1.本发明涉及枕头的技术领域,特别是涉及一种柔性按摩枕头。
背景技术:
2.众所周知,按摩枕头是一种用于对人体头部进行按摩的辅助装置,其在枕头的领域中得到了广泛的使用;现有的柔性按摩枕头包括枕套,枕套的内部设置有柔软材料;现有的柔性按摩枕头使用时,首先将枕头放置于工作面上,之后将人的头部压于枕套的顶端即可;现有的枕头使用中发现,现在很多的都市工作人员,压力较大,导致较容易失眠,导致枕头的安眠效果较差;而且按摩件使用寿命短。
技术实现要素:
3.为解决上述技术问题,本发明提供一种使用寿命长的、能通过打开第一电机和第二电机,使第一主轴和第二主轴带动第一连接轴和第二连接轴转动,通过多组第一按摩球和多组第二按摩球的转动挤压多组永磁块,使多组永磁块对人体的头部穴位进行按摩,从而达到使人体放松的目的。
4.本发明的柔性按摩枕头,包括枕套,还包括软垫、多组永磁块、隔板、第一电机、第二电机、第一固定板、第二固定板、第三固定板、第四固定板、第一主轴、第二主轴、第一连接轴、第二连接轴、多组第一按摩球和多组第二按摩球,多组永磁块的底端均通过软垫与枕套的顶端相连接,隔板的侧端与枕套内的侧壁固定连接,第一电机和第二电机分别通过第一固定板、第二固定板、第三固定板和第四固定板分别与隔板的底端固定连接,并且第一电机和第二电机的顶端均设置有输出端,第一主轴和第二主轴的底端均贯穿隔板分别与第一电机和第二电机的输出端相连接,第一连接轴和第二连接轴的底端分别与第一主轴和第二主轴的顶端相连接,多组第一按摩球和多组第二按摩球的中部分别与第一连接轴和第二连接轴的表面转动连接;
5.所述永磁块为柔性粘结钕铁硼-镍锌铁氧体复合磁体且表面涂敷有高耐蚀涂层,所述永磁块(3)制备方法包括以下步骤:
6.1)粒度重组:采用不同目数大小的筛子对快淬钕铁硼磁粉的进行选粒,将不同粒度的快淬钕铁硼磁粉粒分开,按以下质量百分比配料:粒度≤200目的快淬钕铁硼磁粉为5~25wt%,100≤粒度<200目的快淬钕铁硼磁粉为25~35wt%,70≤粒度<100目的快淬钕铁硼磁粉为40~65wt%;各粒度的快淬钕铁硼磁粉的质量百分比之和为100%,将各粒度的快淬钕铁硼磁粉混合,得到粒度重组的快淬钕铁硼磁粉;
7.2)柔性粘结钕铁硼-镍锌铁氧体复合磁体:将质量百分比为80~90wt%的步骤1)所述的粒度重组的快淬钕铁硼磁粉、8~10wt%镍锌铁氧体粉及1~10wt%环氧树脂放入密炼机进行密炼,将密炼之后的物料破碎成直径为0.5~3mm的颗粒状;接着将所述颗粒状物料在80~100℃下挤出成型,得到柔性粘结钕铁硼-镍锌铁氧体复合磁体;3)将纳米zno颗粒进行造粒处理,得到zno纳米涂层颗粒;将柔性粘结钕铁硼-镍锌铁氧体复合磁体的表面进
行预热;接着将zno纳米涂层颗粒采用等离子喷涂方式在预热后的柔性粘结钕铁硼-镍锌铁氧体复合磁体的表面喷涂,得到zno纳米结构涂层,即高耐蚀涂层。
8.本发明中若快淬钕铁硼磁粉粒的目数过大,得到的柔性粘结钕铁硼-镍锌铁氧体复合磁体的空隙率过大,孔径还比较大,很容易让水、溶剂及腐蚀性物质渗透而被腐蚀,从而导致粘结钕铁硼磁体膨胀、生锈、粉化或者失去磁性等问题;若快淬钕铁硼磁粉粒的目数过小,快淬钕铁硼磁粉粒更容易发生团聚,降低了得到的柔性粘结钕铁硼-镍锌铁氧体复合磁体的磁性能。
