1.本技术涉及制鞋设备的领域,尤其是涉及一种压底机。
背景技术:
2.一般鞋子的制造过程中,为使鞋底和鞋帮能紧密配合定型,对于鞋底与鞋帮的压底与压边是制鞋程序中不可或缺的步骤。
3.现有授权公告号为cn110025083a的中国发明专利公开了一种鞋帮和鞋底压合设备,其通过在鞋帮两侧设置多个压头,生产时,推动压头,使鞋帮两侧的压头固定鞋帮与鞋底;通过压装机构压合鞋帮与鞋底,实现鞋帮与鞋底的压合定型。
4.针对上述中的相关技术,发明人认为对鞋帮和鞋体压合定型时,压头直接与鞋帮表面接触,且压头与鞋帮表面的接触面积过小,容易对鞋帮表面造成损伤。
技术实现要素:
5.为了在压合定型鞋帮与鞋底时,不损伤鞋帮表面,本技术提供一种压底机。
6.本技术提供的一种压底机,采用如下的技术方案:
7.一种压底机,包括机架、用于压合鞋底和鞋帮的压合机构、用于对鞋的两侧进行定型的定型机构,所述机架上设有工作台,所述工作台上设有置鞋槽,还包括缓冲板,所述缓冲板采用橡胶材料,所述缓冲板对称设有两块,所述缓冲板竖直地放置于置鞋槽内,所述缓冲板分别位于定型机构朝向置鞋槽的一侧。
8.通过采用上述技术方案,当对定型机构对鞋子两侧进行定型时,设置的缓冲板用来使定型机构不与鞋子直接接触,同时,缓冲板采用可形变的橡胶材料,被定型机构挤压时,缓冲板会发生形变,更贴合鞋子,使鞋子受力更均匀,成型效果更好,且不会损伤鞋子表面。
9.可选的,还包括用于定位鞋子位于置鞋槽内位置的调节定位机构,所述调节定位机构包括对应鞋一端的定位块、对应鞋另一端的滑动组件,所述滑动组件包括滑座、滑轨和气缸一,滑座滑动连接于滑轨上,气缸一用来驱使滑座滑动,滑座的滑动方向朝向定位块,所述定位块朝向滑座设有定型夹板一,所述滑座朝向定位块设有定型夹板二,所述定型夹板一与定型夹板二相互正对的面上设有供鞋子端部嵌入的开口,所述定型夹板一与定型夹板二采用橡胶材料。
10.通过采用上述技术方案,定型夹板一与定型夹板二对鞋子的两端进行限位,从而实现鞋子在置鞋槽上的定位,同时,通过气缸二驱动滑座移动使定型夹板一与定型夹板二夹紧鞋子的两端,实现对鞋子两端的定型。
11.可选的,所述滑座上滑动连接有齿条,所述定型夹板二位于齿条端部,所述齿条与滑轨平行,所述滑座上转动连接有调节件,所述调节件上设有齿轮与齿条啮合连接,所述滑座上设有限位装置,用于使齿条与滑座形成固定。
12.通过采用上述技术方案,在压合定型前,可根据需加工的鞋子的尺寸,关闭限位装
置,使用调节件来带动齿条在滑座上滑动,从而调节定型夹板一与定型夹板二的距离,使其符合鞋子的尺寸,调节完毕后,使用限位装置将齿条固定在滑座上,防止在压合定型时,齿条发生滑动。
13.可选的,所述限位装置包括弹簧,所述调节件与滑座滑动连接,所述弹簧设置在滑座上,所述滑座上设有花键槽,所述弹簧的弹力使调节件发生移动,从而使齿轮既与齿条啮合又与所述花键槽插接,所述齿条通过齿轮与滑座上的花键槽和滑座形成固定。
14.通过采用上述技术方案,不按压调节件时,齿条与滑座通过齿轮、花键槽与滑座固定,无法滑动;需要调节时,只需克服弹簧的弹力按压调节件,即可解除限位,齿条可滑动;调节完毕,不再继续按压调节件后,通过弹簧的弹力作用,调节件复位,即可对齿条再次限位。这样设置限位装置,对齿条的限位更简单。
15.可选的,所述压合机构包括固定臂一,所述固定臂一固定于机架上端,所述固定臂一上连接有压合压头一,所述压合压头一用于与鞋楦接触,所述机架上设有驱使工作台沿竖直方向活动的油缸。
16.通过采用上述技术方案,控制油缸伸长,驱使工作台沿竖直方向移动,使压合压头一与鞋楦接触,接着进一步控制油缸伸长至限位,使压合压头一通过对鞋楦施加压力实现对鞋帮和鞋底压合。
17.可选的,所述固定臂一与压合压头一间通过设置铰接轴建立转动连接,所述固定臂一设有气缸二,所述压合压头一与气缸二的一端铰接,所述气缸二另一端与固定臂一铰接。
18.通过采用上述技术方案,当不加工时,气缸二缩短,带动压合压头一转动至限位,此时压合压头一不正对工作台,增大了压合压头一与置鞋槽之间的空间,方便操作人员取放鞋子。
