1.本公开涉及一种压缩机。
背景技术:
2.迄今为止,已知有一种压缩机,其包括机壳、和通过压接及焊接固定在该机壳上的机架(housing)(例如,专利文献1)。当流体被压缩时,负荷会施加在机壳和机架之间。由上述固定部来承受该负荷。
3.现有技术文献
4.专利文献
5.专利文献1:日本公开专利公报特开2017-25762号公报
技术实现要素:
6.-发明要解决的技术问题-
7.在专利文献1中,通过压接将机壳固定在机架上的部位和通过焊接将机壳固定在机架上的部位在该机壳的轴向上分离开。因此,压缩机的轴向长度变长,进而有可能导致压缩机大型化。
8.本公开的目的在于:使压缩机实现小型化。
9.-用以解决技术问题的技术方案-
10.本公开的第一方面以一种压缩机1作为对象。压缩机1包括筒状的机壳10、以及收纳于所述机壳10内的压缩机构20,所述压缩机构20具有机架21,该机架21包括压接在所述机壳10上的压接部22、以及焊接在所述机壳10上的焊接部23,所述压接部22的至少一部分和所述焊接部23的至少一部分在所述机壳10的周向上并列布置。
11.在第一方面中,压接部22的至少一部分和焊接部23的至少一部分在机壳10的周向上并列布置。由此,与压接部22和焊接部23在机壳10的轴向上并列布置的情况相比,能够使机架21在该轴向上实现小型化,进而能够使压缩机1实现小型化。
12.本公开的第二方面在所述第一方面的基础上,其特征在于:所述压缩机包括使所述焊接部23与所述机壳10的内部空间连通的连通路26~29。
13.在第二方面中,焊接部23与机壳10的内部空间通过连通路26~29连通。由此,在将机架21焊接到机壳10上时,焊接气体经由连通路26~29逃逸到机壳10的内部空间,从而能够抑制产生焊接不良。
14.本公开的第三方面在所述第二方面的基础上,其特征在于:所述焊接部23由形成在所述机架21上的凹部24构成,所述连通路26~29由形成在所述机壳10和所述机架21之间并使所述凹部24和所述机壳10的内部空间连通的连通间隙26、27构成。
15.在第三方面中,在将机架21焊接到机壳10上时,焊接气体经由连通间隙26、27从凹部24向机壳10的内部空间逃逸。这样一来,能够以凹部24及连通间隙26、27如此简单的结构来抑制产生焊接不良。
16.本公开的第四方面在所述第一到第三方面中的任一方面的基础上,其特征在于:在所述机壳10的周向上设置有多个所述焊接部23。
17.在第四方面中,能够进一步承受伴随流体压缩而产生的负荷。
18.本公开的第五方面在所述第一到第四方面中的任一方面的基础上,其特征在于:在所述机壳10的轴向上设置有多个所述焊接部23。
19.在第五方面中,能够进一步承受伴随流体压缩而产生的负荷。
20.本公开的第六方面在所述第五方面的基础上,其特征在于:所述压缩机构20构成为:伴随着该压缩机构20的动作,在所述轴向上相互分离开的位置处产生第一载荷和比该第一载荷大的第二载荷,多个所述焊接部23包括:在所述轴向上,比产生所述第一载荷的位置和产生所述第二载荷的位置之间的中间点m1更靠近产生所述第二载荷的位置处具有中间点m2的两个所述焊接部23。
21.在第六方面中,由于第一载荷及第二载荷,而在比产生两载荷的位置的中间点m1更靠近产生第二载荷的位置处产生力矩。该力矩能够由这两个焊接部23适当地支承住。
