1.本实用新型涉及塑料管道领域,具体涉及一种全通径增强型聚乙烯弯头管件。
背景技术:
2.高密度聚乙烯(hdpe)管道具有耐腐蚀、抗震性能优异、使用寿命长和施工便捷等诸多优点,近年来被广泛应用于电厂的冷却水系统及大型水库的取水管网系统等。目前市场上外径小于630mm规格hdpe管件普遍采用注塑机一体注塑成型。但是针对电厂及大型水库等应用领域,需求聚乙烯管材及管件口径普遍大于800mm,而且耐压等级要求高。从现有的注塑机塑化能力及锁模力水平来看,一体注塑成型不但技术难度大,而且设备投资水平非常高。导致大口径弯头、三通及其他类型管件的应用非常受限。
3.针对这个难题,国际标准iso 4427.3
‑
2007给出多节焊制的“虾米型”弯头设计要求,只要切割角度小于7.5
°
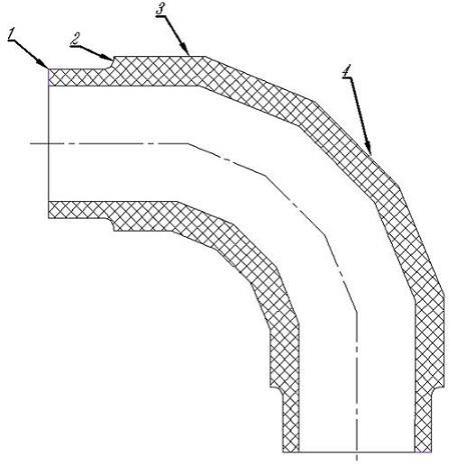
,整个产品的公称压力不做考虑折减系数,一般90度弯头需要采用7节焊制,弯曲半径过大,现场安装麻烦。在美国asme锅炉与压力容器设计规范中同样认为多节焊制的弯头由于存在多个切割角度,整体管件不可避免地存在“压力折减”效应。例如sdr9压力等级的注塑管件按设计要求来看可以具备2.0mpa的公称压力,但是对于多节焊制的sdr9“虾米型”弯头来说,承压能力可能会降至1.6mpa。astm f2206标准对多节焊制管件提出了壁厚增强要求,对于一定压力的管道系统,若采用多节“虾米型”弯头,则相对管材来说,弯头管件的壁厚要增大22%左右,以便整个管路系统的承压能力不受影响。
4.但是在保证跟同等外径及压力等级的管材热熔对接连接的前提下,单纯地增加管件的壁厚虽然提高了管路系统的耐压能力,但是会导致管件的内径减小、通流截面减小,系统的通流能力会受影响。
技术实现要素:
5.1.为解决上述问题,本实用新型提供一种全通径增强型聚乙烯弯头管件。
6.2.本实用新型的技术方案是:
7.一种全通径增强型聚乙烯弯头管件,主要包括熔接端(1);过渡区(2);衔接区(3);弯头主体(4)。其特征在于熔接端(1)通过过渡区(2)的倒角跟衔接区(3)连为一体,弯头主体(4)是由三段相同尺寸的管段通过多角度热熔对接跟衔接区(3)连接,弯头主体(4)的壁厚比熔接端(1)的管段壁厚提高25%左右。
8.本实用新型的技术优势是:(1)弯头管件的主体壁厚提高25%,系统承压能力增强;(2)弯头管件的通径跟相连接管材的一致,管路系统的通流能力提高;(3)整个管件不需要采用大吨位的注塑机,仅使用多角焊机及挤出机,设备投资少,生产成本低,经济效益好。
附图说明
9.图1是本实用新型的俯视图。
10.图2是本实用新型的剖面图。
具体实施方式
11.1. 聚乙烯原料采用熔指0.16
‑
0.18g/10min (5kg/190℃),密度是0.956
‑
0.968g/cm3。
12.2. 安装好挤出设备的口模、芯棒以及特殊的定径套之后,熔体温度控制在180℃,挤出量750kg/h,挤出外径1000mm,壁厚160mm的厚壁管段。
13.3. 随后选取长度955mm左右的管段,通过车床机加工一段长度400mm,外径914mm的熔接端(1),以便用于跟外径914mm的管材热熔对接,管段长度的设计准则是能满足正常的热熔对接及可能存在的电熔承插连接。
14.4. 随后通过车床加工一个r30
‑
r50左右的倒角,形成过渡区(2),倒角有利于减小应力集中,增加弯头的外观美观,同时能保证热熔对接的错边量在标准要求范围内。
15.5. 随后轻微车削管段表面,控制管段的外径986mm,长度555mm,形成衔接区(3)。
16.6. 最后机加工3段外长度712mm的管段,控制外径986mm,然后利用多角切割锯将各管段末端加工切割角,角度控制为11.25
°
,形成90
°
弯头主体(4)的一段。
17.7. 然后利用多角度热熔对接焊机焊接各个管段,加热板温度225℃,熔接端面的界面压力采用0.45~0.6mpa,吸热时间1020s,每道焊缝冷却时间至少50min。
18.8. 充分冷却后形成全通径增强型弯头管件。不同外径及中心距的弯头都可以通过调节管段尺寸经过上述方法预制成型。
19.9. 上述技术方案只是本实用新型的一种实施方式,对于本领域内的技术人员而言,在本实用新型公开了应用方法和原理的基础上,很容易做出各种类型的改进或变形,而不仅限于本实用新型上述具体实施方式所描述的结构,因此前面描述的方式只是优选地,而并不具有限制性的意义。
技术特征:
1.一种全通径增强型聚乙烯弯头管件,其特征是:主要包括四个部分:熔接端(1);过渡区(2);衔接区(3);弯头主体(4),所述熔接端(1)是由过渡区(2)的平滑倒角过渡到衔接区(3),衔接区(3)通过热熔角度焊接连接到弯头主体(4)。2.根据权利要求1所述的一种全通径增强型聚乙烯弯头管件,其特征是:所述熔接端(1)外径一般为dn700,dn800,dn900,壁厚一般大于80mm。3.根据权利要求1所述的一种全通径增强型聚乙烯弯头管件,其特征是:所述过渡区(2)是由r30~r50范围的圆弧平滑过渡。4.根据权利要求1所述的一种全通径增强型聚乙烯弯头管件,其特征是:所述弯头主体(4)由三段外径、壁厚尺寸相同的管段通过热熔对接形成,管段的切割角度为11.25
°
。
技术总结
本实用新型为一种全通径增强型聚乙烯弯头管件,其具体结构包括四部分:熔接端(1);过渡区(2);衔接区(3);弯头主体(4)。本实用新型结构设计合理,具有较高的耐压性能及优异的通流能力,可广泛应用于电厂冷却水系统及大型水库取水系统。库取水系统。库取水系统。
技术研发人员:冯建 赵云龙 康萏 钱文来 吴双 金素洁 曾钰龙 冯能凯
受保护的技术使用者:上海纳川核能新材料技术有限公司
技术研发日:2021.03.19
技术公布日:2021/11/28
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。