9.同时,由于快淬钕铁硼磁粉粒及环氧树脂粘结剂得到的柔性粘结钕铁硼磁体具有以下两大技术难点:1)柔性粘结钕铁硼磁体的机械性能差;2)柔性粘结钕铁硼磁体的磁性差。
10.故,本发明通过选择镍锌铁氧体、快淬钕铁硼磁粉粒及环氧树脂,并经过大量的实验研究,优化镍锌铁氧体、快淬钕铁硼磁粉粒及环氧树脂粘结剂的质量百分比,得到能够兼顾机械性能和磁性的柔性粘结钕铁硼-镍锌铁氧体复合磁体。
11.本发明中,若步骤2)中的快淬钕铁硼磁粉和镍锌铁氧体的质量百分比过大,即环氧树脂粘结剂的质量百分比降低,导致镍锌铁氧体、快淬钕铁硼磁粉粒及环氧树脂粘结剂之间的结合强度不高,磁粉容易从磁体表面脱落。若步骤2)中的快淬钕铁硼磁粉和氧树脂粘结剂的质量百分比过大,得到柔性粘结钕铁硼-镍锌铁氧体复合磁体的机械性能较低。若步骤2)中的快淬钕铁硼磁粉和镍锌铁氧体的质量百分比过小,即环氧树脂粘结剂的质量百分比过高,得到柔性粘结钕铁硼-镍锌铁氧体复合磁体的机械性能较低显著降低。若步骤2)中的快淬钕铁硼磁粉和环氧树脂粘结剂的质量百分比过小,导致镍锌铁氧体、快淬钕铁硼磁粉粒及环氧树脂粘结剂之间的结合强度不高,磁粉容易从磁体表面脱落。故本发明中选用粒度重组的快淬钕铁硼磁粉、及具有优化的质量百分比的快淬钕铁硼磁粉,镍锌铁氧体及环氧树脂粘结剂,两者协同作用,得到具有优异磁性和机械性能的柔性粘结钕铁硼-镍锌铁氧体复合磁体。
12.本发明采用等离子喷涂的方式在柔性粘结钕铁硼-镍锌铁氧体复合磁体的表面制备出ni2o3纳米结构涂层可以在保证柔性粘结钕铁硼-镍锌铁氧体复合磁体具有良好的磁性和机械性能的同时,具有良好的耐高温和耐蚀性,可以为柔性粘结钕铁硼-镍锌铁氧体复合磁体提供更长久的腐蚀防护作用。
13.本发明采用特定材料制备的永磁块,材料的柔韧性好,强度高,不容易断裂,使用寿命长。
14.作为一种实施方式,步骤2)所述环氧树脂为苯酚甲醛型环氧树脂、间苯二酚型环氧树脂、双份a型环氧树脂及邻用酚甲醛型多环氧树脂中至少一种。
15.作为一种实施方式,步骤2)所述密炼机内的压力为1~1.5mpa,所述密炼机内温度为150~200℃。
16.作为一种实施方式,步骤2)所述密炼机密炼的时间为25~35分钟。
17.本发明优选的密炼机内的压力、温度和时间能够保证得到柔性粘结钕铁硼-镍锌铁氧体复合磁体具有良好的磁性和机械性能。
18.作为一种实施方式,步骤3)所述纳米zno颗粒的粒径为30~50nm。
19.作为一种实施方式,步骤3)所述造粒处理为喷雾干燥法;所述zno纳米涂层颗粒的
粒径为20~30μm。本发明中,优选涂层颗粒采用喷雾干燥法造粒制成,干燥过程非常迅速,可直接干造成粉末,制备出的颗粒流动性好,非常适于等离子体喷涂,同时,干燥条件易于调控,操作简单,极大提高了生产效率。并且本发明中优选所述zno纳米涂层颗粒的粒径为20~30μm。这是由于在这个粒径范围内涂层颗粒的流动性是最好的,对后续等离子喷涂非常有利,并且粒径太小易发生团聚现象,而粒径太大制得的纳米结构涂层孔隙率高。本发明优选的zno纳米涂层颗粒的粒径能更好的保证得到的纳米zno颗粒具有更好的高耐蚀性。
