨道;
6.所述送料轨道为长方体形状、上面的中央横向水平设置了长方形的送料凹槽、左边的中部纵向设置了c型的主动轮凹槽;
7.所述一号伺服电机为圆柱形、纵向设置于主动轮凹槽正前方的机架上面,一号伺服电机后方的中轴上面纵向设置了橡胶制成的圆柱形主动轮、主动轮延伸至主动轮凹槽的里面;
8.所述立板为长方形、横向垂直设置于主动轮凹槽正后方的机架上面,立板前面上方的中央纵向水平设置了圆柱形的压轮中轴、在压轮中轴的上面设置了橡胶制成的圆柱形压轮、压轮的底部与主动轮的上面贴合;
9.所述二号伺服电机为圆柱形、通过长方形的支架纵向水平设置于送料轨道中部后方的机架上面,二号伺服电机前方的中轴延伸至送料轨道的上方、中轴的前顶端与胶轮主轴的内部连接;
10.所述点胶轮为中空圆盘状、设置于二号伺服电机的正前方送料轨道的上面,点胶轮前面的中央设置了圆形的注胶口、注胶口的里面设置了圆形的皮塞子,点胶轮前方的外
圆上面均匀设置了圆筒状的点胶头、点胶头与点胶轮的内部相通、点胶头的内部设置了胶棉;
11.所述带式焊接脚为长条状、横向设置于送料凹槽里面,带式焊接脚的上面均匀设置了c型的缺口;
12.所述配电箱通过支架设置于机架后方的上面,配电箱的前面设置了显示屏、内部设置了电源及多路控制器;
13.所述电源通过电源线与多路控制器连接,多路控制器分别通过电源线与显示屏、一号伺服电机、二号伺服电机连接。
14.进一步,所述主动轮的上面高于送料轨道上面的送料凹槽1
‑
2mm。
15.进一步,所述点胶头的底部与带式焊接脚的表面贴合。
16.有益效果:现有生产整流桥的企业在对带式焊接脚进行点胶时大部分使用的是喷胶阀进行点胶,由于喷胶阀需要高压气体及电磁阀相互配合才能进行点胶,长时间不间断使用时电磁阀会受到自身发热的影响而变得磁力减弱影响喷胶数量、或者高压气体的压力增加及减小都会影响喷胶的数量,导致少部分芯片与焊接脚粘接不牢影响整流桥的功率。一种整流桥带式焊接脚高速点胶设施,采用长方形的机架,在机架上面的中央横向水平设置了长方形的送料轨道、在送料轨道上面的中央横向水平设置了长方形的送料凹槽、在送料轨道左边的中央纵向设置了c型的凹槽、在凹槽的前方纵向设置了一号伺服电机、一号伺服电机后方中轴上面的圆柱形主动轮延伸于凹槽的里面、凹槽的后方横向垂直设置了立板、立板前面的上方纵向设置了圆柱形的压轮,在送料轨道中部后面的机架上面通过长方形的支架纵向设置了二号伺服电机、二号伺服电机前面的中轴上面设置了圆盘状的点胶轮,实现了涂胶均匀且快速高效的点胶设施。
附图说明
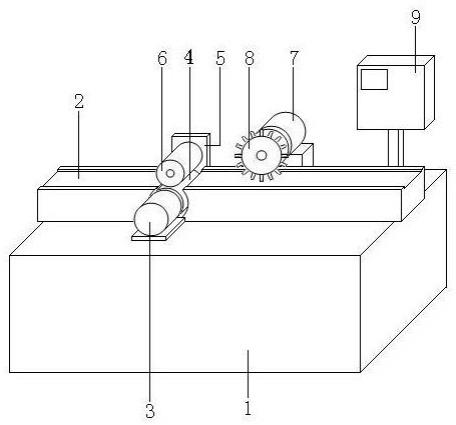
17.图1为一种整流桥带式焊接脚高速点胶设施的主视图;
18.图2为点胶轮、胶轮主轴、注胶口、点胶头的结构示意图;
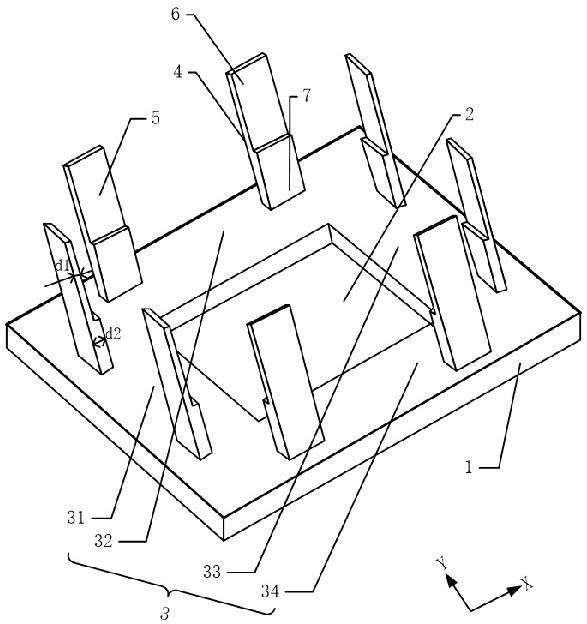
19.图3为带式焊接脚的俯视图;
20.图4为一种整流桥带式焊接脚高速点胶设施的电路示意图;
21.图中标记为,机架1、送料轨道2、一号伺服电机3、主动轮4、立板5、压轮6、二号伺服电机7、点胶轮8、配电箱9、胶轮主轴10、注胶口11、点胶头12、带式焊接脚13、电源14、多路控制器15、显示屏16、电源线17。
具体实施方式
