1.本实用新型涉及增材制造的技术领域,特别是涉及一种增材制造打印头。
背景技术:
2.随着纤维复合材料的广泛应用越来越广泛以及3d打印技术的飞速发展,复合材料制造采用连续纤维的3d打印技术正处于厚积薄发的关键节点上,在新产品开发、模具制造及机械加工等领域,正呈现爆发式增长趋势。
3.采用原位浸渍、丝束共挤出、拖丝挤出和原位合并等连续纤维3d打印技术,解决了连续纤维增材制造的部分问题,但同时也带来了一些新的问题,如产品的纤维体积含量不高,孔隙率较大,对树脂提出更高的质量要求以及打印头清洗等问题,在一定程度上制约了纤维复合材料3d制造的发展步伐。虽然,目前使用圆口打印头的生产效率有所提高,但在制造大尺寸件以及产品性能改善上依然困难重重。
技术实现要素:
4.本实用新型的目的是提供一种增材制造打印头,以解决上述现有技术存在的问题,使每层打印厚度更容易控制,产品的性能和生产效率提高,产品的孔隙率降低。
5.为实现上述目的,本实用新型提供了如下方案:
6.本实用新型提供了一种增材制造打印头,包括壳体、打印槽口和加热装置,所述壳体内套设所述打印槽口,所述壳体上设置有所述加热装置,所述打印槽口的中部设置有矩形的出料口,所述出料口的形状与连续碳纤维预浸料单向带相匹配且用于所述连续碳纤维预浸料单向带的出料。
7.优选的,所述壳体为一套管,所述套管的下端设置有一段锥度管,所述打印槽口的下端与所述锥度管的尺寸相匹配,所述打印槽口的上端高出所述套管的上端。
8.优选的,所述套管的外壁上设置有环形的加热器,所述加热器的温度控制在35℃
‑
75℃。
9.优选的,所述打印槽口的中部卡接于所述套管上端的卡接槽,所述打印槽口上端的两侧连接有一握持器,所述握持器通过一法兰连接于机械手上。
10.优选的,所述握持器的两臂之间设置有张力检测装置和张力调控装置,所述连续碳纤维预浸料单向带穿过所述张力检测装置和张力调控装置。
11.优选的,所述握持器的两臂之间设置有剪切装置,所述连续碳纤维预浸料单向带穿过所述剪切装置。
12.优选的,所述壳体的外径为5mm
‑
20mm,所述打印槽口能够在所述壳体内转动。
13.优选的,所述打印槽口根据所述出料口尺寸的不同设置有若干个型号,所述出料口的尺寸为(1mm
‑
15mm)
×
(0.1mm
‑
0.5mm)。
14.本实用新型相对于现有技术取得了以下技术效果:
15.本实用新型利用扁的连续纤维预浸料单向带和扁出口的打印槽口进行增材制造,
在不改变纤维原材料的基础上,可使产品打印过程中的孔隙率降低、单层打印厚度更容易控制,使增材制造变得更加贴近工程化,尤其有利于热固性树脂复合材料的低成本、快速加工生产,发展潜力巨大。
附图说明
16.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
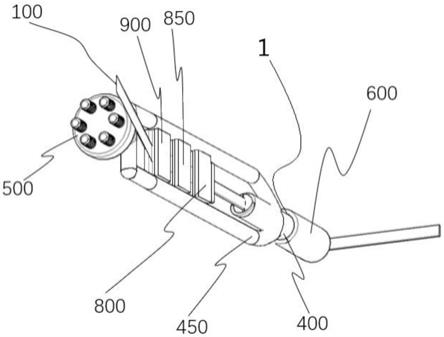
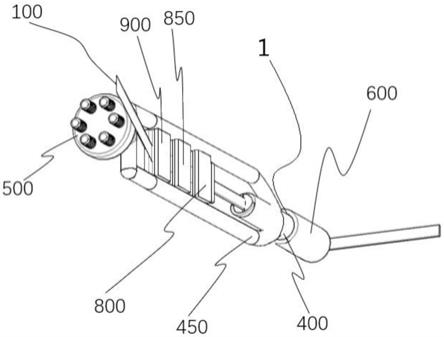
17.图1为本实用新型增材制造打印头的结构示意图;
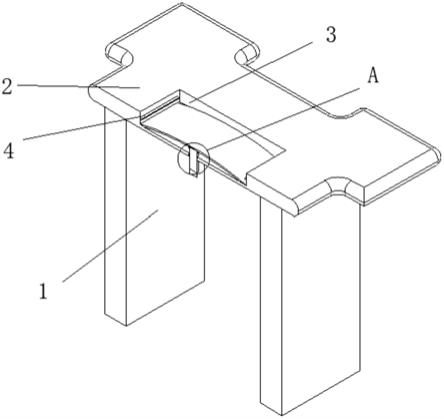
18.图2为本实用新型增材制造打印头的端部结构示意图;
19.其中:1
‑
增材制造打印头,100
‑
连续碳纤维预浸料单向带,200
‑
出料口,300
‑
打印槽口,400
‑
壳体,450
