1.本实用新型属于工装夹具技术领域,具体地说,本实用新型涉及一种叉车液压油油箱盖板焊接工装。
背景技术:
2.传统的在叉车液压油油箱盖板1
‑
1上焊接加油管1
‑
2、吸油钢管一1
‑
3、回油钢管一1
‑
4、吸油钢管二1
‑
5和回油钢管二1
‑
6,先采用点焊固定,然后人工翻转进行密封固定焊接。
3.上述传统的焊接方式,没有将加油管1
‑
2、吸油钢管一1
‑
3、回油钢管一1
‑
4、吸油钢管二1
‑
5和回油钢管二1
‑
6的具体位置固定下来,采用先在每个零件上测量画上焊接位置标记,首先采用点焊固定,无法保证加油管1
‑
2、吸油钢管一1
‑
3、回油钢管一1
‑
4、吸油钢管二1
‑
5和回油钢管二1
‑
6与油箱盖板1
‑
1之间的垂直度,其次,人工翻转进行密封固定焊接,焊接密封性和焊缝均匀连续性差。
技术实现要素:
4.本实用新型提供一种叉车液压油油箱盖板焊接工装,以解决上述背景技术中存在的问题。
5.为了实现上述目的,本实用新型采取的技术方案为:一种叉车液压油油箱盖板焊接工装,包括底座板,所述底座板上设有支撑柱一、支撑柱二、支撑柱三和支撑柱四,所述支撑柱三上设有定位销一,所述支撑柱四上设有定位销二,所述底座板上设有限位块一和限位块二,且限位块一竖直设置,限位块二倾斜设置。
6.优选的,所述底座板上设有支架杆,所述支架杆顶端设有u型架,所述u型架两侧端部设有弧形挡板。
7.优选的,所述u型架上设有横架杆。
8.采用以上技术方案的有益效果是:
9.1、本实用新型的叉车液压油油箱盖板焊接工装,先将待焊接的吸油钢管二和回油钢管二从油箱盖板下端往上穿入,然后将待焊接的吸油钢管一和回油钢管一从油箱盖板下端往上穿入,然后将吸油钢管一和回油钢管一弯折端分别插入两个限位块一和两个限位块二中,然后将油箱盖板往下放在支撑柱一、支撑柱二、支撑柱三和支撑柱四上,且使定位销一和定位销二插入油箱盖板上的安装孔中,且使吸油钢管一和回油钢管一上端与弧形挡板接触,使吸油钢管二和回油钢管二下端与底座板接触,吸油钢管二侧壁与横架杆接触,然后再将加油管插入油箱盖板上的孔中,且使加油管下端与底座板接触,然后将底座板固定在转盘上,然后焊接工人对油箱盖板与加油管、吸油钢管一、回油钢管一、吸油钢管二和回油钢管二接触位置进行一次性连续焊接,即避免了传统的点焊固定造成的加油管、吸油钢管一、回油钢管一、吸油钢管二和回油钢管二与油箱盖板不垂直情况的发生,也避免了人工翻转进行密封固定焊接造成的焊接密封性差和焊缝不均匀不连续情况的发生。
10.2、所述底座板上设有支架杆,所述支架杆顶端设有u型架,所述u型架两侧端部设
有弧形挡板,保证了吸油钢管一和回油钢管一与油箱盖板的垂直度。
11.所述u型架上设有横架杆,保证了吸油钢管二的垂直度。
附图说明
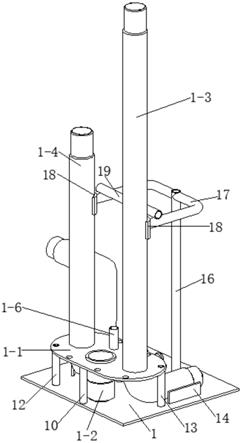
12.图1是本实用新型的叉车液压油油箱盖板焊接工装工作状态的装配图一;
13.图2是本实用新型的叉车液压油油箱盖板焊接工装工作状态的装配图二;
14.图3是本实用新型的叉车液压油油箱盖板焊接工装装配图;
15.其中:
[0016]1‑
1、油箱盖板;1
‑
2、加油管;1
‑
3、吸油钢管一;1
‑
4、回油钢管一;1
‑
5、吸油钢管二;1
‑
6、回油钢管二;
[0017]
1、底座板;
[0018]
10、支撑柱一;11、支撑柱二;12、支撑柱三;12
‑
1、定位销一;13、支撑柱四;13
‑