20.作为一种实施方式,步骤3)所述预热为将柔性粘结钕铁硼-镍锌铁氧体复合磁体进行加热,使柔性粘结钕铁硼-镍锌铁氧体复合磁体表面温度达到150~200℃。
21.作为一种实施方式,步骤3)所述等离子喷涂的工艺参数为:喷涂的距离为100~200mm,喷涂的角度为20~90
°
,氩气压力为0.7~0.8mpa,电压为50~90v,电流为400~600a,送粉速度为40~80g/min。
22.作为一种实施方式,步骤3)所述等离子喷涂的速度为60~65cm/s。
23.本发明的柔性按摩枕头,枕套的后端设置有电源线和插头。
24.本发明的柔性按摩枕头,还包括香料包,香料包的顶端与枕套内的顶端相连接,香料包的底端与隔板的顶端相连接。
25.本发明的柔性按摩枕头,还包括密封板和多组螺丝,密封板的顶端通过多组螺丝与枕套的底端固定连接。
26.本发明的柔性按摩枕头,还包括蓄电池、第一连接线和第二连接线,蓄电池的底端与枕套内的底端相连接,并且蓄电池的侧端分别通过第一连接线和第二连接线分别与第一电机和第二电机的侧端相连接。
27.本发明的柔性按摩枕头,还包括控制面板和第三连接线,控制面板的顶端设置有多组控制按键,控制面板的后端通过第三连接线伸入至枕套的内部,分别与枕套内部的第一电机和第二电机相连接。
28.本发明的柔性按摩枕头,还包括睡眠监测仪和传感带,睡眠监测仪的底端与枕套的顶端前部相连接,睡眠监测仪的底端通过第三连接线与控制面板相连接,并且睡眠监测仪的侧端设置有两组传感带。
29.本发明的柔性按摩枕头,还包括吊绳,吊绳的前端与枕套的后端相连接。
30.本发明的柔性按摩枕头,还包括液晶显示屏,液晶显示屏的底端与控制面板的顶端相连接。
31.与现有技术相比本发明的有益效果为:打开第一电机和第二电机,使第一主轴和第二主轴带动第一连接轴和第二连接轴转动,通过多组第一按摩球和多组第二按摩球的转动挤压多组永磁块,使多组永磁块对人体的头部穴位进行按摩,从而达到是人体放松的目的,并且多组第一按摩球和多组第二按摩球会根据枕头对人体的按摩时长逐渐降低转速,使人体进入睡眠状态,再通过多组永磁块散发的磁场对人体作用,增加人体的睡眠质量和精神状态,提高枕头的安眠效果。
附图说明
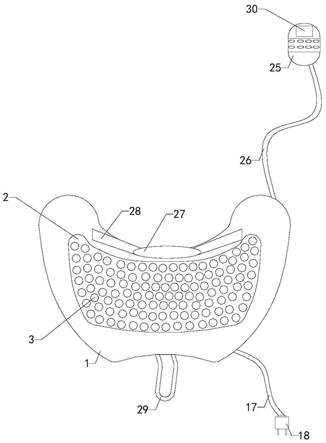
32.图1是本发明的俯视结构示意图;
33.图2是本发明的仰视结构示意图;
34.图3是本发明的正视剖面结构示意图;
35.图4是本发明仰视局部放大结构示意图;
36.附图中标记:1、枕套;2、软垫;3、永磁块;4、隔板;5、第一电机;6、第二电机;7、第一固定板;8、第二固定板;9、第三固定板;10、第四固定板;11、第一主轴;12、第二主轴;13、第一连接轴;14、第二连接轴;15、第一按摩球;16、第二按摩球;17、电源线;18、插头;19、香料包;20、密封板;21、螺丝;22、蓄电池;23、第一连接线;24、第二连接线;25、、控制面板;26、第三连接线;27、睡眠监测仪;28、传感带;29、吊绳;30、液晶显示屏。
具体实施方式