19.可选的,所述压合机构还包括固定臂二,所述固定臂二固定于机架上部,所述固定臂二上设有压合压头二,所述压合压头二用于压在鞋面,所述压合压头二套有橡胶套。
20.通过采用上述技术方案,压合时,压合压头二套有橡胶套,不与鞋面直接接触,也能对鞋面下方的鞋楦施压,使鞋子受力更均匀,压合效果更好,且不损伤鞋面。
21.可选的,所述定型机构包括定型压块和驱使定型压块活动的气缸三,所述定型压块设有多块,所述定型压块设置在置鞋槽两侧,所述定型压块用于压在鞋帮与鞋底的连接处,所述定型压块中部与气缸三的端部铰接。
22.通过采用上述技术方案,对鞋子两侧定型时,使气缸三伸长,驱动定型压块移动至与鞋帮与鞋底的连接处接触,继续伸长气缸三,使定型压块发生自适应转动,定型压块更贴合鞋面,继续伸长气缸三直至限位,实现对鞋子两侧的定型。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.鞋子不与压头直接接触,不会对鞋子造成损伤;
25.2.鞋子受力更均匀,压合定型效果好;
26.3.可根据鞋子尺寸进行调节,定型效果好。
附图说明
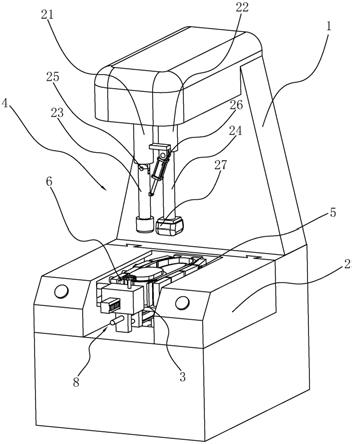
27.图1是实施例的一种压底机的立体图。
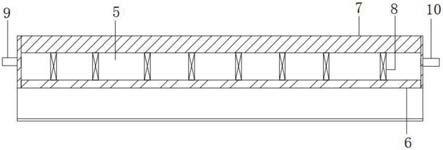
28.图2是实施例的局部图,主要突出压合机构的结构。
29.图3是图2中沿a
‑
a线的剖视图。
30.图4是图3中滑动组件的放大图。
31.附图标记说明:1、机架;2、工作台;3、置鞋槽;4、压合机构;5、定型机构;6、调节定位机构;7、定位块;8、滑动组件;9、滑座;10、气缸一;11、滑轨;12、齿条;13、调节件;14、定型夹板一;15、定型夹板二;16、拧头;17、转动轴;18、齿轮;19、花键槽;20、弹簧;21、固定臂一;22、固定臂二;23、压合压头一;24、压合压头二;25、铰接轴;26、气缸二;27、橡胶套;28、定型压块;29、气缸三;30、缓冲板;31、油缸;32、连接孔。
具体实施方式
32.以下结合附图1
‑
4对本技术作进一步详细说明。
33.本技术实施例公开了一种压底机。参照图1,压底机包括机架1,机架1上设有工作台2,工作台2沿竖直方向滑动连接于机架1,工作台2中部设有置鞋槽3。本压底机还包括用于压合鞋底和鞋帮的压合机构4、用于对鞋的两侧进行定型的定型机构5、用于定位鞋子位于置鞋槽3位置的调节定位机构6。
34.参照图2、图3,调节定位机构6包括与鞋一端对应的定位块7、与鞋另一端对应的滑动组件8,定位块7与滑动组件8分别位于置鞋槽3长度方向的两端,滑动组件8包括滑座9、滑轨11和气缸一10,滑轨11固定于工作台2上,滑座9与滑轨11滑动连接,滑座9的滑动方向朝向定位块7,气缸一10位于工作台2上,用于驱使滑座9滑动。
35.参照图3、图4,滑座9上穿设并滑动连接有齿条12,齿条12的长度方向、滑动方向均与滑轨11平行,滑座9上连接有调节件13,调节件13包括固定连接的拧头16和转动轴17,拧头16位于转动轴17一端,滑座9上表面沿竖直方向开有连接孔32,连接孔32贯通至齿条12所在腔,调节件13与滑座9通过转动轴17穿过连接孔32建立转动连接,拧头16位于滑座9上方,拧头16尺寸大于连接孔32孔径,无法穿过连接孔32,转动轴17长度大于连接孔32的深度,转动轴17可沿连接孔32深度方向滑动,转动轴17上同轴固定有齿轮18,齿轮18位于连接孔32背离拧头16的一侧,齿轮18可与齿条12啮合连接,滑座9上开有花键槽19,花键槽19位于连接孔32底部,并与连接孔32同心,花键槽19槽口向下,花键槽19与齿轮18的形状相匹配,滑座9上固定有弹簧20,弹簧20位于齿轮18背离拧头16的一侧,且与齿轮18接触,转动轴17穿过弹簧20,弹簧20的弹力设置为既能使齿轮18与齿条12啮合,又能使齿轮18与花键槽19插接,使齿条12与滑座9形成固定。克服弹簧弹力,使调节件13向下移动后,齿轮18能完全脱离花键槽19,但齿轮18仍与齿条12啮合。
