1.本实用新型涉及自动检测设备技术领域,具体涉及一种安全带锁扣转移上料机构。
背景技术:
2.随着汽车制造技术革新速度不断加快,对于汽车配件的生产工艺已经逐渐采用工业机器人替代人力加工、装配生产,对于汽车零配件的生产也已经采用流水线式的自动化生产,其中汽车安全带锁扣的检测工序中,对于安全带锁扣的锁孔尺寸有一定的精度要求,传统检测方式是人工抽检安全带锁扣,利用游标卡尺对锁扣的孔径或外观尺寸进行测量,而现有采用的检测技术手段是通过ccd工业相机对每个待检部位进行拍照检测,为了让检测工序相对集中,采用较多的拍照检测方式是设计转盘结构,由上料机构夹持待检测的安全带锁扣上料至转盘上,而针对安全带锁扣的夹持上料机构目前较少,需要特别设计一种自动夹持安全带锁扣的上料机构。
技术实现要素:
3.本实用新型目的:鉴于背景技术的技术要求,我们设计一种安全带锁扣转移上料机构,能够针对需要检测的安全带锁扣进行高效转移上料,由ccd工业相机实施自动拍照检测,其中还设计有不良品移除组件,且实现夹持安全带锁扣的翻转和旋转动作采用的结构占用空间极小,自动化程度高,实用方便。
4.为解决上述问题采取的技术方案是:
5.一种安全带锁扣转移上料机构,包括固定在工作台上的进料滑轨、自动转移组件以及将安全带锁扣抓取后实施翻转、旋转动作的上料组件。
6.所述安全带锁扣通过进料滑台进料,所述自动转移组件包括x轴滑移电缸和y轴滑移电缸,所述y轴滑移电缸的滑块上固连有x轴滑移电缸,所述x轴滑移电缸的滑块上固定有上料组件,
7.所述上料组件包括升降气缸、升降板、旋转模块、翻转模块以及夹持气缸,所述升降气缸固定在x轴滑移电缸的滑块,升降板与x轴滑移电缸的滑块之间设置有滑块滑轨组件,在升降气缸带动下升降板上下升降动作,
8.所述旋转模块固定在升降板上,包括旋转气缸、旋转臂、限位缓冲阀、导杆导套组件、定位座以及装夹座,所述旋转气缸的旋转杆与导杆上端固连,导杆上端外侧设置有键,键与旋转臂中部设有的键槽配合后,导杆带动旋转臂旋转,所述导杆与导套配合,导套固定在定位座上,定位座固定在升降板上,所述装夹座设置在定位座下方,并与翻转模块固连,
9.所述翻转模块包括翻转气缸、翻转架、铰接轴以及限位销钉,所述翻转气缸的顶杆前端固连有铰接架,铰接架与翻转架设有的铰接孔配合,带动翻转架翻转90度,所述翻转架截面呈直角,内侧还设置有连接孔,连接孔与翻转气缸的缸体前端设有的连接孔通过铰接轴轴孔配合后形成铰链结构,所述翻转架前端面固连有夹持气缸,所述夹持气缸的两只夹
持杆上固连有夹爪。
10.进一步地,所述进料滑台一侧还设置有不良品移除组件,不良品移除组件包括伸缩气缸、固定在伸缩气缸的伸缩杆上的夹持气缸以及出料滑轨,所述夹持气缸的两只夹持杆上固连有夹爪。
11.进一步地,所述旋转臂两侧固连有限位缓冲阀。
12.进一步地,所述限位销钉对称设置在连接孔的两侧,包括竖直螺接在翻转气缸缸体上的两限位销钉和水平螺接在翻转气缸缸体上的两限位销钉。
13.本实用新型的有益效果是:
14.该安全带锁扣转移上料机构通过旋转模块、翻转模块协同配合动作,能够针对待检测的安全带锁扣进行高效转移上料,由转盘上的ccd工业相机实施自动拍照检测,其中还设计有不良品移除组件,且实现夹持安全带锁扣的翻转和旋转动作采用的结构占用空间极小,自动化程度高,实用方便。
附图说明
15.图1为本实施例进料滑轨、安全带锁扣转移上料机构以及转盘的结构示意图;
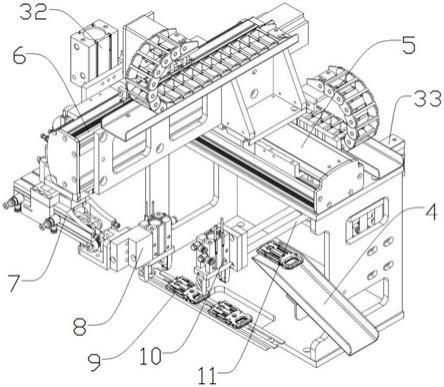
16.图2为本实施例安全带锁扣转移上料机构的立体图;
17.图3为本实施例所述上料组件的爆炸图;
18.图4为本实施例所述翻转模块的结构示意图;
19.图5为图4中a处的局部放大图;
20.其中,1
‑
进料滑轨,2
‑
上料机构,3
‑
转盘,4
‑
出料滑轨,5
‑
