1.本发明涉及轨道车辆检测设备技术领域,尤其涉及一种检测装置。
背景技术:
2.车体钢结构的制造误差是车辆制造质量控制的重点之一,车体轮廓尺寸和平面度尺寸等钢结构质量指标不但影响车体外观,对车体钢结构的静态限界和动态限界都有较大的影响,目前车体钢结构轮廓尺寸的检查主要是通过样板比对或莱卡测量的方式进行:样板比对的方式测量精度低、受操作工人技能和工作状态影响大,测量结果不稳定;莱卡测量的方式测量精度高,但需要设置靶点,测量效率低,漏检可能性大。
技术实现要素:
3.本发明的一个主要目的在于克服上述现有技术的至少一种缺陷,提供一种精度较高、测量速度较快、测量结果稳定的检测装置。
4.为实现上述目的,本发明采用如下技术方案:
5.根据本发明的一个方面,提供一种检测装置,用以测量机车车体的外形轮廓尺寸及整车挠度,其中,所述检测装置包含支撑机构以及测量机构;所述支撑机构包含第一导轨及至少两个支撑横梁;所述第一导轨沿第一方向设置于地面或者基座;所述至少两个支撑横梁沿所述第一方向相间隔地设置于所述第一导轨,并能沿所述第一导轨移动,每个所述支撑横梁均设置有支撑柱;所述测量机构包含门式支架及多个激光测距传感器;所述门式支架具有顶梁和两根侧梁,并能沿所述第一方向移动,所述支撑机构支撑所述机车车体时,所述顶梁位于所述机车车体上方,所述两根侧梁分别位于所述机车车体两侧;所述多个激光测距传感器分别设置于所述顶梁的下表面和所述两根侧梁的相对内侧表面;其中,所述检测装置被配置为通过移动所述门式支架,利用所述激光测距传感器测量所述机车车体多个位置的表面的点坐标信息,并据此得到所述机车车体的外形轮廓尺寸及整车挠度。
6.根据本发明的其中一个实施方式,所述支撑横梁的下部设置有连接板,所述连接板通过第一连接件连接于所述第一导轨;其中,所述检测装置被配置为通过调节所述第一连接件,解锁或者锁定所述连接板与所述第一导轨之间的紧固关系,以使所述支撑横梁在解锁状态下能够沿所述第一导轨移动。
7.根据本发明的其中一个实施方式,所述第一导轨为t形导轨,所述第一连接件为t形螺栓。
8.根据本发明的其中一个实施方式,每个所述支撑横梁设置有两个所述支撑柱,所述两个支撑柱沿垂直于所述第一方向的第二方向间隔布置。
9.根据本发明的其中一个实施方式,所述支撑横梁的上部设置有滑槽,所述滑槽沿所述第二方向延伸,设置于一个所述支撑横梁的两根所述支撑柱分别与所述滑槽滑动配合,以使所述支撑柱能够相对所述支撑横梁沿所述第二方向移动调节。
10.根据本发明的其中一个实施方式,所述支撑柱通过第二连接件连接于所述滑槽;
其中,所述检测装置被配置为通过调节所述第二连接件,解锁或者锁定所述支撑柱与所述滑槽的紧固关系,以使所述支撑横梁在解锁状态下能够沿所述滑槽移动。
11.根据本发明的其中一个实施方式:所述第一导轨以预埋方式设置于地面或者基座;和/或,所述支撑机构包含至少两条所述第一导轨,所述至少两条第一导轨沿垂直于所述第一方向的第二方向间隔布置。
12.根据本发明的其中一个实施方式:所述支撑柱顶端设置有液压顶片,所述支撑柱被配置为通过所述液压顶片支撑所述机车车体,并能够通过所述液压顶片调节支撑高度;和/或,每个所述支撑柱包含本体以及加强筋,所述本体竖直设置于所述支撑横梁,用以支撑所述机车车体,所述加强筋倾斜设置并支撑于所述本体与所述支撑横梁之间。
13.根据本发明的其中一个实施方式:所述激光测距传感器位置可调地设置于所述顶梁,且所述激光测距传感器相对所述顶梁的位置调节方向至少包含所述第一方向和垂直于所述第一方向的第二方向;和/或,所述激光测距传感器位置可调地设置于所述侧梁,且所述激光测距传感器相对所述侧梁的位置调节方向至少包含所述第一方向和竖直方向。
14.根据本发明的其中一个实施方式:所述顶梁设置有至少两个所述激光测距传感器,所述至少两个激光测距传感器沿垂直于所述第一方向的第二方向间隔布置;和/或,所述侧梁设置有至少两个所述激光测距传感器,所述至少两个激光测距传感器沿竖直方向间隔布置;和/或,所述检测装置还包含两条第二导轨,所述两条第二导轨分别设置于所述第一导轨的沿垂直于所述第一方向的第二方向的两侧,所述第二导轨沿所述第一方向延伸,所述门式支架的两根侧梁的下端分别与所述两条第二导轨滑动配合。
15.由上述技术方案可知,本发明提出的检测装置的优点和积极效果在于:
16.本发明提出一种易于制造,成本低廉的检测装置,能够实现对机车车体外形轮廓尺寸和整车挠度的测量,从而能够实现对车体外形进行全尺寸检测并绘制精确的外形轮廓图。车体预制挠度后通过该装置获取连续的车体外形轮廓尺寸进而得到车体挠度数据。该装置能够解决机车大型产品外形和挠度数据无法检测的难点,为车体制造检测提供全面的数据检测解决方案。
附图说明
17.通过结合附图考虑以下对本发明的优选实施方式的详细说明,本发明的各种目标、特征和优点将变得更加显而易见。附图仅为本发明的示范性图解,并非一定是按比例绘制。在附图中,同样的附图标记始终表示相同或类似的部件。其中:
18.图1是根据一示例性实施方式示出的一种测量装置的结构示意图;