附图说明
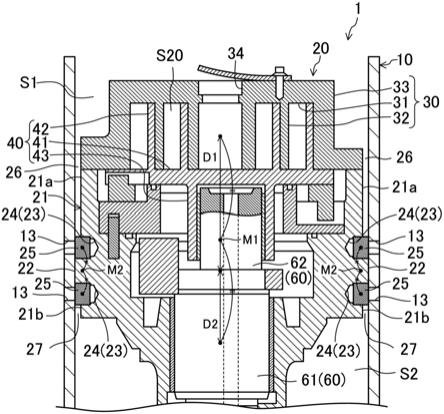
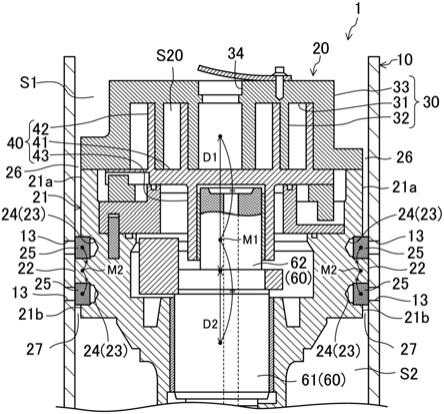
22.图1是示出第一实施方式中的压缩机的构成的纵向剖视图。
23.图2是示出第一实施方式中的压缩机的主要部分的纵向剖视图。
24.图3是示出第一实施方式中的机架的主要部分的立体图。
25.图4是示出第一实施方式中的压缩机的俯视简图。
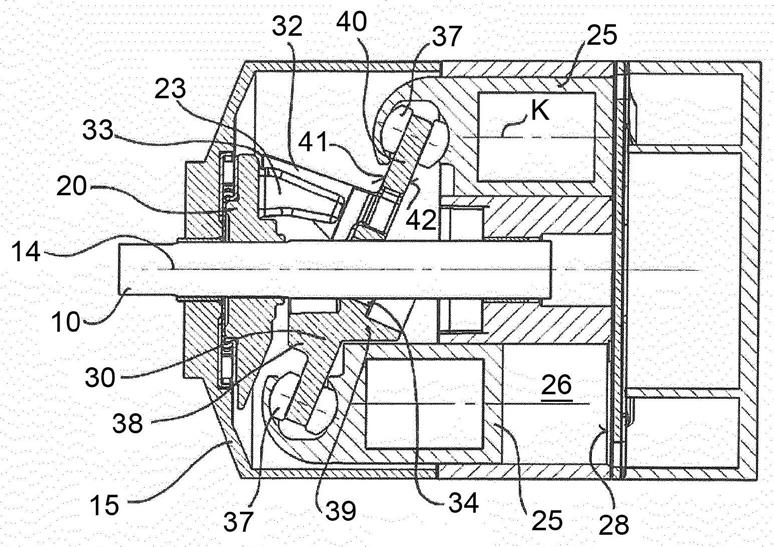
26.图5是示出第二实施方式中的压缩机的主要部分的纵向剖视图。
27.图6是示出第二实施方式中的机架的主要部分的立体图。
具体实施方式
28.(第一实施方式)
29.下面说明第一实施方式。本实施方式的压缩机1为涡旋式压缩机。需要说明的是,压缩机1的种类并不限于涡旋式压缩机。
30.如图1及图2所示,压缩机1例如设置在蒸汽压缩式制冷剂回路(未图示)中,对制冷剂(流体的一个示例)进行压缩。例如,在这样的制冷剂回路中,由压缩机1压缩后的制冷剂在冷凝器中冷凝,并由减压机构减压,然后在蒸发器中蒸发后被吸入压缩机1。
31.压缩机1包括机壳10、压缩机构20、电动机50以及驱动轴60。
32.机壳10形成为两端封闭的纵向长度较长的圆筒状。在机壳10内,从上侧开始依次收纳有压缩机构20和电动机50。压缩机构20和电动机50通过在机壳10内沿轴向(上下方向)延伸的驱动轴60连结。
33.在机壳10上设置有吸入管11和喷出管12。吸入管11沿轴向贯穿机壳10的上部并与压缩机构20连接。吸入管11向压缩机构20引入低压流体(例如,气态制冷剂)。喷出管12沿径向贯穿机壳10的躯干部并与机壳10的内部空间连通。喷出管12将机壳10内的高压流体引向机壳10外。
34.压缩机构20收纳在机壳10内。压缩机构20构成为:对经由吸入管11引入的流体进行压缩并将其向机壳10内喷出。在后面对压缩机构20的构成进行详细的说明。
35.电动机50收纳在机壳10内,并布置在压缩机构20的下方。电动机50具有定子51和转子52。定子51实质上形成为圆筒状,并被固定在机壳10上。转子52插入定子51的内周且能够旋转。驱动轴60插入并固定于转子52的内周。
36.驱动轴60具有主轴部61和偏心轴部62。主轴部61沿机壳10的轴向(上下方向)延伸。偏心轴部62设置在主轴部61的上端。偏心轴部62的外径比主轴部61的外径小。偏心轴部62的轴心相对于主轴部61的轴心偏心规定距离。
37.接着,参照图1~图4,对压缩机构20的结构进行说明。
38.如图1及图2所示,压缩机构20包括机架21、静涡旋盘30和动涡旋盘40。机架21设置在机壳10内。静涡旋盘30固定在机架21上。动涡旋盘40布置在机架21和静涡旋盘30之间。动涡旋盘40构成为与静涡旋盘30啮合并相对于静涡旋盘30进行偏心旋转运动。
39.机架21固定在机壳10内,将机壳10的内部空间沿轴向划分为两个空间。机架21的靠上侧的空间构成第一空间s1,机架21的靠下侧的空间构成第二空间s2。
40.机架21固定在机壳10的内周面上。如图3所示,机架21包括压接部22和焊接部23。压接部22压接在机壳10上。焊接部23被焊接在机壳10上。
