1.本发明涉及汽车技术领域,具体的说涉及一种汽车外观缺陷检测装置及检测方法。
背景技术:
2.在汽车的生产成品出厂的过程中常常需要对汽车的外观进行检测,常见的外观检测包括车体表面油漆的色泽和车体的间隙,以及汽车的各种功能性能测试,现在对汽车表面喷漆效果的检验一般采用人工进行检验,然后出厂时再进行抽样检查,人工进行检查不仅存在较大的不稳定性,还和个人的工作状态有很大的关系,无法统一保证汽车的出厂品质。
3.因此,亟需提供一种可以实现自动化监测、统一标准的汽车外观缺陷检测装置。
技术实现要素:
4.本发明提供了一种结构简单的汽车外观缺陷检测装置及检测方法,该检测装置和检测方法可以实现汽车外观缺陷的自动化监测,解决了人工进行汽车外观缺陷检查存在的上述问题。
5.本发明技术方案结合附图说明如下:
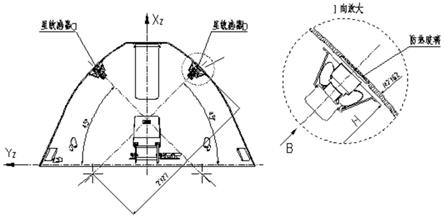
6.一种汽车外观缺陷检测装置,包括固定支架1、驱动电机2、第一主轴丝杠3、第一丝杠滑动端4、第一摄像机5、移动支架6、第一机械臂7、第二摄像机8、第三摄像机9、主机械臂10、第四摄像机11、第五摄像机12、第二机械臂13、第六摄像机14、第二主轴丝杠15、第二丝杠滑动端16和编码器17;两个所述固定支架1固定在水平地面上;一个所述固定支架1上设置有第一主轴丝杠3;所述驱动电机2的输出端与第一主轴丝杠3和第二主轴丝杠15连接;所述第一丝杠滑动端4套在第一主轴丝杠3上;所述第二丝杠滑动端16套在第二主轴丝杠15上;所述移动支架6的下端分别与第一丝杠滑动端4和第二丝杠滑动端16固定;所述主机械臂10固定在移动支架6的中间位置;所述第一机械臂7和第二机械臂13固定在移动支架6的两端;所述第三摄像机9和第四摄像机11设置在主机械臂10的两端并且固定在移动支架6上;所述第二摄像机8设置在第一机械臂7的上方并且固定在移动支架6上;所述第一摄像机5设置在第一机械臂7的下方并且固定在移动支架6上;所述第五摄像机12设置在第二机械臂13的上方并且固定在移动支架6上;所述第六摄像机14设置在第二机械臂13的下方并且固定在移动支架6上;所述第二主轴丝杠15的一端设置有用于检测第二主轴丝杠移动距离的编码器17。
7.所述第一机械臂7和第二机械臂13结构相同;所述第一机械臂7包括机械臂轴一701、机械臂轴二702、机械臂轴三703、机械臂支撑板704、机械臂摄像头705和机械臂涡流测厚仪706;所述机械臂轴一701的一端固定在移动支架6上,另一端与机械臂轴二702的一端铰接;所述机械臂轴二702的另一端与机械臂轴三703的一端铰接;所述机械臂轴三703的另一端与机械臂支撑板704铰接;所述机械臂支撑板704上设置有机械臂摄像头705和机械臂
涡流测厚仪706。
8.所述机械臂轴一701和机械臂轴二702为可伸缩结构。
9.所述主机械臂10包括主机械臂轴一1001、主机械臂轴二1002、主机械臂轴三1003、主机械臂轴四1004、主机械臂支撑板1105、主机械臂摄像头1106、主机械臂涡流测厚仪1007;所述主机械臂轴一1001的一端固定在移动支架6上;所述主机械臂轴一1001的另一端通过球销副与主机械臂轴二1002的一端连接;所述主机械臂轴二1002的另一端与主机械臂轴三1003的一端铰接;所述主机械臂轴三1003的另一端与主机械臂轴四1004的一端铰接;所述主机械臂轴四1004的另一端主机械臂支撑板1105铰接;所述主机械臂支撑板1105上设置有主机械臂摄像头1106和主机械臂涡流测厚仪1007。
10.所述主机械臂轴二1002、主机械臂轴三1003、主机械臂轴四1004均为可伸缩结构。