1、定位销二;14、限位块一;15、限位块二;16、支架杆;17、u型架;18、弧形挡板;19、横架杆。
具体实施方式
[0019]
下面对照附图,通过对实施例的描述,对本实用新型的具体实施方式作进一步详细的说明,目的是帮助本领域的技术人员对本实用新型的构思、技术方案有更完整、准确和深入的理解,并有助于其实施。
[0020]
如图1至图3所示,本实用新型是一种叉车液压油油箱盖板焊接工装,即避免了传统的点焊固定造成的加油管、吸油钢管一、回油钢管一、吸油钢管二和回油钢管二与油箱盖板不垂直情况的发生,也避免了人工翻转进行密封固定焊接造成的焊接密封性差和焊缝不均匀不连续情况的发生。
[0021]
具体的说,如图1至图3所示,包括底座板1,所述底座板1上设有支撑柱一10、支撑柱二11、支撑柱三12和支撑柱四13,所述支撑柱三12上设有定位销一12
‑
1,所述支撑柱四13上设有定位销二13
‑
1,所述底座板1上设有限位块一14和限位块二15,且限位块一14竖直设置,限位块二15倾斜设置。
[0022]
所述底座板1上设有支架杆16,所述支架杆16顶端设有u型架17,所述u型架17两侧端部设有弧形挡板18。
[0023]
所述u型架17上设有横架杆19。
[0024]
以下用具体实施例对具体工作方式进行阐述:
[0025]
实施例1:
[0026]
本实用新型的叉车液压油油箱盖板焊接工装,先将待焊接的吸油钢管二1
‑
5和回油钢管二1
‑
6从油箱盖板1
‑
1下端往上穿入,然后将待焊接的吸油钢管一1
‑
3和回油钢管一1
‑
4从油箱盖板1
‑
1下端往上穿入,然后将吸油钢管一1
‑
3和回油钢管一1
‑
4弯折端分别插入两个限位块一14和两个限位块二15中,然后将油箱盖板1
‑
1往下放在支撑柱一10、支撑柱二11、支撑柱三12和支撑柱四13上,且使定位销一12
‑
1和定位销二13
‑
1插入油箱盖板1
‑
1上的安装孔中,且使吸油钢管一1
‑
3和回油钢管一1
‑
4上端与弧形挡板18接触,使吸油钢管二1
‑
5和回油钢管二1
‑
6下端与底座板1接触,吸油钢管二1
‑
5侧壁与横架杆19接触,然后再将加油管1
‑
2插入油箱盖板1
‑
1上的孔中,且使加油管1
‑
2下端与底座板1接触,然后将底座板1固定
在转盘上,然后焊接工人对油箱盖板1
‑
1与加油管1
‑
2、吸油钢管一1
‑
3、回油钢管一1
‑
4、吸油钢管二1
‑
5和回油钢管二1
‑
6接触位置进行一次性连续焊接,即避免了传统的点焊固定造成的加油管1
‑
2、吸油钢管一1
‑
3、回油钢管一1
‑
4、吸油钢管二1
‑
5和回油钢管二1
‑
6与油箱盖板1
‑
1不垂直情况的发生,也避免了人工翻转进行密封固定焊接造成的焊接密封性差和焊缝不均匀不连续情况的发生。
[0027]
实施例2:
[0028]
在实施例1的基础上,所述底座板1上设有支架杆16,所述支架杆16顶端设有u型架17,所述u型架17两侧端部设有弧形挡板18,保证了吸油钢管一1
‑
3和回油钢管一1
‑
4与油箱盖板的垂直度。
[0029]
所述u型架17上设有横架杆19,保证了吸油钢管二1
‑
5的垂直度。
[0030]
以上结合附图对本实用新型进行了示例性描述,显然,本实用新型具体实现并不受上述方式的限制,只要是采用了本实用新型的方法构思和技术方案进行的各种非实质性的改进;或未经改进,将本实用新型的上述构思和技术方案直接应用于其它场合的,均在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。