37.下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
38.如图1至图4所示,本发明的柔性按摩枕头,包括枕套1,枕套1的内部设置有柔软材料;还包括软垫2、多组永磁块3、隔板4、第一电机5、第二电机6、第一固定板7、第二固定板8、第三固定板9、第四固定板10、第一主轴11、第二主轴12、第一连接轴13、第二连接轴14、多组第一按摩球15和多组第二按摩球16,多组永磁块3的底端均通过软垫2与枕套1的顶端相连接,隔板4的侧端与枕套1内的侧壁固定连接,第一电机5和第二电机6分别通过第一固定板7、第二固定板8、第三固定板9和第四固定板10分别与隔板4的底端固定连接,并且第一电机5和第二电机6的顶端均设置有输出端,第一主轴11和第二主轴12的底端均贯穿隔板4分别与第一电机5和第二电机6的输出端相连接,第一连接轴13和第二连接轴14的底端分别与第一主轴11和第二主轴12的顶端相连接,多组第一按摩球15和多组第二按摩球16的中部分别与第一连接轴13和第二连接轴14的表面转动连接,并且枕套1的后端设置有电源线17和插头18;打开第一电机5和第二电机6,使第一主轴11和第二主轴12带动第一连接轴13和第二连接轴14转动,通过多组第一按摩球15和多组第二按摩球16的转动挤压多组永磁块3,使多组永磁块3对人体的头部穴位进行按摩,永磁块3为柔性粘结钕铁硼-镍锌铁氧体复合磁体且表面涂敷有高耐蚀涂层,永磁块3制备方法见后述各实施例。
39.本发明的柔性按摩枕头,还包括香料包19,香料包19的顶端与枕套1内的顶端相连接,香料包19的底端与隔板4的顶端相连接;通过香料包19发出的香味,使人的精神放松,提高枕头的实用性。
40.本发明的柔性按摩枕头,还包括密封板20和多组螺丝21,密封板20的顶端通过多组螺丝21与枕套1的底端固定连接;通过设置密封板20和多组螺丝21,便于对枕套1进行拆卸,提高对枕套1内部维修的便捷性。
41.本发明的柔性按摩枕头,还包括蓄电池22、第一连接线23和第二连接线24,蓄电池22的底端与枕套1内的底端相连接,并且蓄电池22的侧端分别通过第一连接线23和第二连接线24分别与第一电机5和第二电机6的侧端相连接;通过设置蓄电池22,使枕头在没有电源的情况下,依旧可以运行,提高枕头的实用性。
42.本发明的柔性按摩枕头,还包括控制面板25和第三连接线26,控制面板25的顶端设置有多组控制按键,控制面板25的后端通过第三连接线26伸入至枕套1的内部,分别与枕套1内部的第一电机5和第二电机6相连接;通过设置控制面板25,使第一电机5和第二电机6得到集中控制和调节,并且操作人员可根据自身的睡眠情况调节第一电机5和第二电机6,
使第一电机5和第二电机6的转速降低或升高,从而达到按摩程度的升高或降低,提高对枕头调节的便捷性。
43.本发明的柔性按摩枕头,还包括睡眠监测仪27和传感带28,睡眠监测仪27的底端与枕套1的顶端前部相连接,睡眠监测仪27的底端通过第三连接线26与控制面板25相连接,并且睡眠监测仪27的侧端设置有两组传感带28;通过设置睡眠监测仪27,使人体的头部躺于枕头的顶端时,通过睡眠监测仪27对人体的几率、呼吸率和体动率等数据进行监测,提高操作人员对自身睡眠情况观察的便捷性。