11.所述电机2为可以检测自身实时运动状态的伺服电机。
12.一种汽车外观缺陷检测方法,外观缺陷检测包括汽车表面油漆色泽检测、汽车表面油漆厚度检测、汽车表面装配间隙检测、汽车玻璃透明度检测;具体包括以下步骤;
13.步骤一、将汽车停放在支架正下方,并关闭环境中的无关光源,保持灯光的稳定性;
14.步骤二、控制主机械臂10运动,并通过第三摄像机9和第四摄像机11检测主机械臂10的位置和姿态是否达到预定位置,如达到预定位置,则执行步骤三,否则调整主机械臂10的位置和姿态;同时,控制第一机械臂7和第二机械臂13运动,通过第一摄像机5和第二摄像机8检测第一机械臂7的位置和姿态是否达到预定位置,通过第五摄像机12和第六摄像机14检测第二机械臂13的位置和姿态是否达到预定位置,如均达到预定位置,则执行步骤三,否则调整第一机械臂7和第二机械臂13的位置和姿态;
15.步骤三、将此时主机械臂10、第一机械臂7和第二机械臂13的位置和姿态标定为零点,存入动作库,并逐步开始移动主机械臂10、第一机械臂7和第二机械臂13,开始进行检测,检测过程中保持主机械臂10、第一机械臂7和第二机械臂13相对于检测点的位置和姿态保持不变,通过第三摄像机9、第四摄像机11、第一摄像机5、第二摄像机8、第五摄像机12和第六摄像机14来进行检测,如发生改变,则调整主机械臂10第一机械臂7和第二机械臂13的位置和姿态,然后将运动轨迹存入动作库;
16.步骤四、检测过程中,所述汽车表面油漆色泽检测的方法为:根据主机械臂摄像头1106、机械臂摄像头705检测的rgb值进行判定,如果rgb值超过rgb的阈值,根据rgb的阈值的不同进行检测缺陷的分类;当汽车rgb值检测合格,则根据主机械臂涡流测厚仪1007、机械臂涡流测厚仪706进行汽车表面油漆厚度检测,并根据厚度值的阈值进行缺陷的分类;所述汽车表面装配间隙检测的方法为:根据主机械臂摄像头1106和机械臂摄像头705的检测的间隙值进行判定,如果间隙值超过阈值,根据阈值的不同进行检测缺陷的分类;所述汽车玻璃透明度检测的方法为:根据车体内一点为参考点,来观测玻璃是否可以清晰观察到参考点,通过不同位置观察的清晰程度,来进行玻璃表面脏污的分类;
17.步骤五、如果rgb值或者油漆厚度或者间隙超过阈值或者有不清晰点,则将其位置和rgb或者油漆厚度值或者间隙值或者不清晰点的位置和清晰度保存到检测记录中;
18.步骤六、依次移动主机械臂10、第一机械臂7和第二机械臂13,直至将车体所有部位检测完成。
19.当进行汽车表面油漆色泽检测时,要分别调整摄像头相对于检测点的角度进行检测,此处每个监测点检测四次。
20.所述缺陷的分类包括轻微缺陷、严重缺陷和致命缺陷。
21.本发明的有益效果为:
22.1)本发明设置多个相机,可实时检测机械臂是否运动到位,防止检测出现偏差;
23.2)本发明的第二主轴丝杠的一端设置有编码器,可以和驱动电机的控制进行对比,避免移动支架跑偏;
24.3)本发明设置有动作库,同一类型的汽车进行检测时只需确保零点到位,其他位置可根据动作库坐标,然后通过相机的检测进行微调达到,可以很大程度上提高检测效率;
25.4)本发明对统一检测位置进行四个不同方向的检测,更加提搞了检测的准度性;
26.5)本发明将缺陷类型分为轻微缺陷、严重缺陷、致命缺陷,方便员工根据不同程度进行外观修复。
附图说明
27.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
28.图1是本发明的整体结构示意图;
29.图2是本发明中主机械臂的结构示意图;
30.图3是本发明中第一机械臂的结构示意图;