‑
握持器,500
‑
法兰,600
‑
加热器,800
‑
张力调控装置,850
‑
剪切装置,900
‑
张力检测装置。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有付出创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.本实用新型的目的是提供一种增材制造打印头,以解决现有技术存在的问题,使每层打印厚度更容易控制,产品的性能和生产效率提高,产品的孔隙率降低。
22.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
23.如图1至图2所示:本实施例提供了一种增材制造打印头1,包括壳体400、打印槽口300和加热装置,壳体400内套设打印槽口300,壳体400上设置有加热装置,打印槽口300的中部设置有矩形的出料口200,出料口200的形状与连续碳纤维预浸料单向带100相匹配且用于连续碳纤维预浸料单向带100的出料。
24.壳体400为一套管,套管的下端设置有一段锥度管,打印槽口300的下端与锥度管的尺寸相匹配,打印槽口300的上端高出套管的上端。套管的外壁上设置有环形的加热器600,加热器600的温度控制在35℃
‑
75℃,使连续碳纤维预浸料单向带100具有一定的粘度,便于相互粘连。
25.打印槽口300的中部卡接于套管上端的卡接槽,其中,打印槽口300可以是两个活动瓣,分别卡接套管内,两个活动瓣与套管之间的空隙形成出料口200,两个活动瓣的上端固定连接。打印槽口300上端的两侧连接有一握持器450,握持器450通过一法兰500连接于机械手上。握持器450的两臂之间设置有张力检测装置900和张力调控装置800,连续碳纤维预浸料单向带100穿过张力检测装置900和张力调控装置800。握持器450的两臂之间设置有剪切装置850,连续碳纤维预浸料单向带100穿过剪切装置850,根据程序设定的长度适时对连续碳纤维预浸料单向带100进行剪断操作。其中,张力检测装置900、张力调控装置800和
剪切装置850为本领域常规的使用装置,具体结构不再赘述。
26.壳体400的外径为5mm
‑
20mm,打印槽口300能够受机械手的控制按照设定程序与壳体400一起转动,进而改变物料的打印方向,改变产品的内部结构,使其具有抗震耐压的优良性能。打印槽口300根据出料口200尺寸的不同设置有若干个型号,出料口200的尺寸为(1mm
‑
15mm)
×
(0.1mm
‑
0.5mm)。
27.本实施例的增材制造打印头1,利用扁的连续纤维预浸料单向带和扁出口的打印槽口300进行增材制造,在不改变纤维原材料的基础上,可使产品打印过程中的孔隙率降低、单层打印厚度更容易控制,使增材制造变得更加贴近工程化,在制造大尺寸件时,不用开磨具,降低了成本,尤其有利于热固性树脂复合材料的低成本、快速加工生产,发展潜力巨大。
28.本说明书中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想;同时,对于本领域的一般技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本实用新型的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。