22.现结合附图及附图标记、对本实用新型的形状、构造进行详细描述:
23.一种整流桥带式焊接脚高速点胶设施,其特征是,包括机架1、送料轨道2、一号伺服电机(dc12v/200w)3、主动轮4、立板5、压轮6、二号伺服电机(dc12v/100w)7、点胶轮8、配电箱9、胶轮主轴10、注胶口11、点胶头12、带式焊接脚13、电源(ac220v/10a)14、多路控制器(ac220v/dc12v/30a)15、显示屏(dc12v/1a)16、电源线17;
24.所述机架1为长方体形状、上面的中央横向水平设置了送料轨道2;
25.所述送料轨道2为长方体形状、上面的中央横向水平设置了长方形的送料凹槽、左
边的中部纵向设置了c型的主动轮凹槽;
26.所述一号伺服电机3为圆柱形、纵向设置于主动轮凹槽正前方的机架1上面,一号伺服电机3后方的中轴上面纵向设置了橡胶制成的圆柱形主动轮4、主动轮4延伸至主动轮凹槽的里面;
27.所述立板5为长方形、横向垂直设置于主动轮凹槽正后方的机架1上面,立板5前面上方的中央纵向水平设置了圆柱形的压轮中轴、在压轮中轴的上面设置了橡胶制成的圆柱形压轮6、压轮6的底部与主动轮4的上面贴合;
28.所述二号伺服电机7为圆柱形、通过长方形的支架纵向水平设置于送料轨道2中部后方的机架1上面,二号伺服电机7前方的中轴延伸至送料轨道2的上方、中轴的前顶端与胶轮主轴10的内部连接;
29.所述点胶轮8为中空圆盘状、设置于二号伺服电机7的正前方送料轨道2的上面,点胶轮8前面的中央设置了圆形的注胶口11、注胶口11的里面设置了圆形的皮塞子,点胶轮8前方的外圆上面均匀设置了圆筒状的点胶头12、点胶头12与点胶轮8的内部相通、点胶头12的内部设置了胶棉;
30.所述带式焊接脚13为长条状、横向设置于送料凹槽里面,带式焊接脚13的上面均匀设置了c型的缺口;
31.所述配电箱9通过支架设置于机架1后方的上面,配电箱9的前面设置了显示屏16、内部设置了电源14及多路控制器15;
32.所述电源14通过电源线17与多路控制器15连接,多路控制器15分别通过电源线17与显示屏16、一号伺服电机3、二号伺服电机7连接。
33.进一步,所述主动轮4的上面高于送料轨道2上面的送料凹槽1
‑
2mm。
34.进一步,所述点胶头12的底部与带式焊接脚13的表面贴合。
35.根据上述一种整流桥带式焊接脚高速点胶设施在使用时,工人提前10分钟向点胶轮里面加入适量导电胶,然后开启电源,待带式焊接脚从辊压机的出料口进入送料轨道上面的送料凹槽后,工人快速点击显示屏上面的启动键、一号伺服电机带动主动轮顺时针旋转、二号伺服电机带动点胶轮逆时针旋转,带式焊接脚进入主动轮及压轮之间后、被主动轮向右缓慢输送、当带式焊接脚进入点胶轮的底部后、点胶轮外圆上面的点胶头依次与带式焊接脚上面的涂胶点接触将导电胶涂抹在涂胶点上面,工人仔细观察点胶头与涂胶点的吻合程度、是否涂在涂胶点的中央、如果偏左或者偏右、工人点击显示屏上面的控制键进行微调、以达到涂胶标准、然后点击工作键、多路控制器控制一号伺服电机及二号伺服电机相互配合送料和点胶,被涂胶的带式焊接脚经送料凹槽的右边进入剪切机的输送带上面进行切段。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。