41.压接部22由机架21的外周面构成。压接部22的轴向长度(上下方向长度)比机架21的轴向长度短。压接部22压接并固定在机壳10的躯干部上。
42.焊接部23由形成在机架21的外周面上的凹部24构成。在该凹部24中设置有焊接销25。焊接销25通过经由形成在机壳10上的焊接用通孔13的焊接而熔化,将机架21和机壳10相互固定起来。
43.在机壳10的轴向上设置有多个(在该示例中为两个)焊接部23(图2)。在机壳10的周向上设置有多个(在该示例中为四个)焊接部23(图4)。
44.在比上侧的焊接部23(凹部24)靠上侧的位置,在机架21及静涡旋盘30的外周面与机壳10的内周面之间形成有第一间隙26。机架21的比压接部22靠上侧的部分为直径比压接部22小的小径部21a。静涡旋盘30的外周面与小径部21a的外周面大致齐平。第一间隙26形成在静涡旋盘30的外周面及小径部21a与机壳10的内周面之间。第一间隙26使靠上侧的焊接部23与第一空间s1连通。第一间隙26构成连通间隙。
45.在比下侧的焊接部23(凹部24)靠下侧的位置,在机架21的外周面与机壳10的内周面之间形成有第二间隙27。机架21的比压接部22靠下侧的部分为直径比压接部22小的小径部21b。第二间隙27形成在小径部21b与机壳10的内周面之间。第二间隙27使靠下侧的焊接部23与第二空间s2连通。第二间隙27构成连通间隙。
46.如图2及图3所示,压接部22的至少一部分和焊接部23(凹部24)的至少一部分在机壳10的周向上相互并列布置。并且,压接部22的至少一部分和焊接部23(凹部24)的至少一部分在机壳10的周向上相互靠近。压接部22的至少一部分和焊接部23(凹部24)的至少一部分在机壳10的周向上实质上彼此相邻地布置。
47.压接部22的至少一部分和焊接部23(凹部24)的至少一部分在机壳10的轴向上相互并列布置。并且,压接部22的至少一部分和焊接部23(凹部24)的至少一部分在机壳10的轴向上相互靠近。压接部22的至少一部分和焊接部23(凹部24)的至少一部分在机壳10的轴向上实质上彼此相邻地布置。
48.因此,压接部22的至少一部分和焊接部23(凹部24)的至少一部分在机壳10的周向
及轴向上相互并列布置。并且,压接部22的至少一部分和焊接部23(凹部24)的至少一部分在机壳10的周向及轴向上相互靠近。压接部22的至少一部分和焊接部23(凹部24)的至少一部分在机壳10的周向及轴向上实质上彼此相邻地布置。由此,机壳10和机架21更加牢固地彼此固定在一起。
49.静涡旋盘30布置在机架21的轴向上的一侧(在该示例中为上侧)。静涡旋盘30具有静侧端板31、静侧涡卷32以及外周壁部33。
50.静侧端板31形成为近似圆形的板状。静侧涡卷32形成为绘制出渐开线曲线的涡旋壁状,并从静侧端板31的前表面(在该示例中为下表面)突出来。外周壁部33形成为包围静侧涡卷32的外周侧,并且从静侧端板31的前表面突出来。静侧涡卷32的前端面(在该示例中为下端面)与外周壁部33的前端面大致齐平。
51.在静涡旋盘30的外周壁部33上形成有吸入口(未图示)。吸入口与吸入管11的下游端相连。在静涡旋盘30的静侧端板31的中央部形成有沿厚度方向贯穿静侧端板31的喷出口34。
52.动涡旋盘40具有动侧端板41、动侧涡卷42以及凸缘部43。