31.图4是本发明检测汽车表面油漆色泽和厚度的流程示意图;
32.图5是本发明检测汽车表面装配间隙的流程示意图;
33.图6是本发明检测汽车玻璃透明度的流程示意图。
34.图中:
35.1、固定支架;
36.2、驱动电机;
37.3、第一主轴丝杠;
38.4、第一丝杠滑动端;
39.5、第一摄像机;
40.6、移动支架;
41.7、第一机械臂;
42.701、机械臂轴一;
43.702、机械臂轴二;
44.703、机械臂轴三;
45.704、机械臂支撑板;
46.705、机械臂摄像头;
47.706、机械臂涡流测厚仪;
48.8、第二摄像机;
49.9、第三摄像机;
50.10、主机械臂;
51.1001、主机械臂轴一;
52.1002、主机械臂轴二;
53.1003、主机械臂轴三;
54.1004、主机械臂轴四;
55.1005、主机械臂支撑板;
56.1006、主机械臂摄像头;
57.1007、主机械臂涡流测厚仪;
58.11、第四摄像机;
59.12、第五摄像机;
60.13、第二机械臂;
61.14、第六摄像机;
62.15、第二主轴丝杠;
63.16、第二丝杠滑动端;
64.17、编码器。
具体实施方式
65.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
66.实施例一
67.参阅图1,一种汽车外观缺陷检测装置,包括固定支架1、驱动电机2、第一主轴丝杠3、第一丝杠滑动端4、第一摄像机5、移动支架6、第一机械臂7、第二摄像机8、第三摄像机9、主机械臂10、第四摄像机11、第五摄像机12、第二机械臂13、第六摄像机14、第二主轴丝杠15、第二丝杠滑动端16和编码器17;两个所述固定支架1固定在水平地面上;一个所述固定支架1上设置有第一主轴丝杠3;所述驱动电机2的输出端与第一主轴丝杠3和第二主轴丝杠15连接;所述第一丝杠滑动端4套在第一主轴丝杠3上;所述第二丝杠滑动端16套在第二主轴丝杠15上;所述移动支架6的下端分别与第一丝杠滑动端4和第二丝杠滑动端16固定;所述主机械臂10固定在移动支架6的中间位置;所述第一机械臂7和第二机械臂13固定在移动支架6的两端;所述第三摄像机9和第四摄像机11设置在主机械臂10的两端并且固定在移动支架6上;所述第二摄像机8设置在第一机械臂7的上方并且固定在移动支架6上;所述第一摄像机5设置在第一机械臂7的下方并且固定在移动支架6上;所述第五摄像机12设置在第二机械臂13的上方并且固定在移动支架6上;所述第六摄像机14设置在第二机械臂13的下方并且固定在移动支架6上;所述第二主轴丝杠15的一端设置有用于检测第二主轴丝杠移动距离的编码器17。
68.参阅图3,所述第一机械臂7和第二机械臂13结构相同;所述第一机械臂7包括机械臂轴一701、机械臂轴二702、机械臂轴三703、机械臂支撑板704、机械臂摄像头705和机械臂
涡流测厚仪706;所述机械臂轴一701的一端固定在移动支架6上,另一端与机械臂轴二702的一端铰接;所述机械臂轴二702的另一端与机械臂轴三703的一端铰接;所述机械臂轴三703的另一端与机械臂支撑板704铰接;所述机械臂支撑板704上设置有机械臂摄像头705和机械臂涡流测厚仪706。
69.参阅图2,所述主机械臂10包括主机械臂轴一1001、主机械臂轴二1002、主机械臂轴三1003、主机械臂轴四1004、主机械臂支撑板1105、主机械臂摄像头1106、主机械臂涡流测厚仪1007;所述主机械臂轴一1001的一端固定在移动支架6上;所述主机械臂轴一1001的另一端通过球销副与主机械臂轴二1002的一端连接;所述主机械臂轴二1002的另一端与主机械臂轴三1003的一端铰接;所述主机械臂轴三1003的另一端与主机械臂轴四1004的一端铰接;所述主机械臂轴四1004的另一端主机械臂支撑板1105铰接;所述主机械臂支撑板1105上设置有主机械臂摄像头1106和主机械臂涡流测厚仪1007。