44.本发明的柔性按摩枕头,还包括吊绳29,吊绳29的前端与枕套1的后端相连接;通过设置吊绳29,便于将枕头挂于墙壁上,提高枕头摆放的便捷性。
45.本发明的柔性按摩枕头,还包括液晶显示屏30,液晶显示屏30的底端与控制面板25的顶端相连接;通过设置液晶显示屏30,使控制面板25对枕头的控制信息和睡眠监测仪27对人体的监测信息,以文字的形式显示至睡眠监测仪27的顶端,提高控制面板25的实用性。
46.本发明的柔性按摩枕头,其在工作时,首先将枕头放置于工作面上,之后将人的头部压于枕套1的顶端,之后通过控制面板25打开并根据自身的睡眠状况调节第一电机5和第二电机6的转速,使第一主轴11和第二主轴12带动第一连接轴13和第二连接轴14转动,通过多组第一按摩球15和多组第二按摩球16的转动挤压多组永磁块3,使多组永磁块3对人体的头部穴位进行按摩,从而达到是人体放松的目的,再通过多组永磁块3散发的磁场长时间对人体作用,增加人体的睡眠质量和精神状态,然后通过睡眠监测仪27对人体的几率、呼吸率和体动率等数据进行监测,之后通过液晶显示屏30,使控制面板25对枕头的控制信息和睡眠监测仪27对人体的监测信息,以文字的形式显示至睡眠监测仪27的顶端即可。
47.永磁块不同的制备方法见以下实施例和对比例。
48.实施例1:
49.1)粒度重组:采用不同目数大小的筛子对快淬钕铁硼磁粉的进行选粒,将不同粒度的快淬钕铁硼磁粉粒分开,按以下质量百分比配料:粒度≤200目的快淬钕铁硼磁粉为5wt%,100≤粒度<200目的快淬钕铁硼磁粉为35wt%,70≤粒度<100目的快淬钕铁硼磁粉为60wt%;各粒度的快淬钕铁硼磁粉的质量百分比之和为100%,将各粒度的快淬钕铁硼磁粉混合,得到粒度重组的快淬钕铁硼磁粉;
50.2)柔性粘结钕铁硼-镍锌铁氧体复合磁体:将质量百分比为90wt%的步骤1)所述的粒度重组的快淬钕铁硼磁粉、8wt%镍锌铁氧体粉及2wt%苯酚甲醛型环氧树脂放入密炼机进行密炼,所述密炼机内的压力为1mpa,所述密炼机内温度为150℃,所述密炼机密炼的时间为25分钟。将密炼之后的物料破碎成直径为0.5mm的颗粒状;接着将所述颗粒状物料在80℃下挤出成型,得到柔性粘结钕铁硼-镍锌铁氧体复合磁体;
51.3)将纳米zno颗粒进行造粒处理,得到zno纳米涂层颗粒;将柔性粘结钕铁硼-镍锌铁氧体复合磁体的表面进行加热到温度达到150℃;接着将zno纳米涂层颗粒采用等离子喷涂方式在预热后的柔性粘结钕铁硼-镍锌铁氧体复合磁体的表面喷涂,得到zno纳米结构涂层,即高耐蚀涂层。所述等离子喷涂的工艺参数为:喷涂的距离为100mm,喷涂的角度为20o,氩气压力为0.7mpa,电压为50v,电流为400a,送粉速度为40g/min,喷涂的速度为60cm/s。
52.本发明所述具有高耐蚀涂层的柔性粘结钕铁硼-镍锌铁氧体复合磁体的机械性能
测试见表1,磁性能测试结果见表1,中性盐雾试验和结合力测试结果请见表2。。
53.实施例2:
54.1)粒度重组:采用不同目数大小的筛子对快淬钕铁硼磁粉的进行选粒,将不同粒度的快淬钕铁硼磁粉粒分开,按以下质量百分比配料:粒度≤200目的快淬钕铁硼磁粉为10wt%,100≤粒度<200目的快淬钕铁硼磁粉为35wt%,70≤粒度<100目的快淬钕铁硼磁粉为55wt%;各粒度的快淬钕铁硼磁粉的质量百分比之和为100%,将各粒度的快淬钕铁硼磁粉混合,得到粒度重组的快淬钕铁硼磁粉;
55.2)柔性粘结钕铁硼-镍锌铁氧体复合磁体:将质量百分比为80wt%的步骤1)所述的粒度重组的快淬钕铁硼磁粉、10wt%镍锌铁氧体粉及10wt%双份a型环氧树脂放入密炼机进行密炼,所述密炼机内的压力为1mpa,所述密炼机内温度为150℃,所述密炼机密炼的时间为25分钟。将密炼之后的物料破碎成直径为0.5mm的颗粒状;接着将所述颗粒状物料在80℃下挤出成型,得到柔性粘结钕铁硼-镍锌铁氧体复合磁体;
56.3)将粒径为30nm的纳米zno颗粒进行喷雾干燥处理,得到粒径为20μm的zno纳米涂层颗粒;将柔性粘结钕铁硼-镍锌铁氧体复合磁体的表面进行加热到温度达到150℃;接着将zno纳米涂层颗粒采用等离子喷涂方式在预热后的柔性粘结钕铁硼-镍锌铁氧体复合磁体的表面喷涂,得到zno纳米结构涂层,即高耐蚀涂层。所述等离子喷涂的工艺参数为:喷涂的距离为200mm,喷涂的角度为90o,氩气压力为0.8mpa,电压为90v,电流为600a,送粉速度为80g/min,喷涂的速度为65cm/s。本发明所述具有高耐蚀涂层的柔性粘结钕铁硼-镍锌铁氧体复合磁体的机械性能测试见表1,磁性能测试结果见表1,中性盐雾试验和结合力测试结果请见表2。
57.实施例3
58.1)粒度重组:采用不同目数大小的筛子对快淬钕铁硼磁粉的进行选粒,将不同粒度的快淬钕铁硼磁粉粒分开,按以下质量百分比配料:粒度≤200目的快淬钕铁硼磁粉为15wt%,100≤粒度<200目的快淬钕铁硼磁粉为20wt%,70≤粒度<100目的快淬钕铁硼磁粉为65wt%;各粒度的快淬钕铁硼磁粉的质量百分比之和为100%,将各粒度的快淬钕铁硼磁粉混合,得到粒度重组的快淬钕铁硼磁粉;
59.2)柔性粘结钕铁硼-镍锌铁氧体复合磁体:将质量百分比为85wt%的步骤1)所述的粒度重组的快淬钕铁硼磁粉、8wt%镍锌铁氧体粉及7wt%间苯二酚型环氧树脂放入密炼机进行密炼,所述密炼机内的压力为1.5mpa,所述密炼机内温度为180℃,所述密炼机密炼的时间为30分钟。将密炼之后的物料破碎成直径为3mm的颗粒状;接着将所述颗粒状物料在100℃下挤出成型,得到柔性粘结钕铁硼-镍锌铁氧体复合磁体;
60.3)将粒径为40nm的纳米zno颗粒进行喷雾干燥处理,得到粒径为25μm的zno纳米涂层颗粒;将柔性粘结钕铁硼-镍锌铁氧体复合磁体的表面进行加热到温度达到180℃;接着将zno纳米涂层颗粒采用等离子喷涂方式在预热后的柔性粘结钕铁硼-镍锌铁氧体复合磁体的表面喷涂,得到zno纳米结构涂层,即高耐蚀涂层。所述等离子喷涂的工艺参数为:喷涂的距离为150mm,喷涂的角度为60o,氩气压力为0.7mpa,电压为70v,电流为500a,送粉速度为60g/min,喷涂的速度为60cm/s。本发明所述具有高耐蚀涂层的柔性粘结钕铁硼-镍锌铁氧体复合磁体的机械性能测试见表1,磁性能测试结果见表1,中性盐雾试验和结合力测试结果请见表2。