y轴滑移电缸,6
‑
x轴滑移电缸,7
‑
上料组件,8
‑
夹持气缸,9
‑
安全带锁扣,10
‑
不良品移除组件,11
‑
伸缩杆,12
‑
顶杆,13
‑
升降板,14
‑
导杆,15
‑
起始位置限位缓冲阀,16
‑
旋转气缸,17
‑
键槽,18
‑
终止位置限位缓冲阀,19
‑
旋转臂,20
‑
装夹座,21
‑
左侧装夹块,22
‑
导套,23
‑
定位座,24
‑
翻转气缸,25
‑
翻转架,26
‑
右侧夹持块,27
‑
铰接架,28
‑
铰接孔,29
‑
水平限位销钉,30
‑
铰接轴,31
‑
竖直限位销钉,32
‑
升降气缸,33
‑
伸缩气缸。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
22.请参阅图1
‑
5,本实施例提出一种安全带锁扣9转移上料机构2,包括固定在工作台上的进料滑轨1、自动转移组件以及将安全带锁扣9抓取后实施翻转、旋转动作的上料组件7。
23.具体地说,所述安全带锁扣9通过进料滑台进料,所述自动转移组件包括x轴滑移电缸6和y轴滑移电缸5,所述y轴滑移电缸5的滑块上固连有x轴滑移电缸6,所述x轴滑移电缸6的滑块上固定有上料组件7。
24.所述上料组件7包括升降气缸32、升降板13、旋转模块、翻转模块以及夹持气缸8,所述升降气缸32固定在x轴滑移电缸6的滑块,升降板13与x轴滑移电缸6的滑块之间设置有滑块滑轨组件,在升降气缸32带动下升降板13上下升降动作,所述旋转模块固定在升降板13上,包括旋转气缸16、旋转臂19、限位缓冲阀、导杆14导套22组件、定位座23以及装夹座
20,所述旋转气缸16的旋转杆与导杆14上端固连,导杆14上端外侧设置有键,键与旋转臂19中部设有的键槽17配合后,导杆14带动旋转臂19旋转,所述导杆14与导套22配合,导套22固定在定位座23上,定位座23固定在升降板13上,所述装夹座设置在定位座23下方,并与翻转模块固连,所述翻转模块包括翻转气缸24、翻转架 25、铰接轴30以及限位销钉,所述翻转气缸24的顶杆12前端固连有铰接架27,铰接架 27与翻转架25设有的铰接孔28配合,带动翻转架25翻转90度,所述翻转架截面呈直角,内侧还设置有连接孔,连接孔与翻转气缸24的缸体前端设有的连接孔通过铰接轴30轴孔配合后形成铰链结构,所述翻转架25前端面固连有夹持气缸8,所述夹持气缸8的两只夹持杆上固连有夹爪。
25.当夹爪抓取安全带锁扣9后翻转气缸24的顶杆12缩回,带动翻转架25翻转90度,致使安全带锁扣9由水平放置姿态翻转至竖直放置姿态,并在旋转气缸16带动下将其转移放置在后一工位的转盘3上。
26.进一步的实施方案是,所述进料滑台一侧还设置有不良品移除组件10,不良品移除组件10包括伸缩气缸33、固定在伸缩气缸33的伸缩杆11上的夹持气缸8以及出料滑轨4,所述夹持气缸8的两只夹持杆上固连有夹爪,用于将进料滑轨1上经过上一道工序检测出放置姿态不正确或初判定不良的安全带锁扣9抓取移除至出料滑轨4上方。
27.进一步的实施方案是,所述旋转臂19两侧固连有限位缓冲阀,包括起始位置限位缓冲阀15和终止位置限位缓冲阀18,用于控制旋转臂19仅能旋转180度。
28.进一步的实施方案是,所述限位销钉对称设置在连接孔的两侧,包括竖直螺接在翻转气缸24缸体上的两竖直限位销钉31和水平螺接在翻转气缸24缸体上的两水平限位销钉29。
29.上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于上述实施方式,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下做出各种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。