70.所述主机械臂轴二1002、主机械臂轴三1003、主机械臂轴四1004均为可伸缩结构。
71.所述编码器17有度数,驱动电机2发送的一般是脉冲信息即运动角度。驱动电机2转了30度,此时为正反馈运动30度,通过编码器17的度数来判定驱动电机2是否真正运动了30度,一般会有一定的运动误差,就是通过这种方式对比,如误差较大,则对驱动电机2进行归零充值或者增加脉冲激励,以使驱动电机2的实际运动位置(编码器17度数)达到需求运动位置(驱动电机运动的运动角度)。
72.因此,编码器17的设置可以和驱动电机2的控制进行对比,避免移动支架跑偏。
73.一种汽车外观缺陷检测方法,包括汽车表面油漆色泽检测、汽车表面油漆厚度检测、汽车表面装配间隙检测、汽车玻璃透明度检测。
74.实施例二
75.参阅图4,汽车表面油漆色泽和汽车表面油漆厚度检测的方法如下:
76.s1:将汽车停放在支架正下方,并关闭环境中的无关光源,保持灯光的稳定性;
77.s2:控制主机械臂10运动,并通过第三摄像机9和第四摄像机11检测主机械臂10的位置和姿态是否达到预定位置,如达到预定位置,则执行s3,否则调整主机械臂10的位置和姿态;同时,控制第一机械臂7和第二机械臂13运动,通过第一摄像机5和第二摄像机8检测第一机械臂7的位置和姿态是否达到预定位置,通过第五摄像机12和第六摄像机14检测第二机械臂13的位置和姿态是否达到预定位置,如均达到预定位置,则执行步骤三,否则调整第一机械臂7和第二机械臂13的位置和姿态;
78.位置和姿态:根据机械臂摄像头和涡流测距仪的实际情况来进行确认,比如姿态一般要求垂直与测量点,位置根据摄像头焦距或者涡流测距仪的工作距离进行设定。
79.s3:将此时主机械臂10、第一机械臂7和第二机械臂13的位置和姿态标定为零点,存入动作库,并逐步开始移动主机械臂10、第一机械臂7和第二机械臂13,开始进行检测,检测过程中保持主机械臂10、第一机械臂7和第二机械臂13相对于检测点的位置和姿态保持不变,通过第三摄像机9、第四摄像机11、第一摄像机5、第二摄像机8、第五摄像机12和第六摄像机14来进行检测,如发生改变,则调整主机械臂10第一机械臂7和第二机械臂13的位置和姿态,然后将运动轨迹存入动作库;
80.s3
‑
1:检测过程要分别调整摄像头相对于检测点的角度进行检测,此处每个监测点检测四次;
81.s4:检测过程中,根据主机械臂摄像头1006、机械臂摄像头705的检测的rgb值进行判定,如果rgb值超过rgb值的阈值,根据rgb值的阈值的不同进行检测缺陷的分类;
82.缺陷的分类分为:轻微缺陷、严重缺陷、致命缺陷。
83.所设置的阈值(偏离标准样本)可采用百分比进行标识,如(0,1),0.6以下为轻微,0.6
‑
0.8为严重,0.8以上为致命缺陷;
84.s5:如汽车rgb检测合格,则进行汽车油漆厚度的检测,根据厚度值的阈值进行缺陷的分类;
85.s6:如有色泽(rgb)或者油漆厚度超过阈值,则将其位置和色泽(rgb)或者油漆厚度值保存到检测记录中;
86.s7:依次移动主机械臂10、第一机械臂7和第二机械臂13,直至将车体所有部位检测完成。
87.实施例三
88.参阅图5,汽车表面装配间隙检测的方法如下:
89.s1:将汽车停放在支架正下方,并关闭环境中的无关光源,保持灯光的稳定性;