61.对比例1:
62.1)柔性粘结钕铁硼-镍锌铁氧体复合磁体:将质量百分比为85wt%的未选粒市售的快淬钕铁硼磁粉、8wt%镍锌铁氧体粉及7wt%间苯二酚型环氧树脂放入密炼机进行密炼,所述密炼机内的压力为1.5mpa,所述密炼机内温度为180℃,所述密炼机密炼的时间为30分钟。将密炼之后的物料破碎成直径为3mm的颗粒状;接着将所述颗粒状物料在100℃下挤出成型,得到柔性粘结钕铁硼-镍锌铁氧体复合磁体;
63.2)将粒径为40nm的纳米zno颗粒进行喷雾干燥处理,得到粒径为25μm的zno纳米涂层颗粒;将柔性粘结钕铁硼-镍锌铁氧体复合磁体的表面进行加热到温度达到180℃;接着将zno纳米涂层颗粒采用等离子喷涂方式在预热后的柔性粘结钕铁硼-镍锌铁氧体复合磁体的表面喷涂,得到zno纳米结构涂层,即高耐蚀涂层。所述等离子喷涂的工艺参数为:喷涂的距离为150mm,喷涂的角度为60o,氩气压力为0.7mpa,电压为70v,电流为500a,送粉速度为60g/min,喷涂的速度为60cm/s。本发明所述具有高耐蚀涂层的柔性粘结钕铁硼-镍锌铁氧体复合磁体的机械性能测试见表1,磁性能测试结果见表1,中性盐雾试验和结合力测试结果请见表2。
64.对比例2:
65.1)粒度重组:采用不同目数大小的筛子对快淬钕铁硼磁粉的进行选粒,将不同粒度的快淬钕铁硼磁粉粒分开,按以下质量百分比配料:粒度≤200目的快淬钕铁硼磁粉为15wt%,100≤粒度<200目的快淬钕铁硼磁粉为20wt%,70≤粒度<100目的快淬钕铁硼磁粉为65wt%;各粒度的快淬钕铁硼磁粉的质量百分比之和为100%,将各粒度的快淬钕铁硼磁粉混合,得到粒度重组的快淬钕铁硼磁粉;
66.2)柔性粘结钕铁硼磁体:将质量百分比为85wt%的步骤1)所述的粒度重组的快淬钕铁硼磁粉及7wt%间苯二酚型环氧树脂放入密炼机进行密炼,所述密炼机内的压力为1.5mpa,所述密炼机内温度为180℃,所述密炼机密炼的时间为30分钟。将密炼之后的物料破碎成直径为3mm的颗粒状;接着将所述颗粒状物料在100℃下挤出成型,得到柔性粘结钕铁硼磁体;
67.3)将粒径为40nm的纳米zno颗粒进行喷雾干燥处理,得到粒径为25μm的zno纳米涂层颗粒;将柔性粘结钕铁硼磁体的表面进行加热到温度达到180℃;接着将zno纳米涂层颗粒采用等离子喷涂方式在预热后的柔性粘结钕铁硼磁体的表面喷涂,得到zno纳米结构涂层,即高耐蚀涂层。所述等离子喷涂的工艺参数为:喷涂的距离为150mm,喷涂的角度为60o,氩气压力为0.7mpa,电压为70v,电流为500a,送粉速度为60g/min,喷涂的速度为60cm/s。本发明所述具有高耐蚀涂层的柔性粘结钕铁硼磁体的极限强度见表1,磁性能测试结果见表1,中性盐雾试验和结合力测试结果请见表2。
68.对比例3:
69.1)粒度重组:采用不同目数大小的筛子对快淬钕铁硼磁粉的进行选粒,将不同粒度的快淬钕铁硼磁粉粒分开,按以下质量百分比配料:粒度≤200目的快淬钕铁硼磁粉为15wt%,100≤粒度<200目的快淬钕铁硼磁粉为20wt%,70≤粒度<100目的快淬钕铁硼磁粉为65wt%;各粒度的快淬钕铁硼磁粉的质量百分比之和为100%,将各粒度的快淬钕铁硼磁粉混合,得到粒度重组的快淬钕铁硼磁粉;