53.动侧端板41形成为近似圆形的板状。动侧涡卷42形成为绘制出渐开线曲线的涡旋壁状,并从动侧端板41的前表面(在该示例中为上表面)突出来。凸缘部43形成为圆筒状,并布置在动侧端板41的背面(在该示例中为下表面)的中央部。动涡旋盘40的动侧涡卷42与静涡旋盘30的静侧涡卷32啮合。
54.根据上述结构,在静涡旋盘30和动涡旋盘40之间形成有压缩室s20。压缩室s20是用于压缩流体的空间。压缩室s20构成为:压缩从吸入管11通过吸入口吸入的流体,并通过喷出口34喷出压缩后的流体。
55.压缩机构20构成为:伴随其动作(动涡旋盘40相对于静涡旋盘30进行偏心旋转的动作),在压缩室s20中产生压缩载荷,并且在驱动轴60的主轴部61产生轴承载荷。压缩载荷和轴承载荷的相位在旋转方向上彼此错开。通常,压缩载荷小于轴承载荷,两者的相位彼此错开大约180
°
。压缩载荷是第一载荷的一个示例,轴承载荷是第二载荷的一个示例。
56.如图2所示,沿机壳10的轴向排列设置的两个焊接部23(凹部24)的中间点m2比产生压缩载荷的位置和产生轴承载荷的位置之间的中间点m1更靠近产生轴承载荷的位置。更具体而言,上侧的焊接部23位于压缩载荷和轴承载荷的反比内分点的上侧,下侧的焊接部23位于该反比内分点的下侧。此处,在压缩载荷与轴承载荷的大小之比为a:b的情况下,设该反比内分点与压缩室s20的轴向中心之间的轴向距离为d1,且设该反比内分点与主轴部61的轴向中心之间的轴向距离为d2,则d1
×
a=d2
×
b的关系成立。
57.-第一实施方式的效果-
58.本实施方式的压缩机1包括筒状的机壳10、以及收纳于所述机壳10内的压缩机构20,所述压缩机构20具有机架21,该机架21包括压接在所述机壳10上的压接部22、以及焊接在所述机壳10上的焊接部23,所述压接部22的至少一部分和所述焊接部23的至少一部分在所述机壳10的周向上并列布置。因此,压接部22的至少一部分和焊接部23的至少一部分在机壳10的周向上并列布置。由此,与压接部22和焊接部23在机壳10的轴向上并列布置的情况相比,能够使机架21在该轴向上实现小型化,进而能够使压缩机1实现小型化。
59.本实施方式的压缩机1包括使所述焊接部23和所述机壳10的内部空间连通的第一
间隙26及第二间隙27。因此,焊接部23与机壳10的内部空间通过第一间隙26及第二间隙27连通。由此,在将机架21焊接到机壳10上时,焊接气体经由第一间隙26及第二间隙27逃逸到机壳10的内部空间,从而能够抑制产生焊接不良。
60.在本实施方式的压缩机1中,所述焊接部23由形成在所述机架21上的凹部24构成,连通路26~29由形成在所述机壳10和所述机架21之间并使所述凹部24和所述机壳10的内部空间连通的第一间隙26及第二间隙27构成。因此,能够以凹部24以及第一间隙26和第二间隙27这样简单的结构来抑制产生焊接不良。
61.在本实施方式的压缩机1中,在所述机壳10的周向上设置有多个所述焊接部23。因此,能够进一步承受伴随流体压缩而产生的负荷。
62.在本实施方式的压缩机1中,在所述机壳10的轴向上设置有多个所述焊接部23。因此,能够进一步承受伴随流体压缩而产生的负荷。