90.s2:控制主机械臂10运动,并通过第三摄像机9和第四摄像机11检测主机械臂10的位置和姿态是否达到预定位置,如达到预定位置,则执行步骤三,否则调整主机械臂10的位置和姿态;同时,控制第一机械臂7和第二机械臂13运动,通过第一摄像机5和第二摄像机8检测第一机械臂7的位置和姿态是否达到预定位置,通过第五摄像机12和第六摄像机14检测第二机械臂13的位置和姿态是否达到预定位置,如均达到预定位置,则执行步骤三,否则调整第一机械臂7和第二机械臂13的位置和姿态;
91.s3:将此时主机械臂10、第一机械臂7和第二机械臂13的位置和姿态标定为零点,存入动作库,并逐步开始移动主机械臂10、第一机械臂7和第二机械臂13,开始进行检测,检测过程中保持主机械臂10、第一机械臂7和第二机械臂13相对于检测点的位置和姿态保持不变,通过第三摄像机9、第四摄像机11、第一摄像机5、第二摄像机8、第五摄像机12和第六摄像机14来进行检测,如发生改变,则调整主机械臂10第一机械臂7和第二机械臂13的位置和姿态,然后将运动轨迹存入动作库;
92.s4:检测过程中,根据主机械臂摄像头1006、机械臂摄像头705的检测的间隙值进行判定,如果间隙值超过阈值,根据阈值的不同进行检测缺陷的分类;
93.缺陷的分类分为:轻微缺陷、严重缺陷、致命缺陷。
94.所设置的阈值(偏离标准样本)可采用百分比进行标识,如(0,1),0.6以下为轻微,0.6
‑
0.8为严重,0.8以上为致命缺陷;
95.s5:如有间隙超过阈值,则将其位置和测量间隙值保存到检测记录中;
96.s6:依次移动主机械臂、第一机械臂7和第二机械臂13,直至将车体所有部位检测完成。
97.实施例四
98.参阅图6,汽车玻璃透明度检测的方法如下:
99.s1:将汽车停放在支架正下方,并关闭环境中的无关光源,保持灯光的稳定性;
100.s2:控制主机械臂10运动,并通过第三摄像机9和第四摄像机11检测主机械臂10的位置和姿态是否达到预定位置,如达到预定位置,则执行步骤三,否则调整主机械臂10的位
置和姿态;同时,控制第一机械臂7和第二机械臂13运动,通过第一摄像机5和第二摄像机8检测第一机械臂7的位置和姿态是否达到预定位置,通过第五摄像机12和第六摄像机14检测第二机械臂13的位置和姿态是否达到预定位置,如均达到预定位置,则执行步骤三,否则调整第一机械臂7和第二机械臂13的位置和姿态;
101.s3:将此时主机械臂的位置和姿态标定未零点,存入动作库,并逐步开始移动主机械臂,开始进行检测,检测过程中保持主机械臂10相对于检测点的位置和姿态保持不变,通过第三相机9和第四相机11来进行检测,如发生改变,则调整主机械臂10的位置和姿态,然后将运动轨迹存入动作库;
102.s4:检测过程中,根据车体内一点为参考点,来观测玻璃是否可以清晰观察到参考点,如果不同位置观察的清晰程度,来进行玻璃表面脏污的分类;
103.s5:如有不清晰点,则将其位置和清晰度保存到检测记录中;
104.s6:依次移动主机械臂10、第一机械臂7和第二机械臂13,直至将车体所有部位检测完成。
105.在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
106.在本实施例的描述中,术语“上”、“下”、“左”、“右”等方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述和简化操作,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
107.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。