36.参照图2,定位块7朝向齿条12水平固定有定型夹板一14,齿条12朝向定位块7水平固定有定型夹板二15,定型夹板一14与定型夹板二15形状为u形,且两者的开口相对,定型夹板一14与定型夹板二15为可形变的橡胶材质。定型夹板一14与定型夹板二15对鞋子进行定位,定位块7通过定型夹板一14定位鞋子的一端,齿条12通过定型夹板二15定位鞋子的另一端。随着滑座9向定位块7滑动,定型夹板一14与定型夹板二15接触鞋子,对鞋子两端定型。
37.参照图1、图3,压合机构4包括固定臂一21与固定臂二22,固定臂一21一端竖直固定于机架1上部,固定臂一21另一端通过设置铰接轴25转动连接有压合压头一23,固定臂一
21外侧壁装有气缸二26,气缸二26一端与压合压头一23铰接,气缸二26另一端与固定臂一21铰接,气缸二26伸缩时带动压合压头一23转动,气缸二26伸长后使压合压头一23转动至固定臂一21的正下方;固定臂二22竖直固定于机架1上端,固定臂二22另一端固定有压合压头二24,压合压头二24上套有橡胶套27。固定臂一21与固定臂二22在置鞋槽3的正上方,机架1上设有驱使工作台2滑动的油缸31,油缸31位于工作台2下方,压合压头一23用于与鞋楦接触,压合压头二24用于与鞋面接触。
38.参照图2,定型机构5包括多个定型压块28和驱使定型压块28滑动的气缸三29,定型压块28位于置鞋槽3两侧,气缸三29的一端与定型压块28中部铰接,气缸三29另一端与工作台2固定连接。置鞋槽3内放置有两块缓冲板30,缓冲板30位于定型压块28与定型夹板一14、定型夹板二15之间,缓冲板30采用橡胶材料,可发生形变,用来防止压合定型时定型机构5直接接触鞋帮与鞋底表面。
39.本技术实施例的一种压底机的实施原理为:当油缸31、气缸三29、气缸一10、气缸二26处于缩短状态时,工作台2位于远离压合机构4的位置,定型夹板二15位于远离定型夹板一14的位置,定型压块28位于远离调节定位机构6的位置,压合压头一23与固定臂一21形成角度,此时,操作人员将带有鞋楦的鞋子放于定型夹板一14与定型夹板二15之间,接着向下按压调节件,使齿条脱离限位,然后转动拧头16,调节定型夹板一14与定型夹板二15间的距离,使其符合鞋子的尺寸。
40.压合定型时,控制气缸二26伸长至限位,使定型压头一对准鞋楦;控制油缸31伸长,则油缸31驱使工作台2移动至鞋楦与压合压头一23相抵、鞋面与压合压头二24相抵的位置,随着油缸31的进一步伸长,压合机构4逐渐压紧鞋帮与鞋底,直至油缸31无法再继续伸长,实现鞋帮与鞋底的压合;
41.控制气缸一10伸长,气缸一10驱使滑座9移动至定型夹板二15与鞋子一端相接触,随着气缸一10的进一步伸长,定型夹板二15推动鞋子移动至鞋子另一端与定型夹板一14相接触,继续调节,直至气缸一10无法继续伸长,实现对鞋子两端的定型;控制气缸三29伸长,则气缸三29驱使定型压块28移动至缓冲板30贴合鞋帮与鞋底交接处,继续调节,直至气缸三29无法继续伸长,实现对鞋子两侧的定型;
42.以上过程均同时进行,直至驱动源无法继续调节,保持此时的状态一定时间,使压合定型效果更好。通过如此操作,压合机构4、定型机构5和调节定位机构6均不与鞋体表面直接接触,且增大了鞋帮和鞋底在压合时的受力面积,避免对鞋体表面造成损伤。
43.本实施例通过压合压头一23对鞋楦施加压力实现对鞋帮和鞋底的压合,通过套有橡胶套27的压合压头二24对鞋面施加压力使压合更均匀。缓冲板30在定型压块28对鞋帮和鞋底的连接处施加压力实现定型时,使定型压块28不与鞋帮和鞋底表面直接接触。与相关技术相比,本实施例在实现对鞋帮和鞋底的压合定型时,压合机构4、定型机构5均不与鞋子直接接触,避免了对鞋子表面造成损伤。
44.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。