1.本实用新型涉及冷镦成型螺套技术领域,具体为一种冷镦成型螺套。
背景技术:
2.汽车管路系统或其它流体管路系统中,为监控管路流体运作过程中的温度、氧含量、压力等,需要应用与各种金属异形曲面连接基座与流体管路吻合,通过焊接将曲面固定螺套固定在金属流体管路曲面上,以便安装监控管路流体的实时温度、氧含量、压力等各类传感器监控装置,保证金属流体管路的运行安全。
3.但是,现有技术中,实现这种异形曲面连接基座采用机加工等方式实现,但其生产效率低,材料利用率不高等缺点,导致成本高;因此,不满足现有的需求,对此我们提出了一种冷镦成型螺套。
技术实现要素:
4.本实用新型的目的在于提供一种冷镦成型螺套,以解决上述背景技术中提出的现有技术中,实现这种异形曲面连接基座采用机加工等方式实现,但其生产效率低,材料利用率不高等缺点,导致成本高的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种冷镦成型螺套,包括螺套主体和模具壳体,所述螺套主体的一端设置有焊接吻合曲面,且螺套主体的另一端设置有定位面,所述模具壳体的上方设置有前冲棒,且模具壳体的下方设置有后冲棒,所述螺套主体位于前冲棒与模具壳体之间,且模具壳体的内部设置有模芯成型腔。
6.优选的,所述模芯成型腔的外侧设置有合金端头,且合金端头与模具壳体组合连接。
7.优选的,所述合金端头的下方设置有后孔,所述后孔的底部设置有锥形六角螺栓,且锥形六角螺栓与后孔贴合连接。
8.优选的,所述定位面的内部设置有锁紧螺槽,且锁紧螺槽的下方设置有退刀槽。
9.优选的,所述退刀槽的底部设置有圆柱通孔,且圆柱通孔贯穿延伸至焊接吻合曲面的表面。
10.与现有技术相比,本实用新型的有益效果是:
11.1、本实用新型通过冷镦与精密加工的组合工艺替代昂贵的复合加工设备生产,大幅提升材料效用率与产量化的生产效率,降低生产成本,为企业保持稳定的盈利水平;
12.2、本实用新型通过成型机的第六冲模,从第五工位通过自动送料夹平移,将毛坯送入第六模成型锁紧螺纹预制孔的同时对焊接吻合曲面再次挤压,使焊接吻合曲面完全充满型腔,完成第六工位成型,通过前冲棒将成型毛坯带出模腔,通过脱料盘脱料,完成除锁紧螺纹、圆柱通孔等外的曲面连接基座成型;
13.3、本实用新型的焊接吻合曲面指为吻合不同流体管路的曲面,通常具有至少个或两个以上过渡连接,非对称弧面,规则圆弧面,设在主体圆柱体一边端面,而定位平面呈单
边或对称设置,设在结构体的另一端的圆柱体上,并与焊接吻合曲面形成位置度与对称度的限制限位,以实现自动机械手自动化生产的位置定位。
附图说明
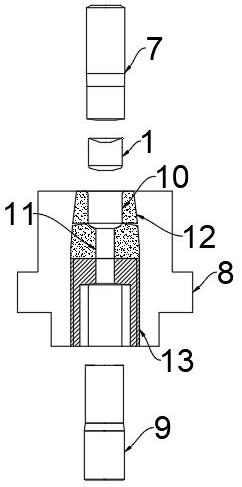
14.图1为本实用新型的整体主视图;
15.图2为本实用新型的螺套主体结构示意图;
16.图3为本实用新型的定位面结构示意图;
17.图4为本实用新型的螺套主体剖面结构示意图。
18.图中:1、螺套主体;2、焊接吻合曲面;3、定位面;4、锁紧螺槽;5、退刀槽;6、圆柱通孔;7、前冲棒;8、模具壳体;9、后冲棒;10、模芯成型腔;11、后孔;12、合金端头;13、锥形六角螺栓。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
20.请参阅图1
‑
2,本实用新型提供的一种实施例:一种冷镦成型螺套,包括螺套主体1,螺套主体1的一端设置有焊接吻合曲面2,焊接吻合曲面2指为吻合不同流体管路的曲面,通常具有至少两个或两个以上过渡连接,非对称弧面,规则圆弧面,设在主体圆柱体一边端面,且螺套主体1的另一端设置有定位面3,定位面3呈单边或对称设置,设在结构体的另一端的圆柱体上,并与焊接吻合曲面形成位置度与对称度的限制限位,以实现自动机械手自动化生产的位置定位,模具壳体8的上方设置有前冲棒7,且模具壳体8的下方设置有后冲棒9,螺套主体1位于前冲棒7与模具壳体8之间,且模具壳体8的内部设置有模芯成型腔10,模芯成型腔10的外侧设置有合金端头12,且合金端头12与模具壳体8组合连接,合金端头12的下方设置有后孔11,后孔11的底部设置有锥形六角螺栓13,且锥形六角螺栓13与后孔11贴合连接