70.2)柔性粘结钕铁硼-镍锌铁氧体复合磁体:将质量百分比为85wt%的步骤1)所述
的粒度重组的快淬钕铁硼磁粉、8wt%镍锌铁氧体粉及7wt%间苯二酚型环氧树脂放入密炼机进行密炼,所述密炼机内的压力为1.5mpa,所述密炼机内温度为180℃,所述密炼机密炼的时间为30分钟。将密炼之后的物料破碎成直径为3mm的颗粒状;接着将所述颗粒状物料在100℃下挤出成型,得到柔性粘结钕铁硼-镍锌铁氧体复合磁体。
71.本发明所述柔性粘结钕铁硼-镍锌铁氧体复合磁体的机械强度见表1,磁性能测试结果见表1,中性盐雾试验和结合力测试结果请见表2。
72.表1:磁性能测试结果
[0073][0074][0075]
表2:中性盐雾试验和结合力测试结果
[0076]
实施例中性盐雾试验/h结合力/mpa实施例1144067.78实施例2139267.68实施例3156069.97对比例1120060.30对比例2108060.21对比例3840/
[0077]
实施例对比分析:
[0078]
从对比例1和实施例3中可知,当本发明中的快淬钕铁硼磁粉未进行粒度重组,而是选用市售的快淬钕铁硼磁粉,得到的具有高耐蚀涂层的柔性粘结钕铁硼-镍锌铁氧体复合磁体的磁性能显著降低,耐蚀性下降。
[0079]
从对比例2和实施例3可知:当本发明中得到为具有高耐蚀涂层的柔性粘结钕铁硼磁体时,即未将柔性粘结钕铁硼磁体和镍锌铁氧体复合,得到的具有高耐蚀涂层的柔性粘结钕铁硼磁体磁性能也显著下降,同时具有高耐蚀涂层的柔性粘结钕铁硼磁体的机械性能也明显低于具有高耐蚀涂层的柔性粘结钕铁硼-镍锌铁氧体复合磁体的机械性能。
[0080]
从对比例3和实施例3中可知:当本发明中得到的柔性粘结钕铁硼-镍锌铁氧体复合磁体的表面未喷涂zno纳米颗粒时,得到的柔性粘结钕铁硼-镍锌铁氧体复合磁体的磁性能显著下降。
[0081]
本发明通过粒度重组,柔性粘结钕铁硼-镍锌铁氧体复合及在柔性粘结钕铁硼-镍
锌铁氧体复合磁体表面喷涂zno纳米涂层的方法制备永磁块,能提供一种具有良好的磁性、机械性能和耐蚀性,制备工艺简单,易操作,生产成本低,适合工业生产。
[0082]
本发明通过不同按摩球和多组永磁块的共同作用,从而达到是人体放松的目的,并且多组第一按摩球15和多组第二按摩球16会根据枕头对人体的按摩时长逐渐降低转速,使人体进入睡眠状态,再通过多组永磁块3散发的磁场对人体作用,增加人体的睡眠质量和精神状态,提高枕头的安眠效果。
[0083]
本发明的柔性按摩枕头,其安装方式、连接方式或设置方式均为常见机械方式,只要能够达成其有益效果的均可进行实施;香料包19的内部设置有具有安眠效果的中药;本发明的柔性按摩枕头的第一电机5、第二电机6、控制面板25和睡眠监测仪27为市面上采购,本行业内技术人员只需按照其附带的使用说明书进行安装和操作即可。
[0084]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。