63.在本实施方式的压缩机1中,所述压缩机构20构成为:伴随着该压缩机构20的动作,在所述轴向上相互分离开的位置处产生压缩载荷和比该压缩载荷大的轴承载荷,多个所述焊接部23包括:在所述轴向上,比产生所述压缩载荷的位置和产生所述轴承载荷的位置之间的中间点m1更靠近产生所述轴承载荷的位置处具有中间点m2的两个所述焊接部23。在该构成方式下,由于压缩载荷及轴承载荷,而在比产生两载荷的位置的中间点m1更靠近产生轴承载荷的位置处产生力矩。该力矩能够由这两个焊接部23适当地支承住。
64.(第二实施方式)
65.下面说明第二实施方式。本实施方式的压缩机1的连通路的结构与上述第一实施方式不同。下面,主要对与上述第一实施方式的不同点进行说明。
66.如图5及图6所示,本实施方式的连通路分别由形成在机架21上的第一连通槽28及第二连通槽29构成。
67.第一连通槽28以上下延伸的方式形成在机架21及静涡旋盘30的外周面上,并使上侧的焊接部23(凹部24)与第一空间s1连通。第二连通槽29以上下延伸的方式形成在机架21的外周面上,并使下侧的焊接部23(凹部24)与第二空间s2连通。第一连通槽28及第二连通槽29分别构成连通路。
68.第一连通槽28及第二连通槽29分别优选对应在机壳10的周向上并列布置的多个(在该示例中为四个)焊接部23中的每一个焊接部23而设。需要说明的是,第一连通槽28及第二连通槽29的形状及布置只要使各焊接部23和机壳10的内部空间相互连通起来即可,可以任意地设计。
69.-第二实施方式的效果-
70.本实施方式也能够获得与上述第一实施方式相同的效果。
71.在本实施方式的压缩机1中,上述焊接部23由形成在上述机架21上的凹部24构成,连通路26~29由形成在上述机架21上并使上述凹部24与上述机壳10的内部空间连通的第一连通槽28及第二连通槽29构成。因此,在将机架21焊接到机壳10上时,焊接气体经由第一连通槽28及第二连通槽29从凹部24向机壳10的内部空间逃逸。这样一来,能够以凹部24以及第一连通槽28和第二连通槽29如此简单的结构来抑制产生焊接不良。
72.(其它实施方式)
73.上述实施方式也可以采用下述结构。
74.例如,可以在机壳10的轴向上设置多个焊接部23。此处,在设置有三个以上的焊接部23的情况下,优选在该三个以上的焊接部23中包含下述两个焊接部23,这两个焊接部23的中间点m2位于比产生压缩载荷的位置与产生轴承载荷的位置之间的中间点m1更靠近产生轴承载荷的位置处。
75.例如,可以在机壳10的周向上设置多个焊接部23。
76.以上说明了实施方式和变形例,但可知在不脱离权利要求书的主旨以及范围的情况下能够对方案及具体情况进行各种改变。只要不影响本公开的对象的功能,还可以对上述实施方式和变形例适当地进行组合和替换。
77.-产业实用性-
78.综上所述,本公开对压缩机很有用。
79.-符号说明-
[0080]1ꢀꢀ
压缩机
[0081]
10 机壳
[0082]
20 压缩机构
[0083]
21 机架
[0084]
22 压接部
[0085]
23 焊接部
[0086]
24 凹部
[0087]
26 第一间隙(连通间隙、连通路)
[0088]
27 第二间隙(连通间隙、连通路)
[0089]
28 第一连通槽(连通路)
[0090]
29 第二连通槽(连通路)
[0091]
m1 中间点
[0092]
m2 中间点
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。