21.请参阅图2
‑
4,定位面3的内部设置有锁紧螺槽4,且锁紧螺槽4的下方设置有退刀槽5,退刀槽5的底部设置有圆柱通孔6,且圆柱通孔6贯穿延伸至焊接吻合曲面2的表面。
22.工作原理:使用时,通过成型机的自动送料系统,将盘元材料送入成型机的切料装置,按产品所需的材料体积实现自动切料与喂料,通过成型机的第一冲模将送入到第一模具入口的材料推入模穴,实现两个端面的预整形,消除毛刺、飞边等,完成第一工位成型,将成型毛坯顶出送到下一工位,并复位成型一下个产品,通过成型机的第二冲模,将第一工位成型的毛坯,通过自动送料夹翻转并送入第二模穴进行挤压整形,将模底一端形成大锥度倒角,以便后一模穴为焊接吻合曲面2补料,完成第二工位成型,将成型毛坯顶出送到下一工位,并复位成型一下个产品,通过成型机的第三冲模,将第二工位成型的毛坯,通过自动送料夹翻转并送入第三模穴进行挤压整形,按模穴模底的斜面形状进行挤压,为成型焊接吻合曲面2进行补料整形,完成第三工位成型,将成型毛坯顶出送到下一工位,并复位成型一下个产品,通过成型机的第四冲模,将第三工位成型的毛坯,通过自动送料夹翻转并送入送入第四模穴,通过前冲棒7的反挤压成型焊接吻合曲面2,同时膜底挤压成型两定位平面,
完成第四工位成型;将成型毛坯顶出送到下一工位,并复位成型一下个产品,通过成型机的第五冲模,将第四工位成型的毛坯,通过自动送料夹翻转并送入第五模穴完成调头作用,为焊接吻合曲面2及毛坯最终成型进行方向定位后将毛坯顶出送到下一工位,并复位,通过成型机的第六冲模,从第五工位通过自动送料夹平移,将毛坯送入第六模成型锁紧螺纹预制孔的同时对焊接吻合曲面2再次挤压,使焊接吻合曲面2完全充满型腔,完成第六工位成型,通过前冲棒7将成型毛坯带出模腔,通过脱料盘脱料,完成除锁紧螺纹、圆柱通孔6等外的曲面连接基座成型。
23.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
技术特征:
1.一种冷镦成型螺套,包括螺套主体(1)和模具壳体(8),其特征在于:所述螺套主体(1)的一端设置有焊接吻合曲面(2),且螺套主体(1)的另一端设置有定位面(3),所述模具壳体(8)的上方设置有前冲棒(7),且模具壳体(8)的下方设置有后冲棒(9),所述螺套主体(1)位于前冲棒(7)与模具壳体(8)之间,且模具壳体(8)的内部设置有模芯成型腔(10)。2.根据权利要求1所述的一种冷镦成型螺套,其特征在于:所述模芯成型腔(10)的外侧设置有合金端头(12),且合金端头(12)与模具壳体(8)组合连接。3.根据权利要求2所述的一种冷镦成型螺套,其特征在于:所述合金端头(12)的下方设置有后孔(11),所述后孔(11)的底部设置有锥形六角螺栓(13),且锥形六角螺栓(13)与后孔(11)贴合连接。4.根据权利要求1所述的一种冷镦成型螺套,其特征在于:所述定位面(3)的内部设置有锁紧螺槽(4),且锁紧螺槽(4)的下方设置有退刀槽(5)。5.根据权利要求4所述的一种冷镦成型螺套,其特征在于:所述退刀槽(5)的底部设置有圆柱通孔(6),且圆柱通孔(6)贯穿延伸至焊接吻合曲面(2)的表面。
技术总结
本实用新型公开了一种冷镦成型螺套,涉及冷镦成型螺套技术领域,为解决现有技术中的现有技术中,实现这种异形曲面连接基座采用机加工等方式实现,但其生产效率低,材料利用率不高等缺点,导致成本高的问题。所述螺套主体的一端设置有焊接吻合曲面,且螺套主体的另一端设置有定位面,所述模具壳体的上方设置有前冲棒,且模具壳体的下方设置有后冲棒,所述螺套主体位于前冲棒与模具壳体之间,且模具壳体的内部设置有模芯成型腔,所述模芯成型腔的外侧设置有合金端头,且合金端头与模具壳体组合连接,所述合金端头的下方设置有后孔,所述后孔的底部设置有锥形六角螺栓,且锥形六角螺栓与后孔贴合连接。后孔贴合连接。后孔贴合连接。
技术研发人员:向忠冬 义勤峰 罗晓峰
受保护的技术使用者:超捷紧固系统(上海)股份有限公司
技术研发日:2021.06.03
技术公布日:2021/11/30
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。