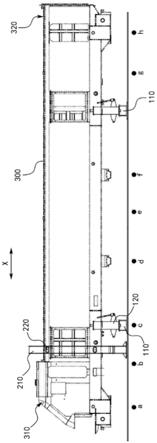
19.图2是图1示出的测量装置的左视图;
20.图3是图2示出的支撑横梁的俯视图。
21.附图标记说明如下:
22.110.支撑横梁;
23.111.连接板;
24.112.滑槽;
25.120.支撑柱;
26.121.本体;
27.122.加强筋;
28.123.液压顶片;
29.210.门式支架;
30.211.顶梁;
31.212.侧梁;
32.220.激光测距传感器;
33.300.机车车体;
34.310.ⅰ端;
35.320.ⅱ端;
36.a~h.测点;
37.x.第一方向;
38.y.第二方向。
具体实施方式
39.体现本发明特征与优点的典型实施例将在以下的说明中详细叙述。应理解的是本发明能够在不同的实施例上具有各种的变化,其皆不脱离本发明的范围,且其中的说明及附图在本质上是作说明之用,而非用以限制本发明。
40.在对本发明的不同示例性实施方式的下面描述中,参照附图进行,所述附图形成本发明的一部分,并且其中以示例方式显示了可实现本发明的多个方面的不同示例性结构、系统和步骤。应理解的是,可以使用部件、结构、示例性装置、系统和步骤的其他特定方案,并且可在不偏离本发明范围的情况下进行结构和功能性修改。而且,虽然本说明书中可使用术语“之上”、“之间”、“之内”等来描述本发明的不同示例性特征和元件,但是这些术语用于本文中仅出于方便,例如根据附图中所述的示例的方向。本说明书中的任何内容都不应理解为需要结构的特定三维方向才落入本发明的范围内。
41.参阅图1,其代表性地示出了本发明提出的测量装置的结构示意图。在该示例性实施方式中,本发明提出的测量装置是以应用于电力机车的机车车体300的测量为例进行说明的。本领域技术人员容易理解的是,为将本发明的相关设计应用于其他类型的机车的测量,而对下述的具体实施方式做出多种改型、添加、替代、删除或其他变化,这些变化仍在本发明提出的测量装置的原理的范围内。
42.如图1所示,在本实施方式中,本发明提出的检测装置能够测量机车车体300的外形轮廓尺寸及整车挠度,且该检测装置包含支撑机构以及测量机构。配合参阅图2和图3,图2中代表性地示出了能够体现本发明原理的测量装置的左视图;图3中代表性地示出了能够体现本发明原理的测量装置的支撑横梁110的俯视图。以下将结合上述附图,对本发明提出的测量装置的各主要组成部分的结构、连接方式和功能关系进行详细说明。
43.如图1至图3所示,在本实施方式中,该支撑机构包含第一导轨及两个支撑横梁110。该第一导轨沿第一方向x(即机车车体300的长度方向)设置于地面或者基座。两个支撑横梁110沿第一方向x相间隔地设置于第一导轨,且支撑横梁110能够沿第一导轨移动,每个支撑横梁110均设置有支撑柱120,支撑柱120用以支撑机车车体300。该测量机构包含门式支架210及多个激光测距传感器220。该门式支架210具有顶梁211和两根侧梁212,且门式支
架210能够沿第一方向x移动,以使激光测距传感器220能够随门式支架210移动至对应机车车体300的不同位置的多个测量位置,实现对机车车体300不同位置的检测。支撑机构支撑机车车体300时,该顶梁211位于机车车体300上方,两根侧梁212分别位于机车车体300两侧。多个激光测距传感器220分别设置于顶梁211的下表面和两根侧梁212的相对内侧表面。据此,检测装置通过移动门式支架210,利用激光测距传感器220测量机车车体300多个位置的表面的点坐标信息,并据此得到机车车体300的外形轮廓尺寸及整车挠度。
44.通过上述设计,本发明提出的检测装置,能够实现对机车车体300外形轮廓尺寸和整车挠度的测量,从而能够实现对车体外形进行全尺寸检测并绘制精确的外形轮廓图。车体预制挠度后通过该装置获取连续的车体外形轮廓尺寸进而得到车体挠度数据。该装置能够解决机车大型产品外形和挠度数据无法检测的难点,为车体制造检测提供全面的数据检测解决方案。另外,本发明提出的测量装置易于制造,成本低廉,具有实现机车支撑、定位、拉紧、预制挠度、外形检测的功能。在车体各曲线图基础上,进行数据分析后,绘制精确的车体外形轮廓图,作为车体交验依据进行存档,对机车后续组装、试验及在段运行都将发挥积极的作用。
45.在其他实施方式中,本发明提出的测量装置亦可包含三个及三个以上支撑横梁110。换言之,在符合本发明的设计构思的各种可能的实施方式中,测量装置包含至少两个支撑横梁110,且这些支撑横梁110沿第一方向x间隔布置。
46.可选地,如图3所示,在本实施方式中,支撑横梁110的下部可以设置有连接板111。具体而言,该连接板111通过第一连接件连接于第一导轨。据此,检测装能够通过调节第一连接件,实现对连接板111与第一导轨之间的紧固关系的解锁或者锁定,从而使得支撑横梁110在解锁状态下能够沿第一导轨移动,并在移动至所需位置后紧固定位。
47.进一步地,基于支撑横梁110的连接板111通过第一连接件连接于第一导轨的设计,在本实施方式中,第一导轨可以为t形导轨,且第一连接件为可以t形螺栓。在其他实施方式中,第一导轨与第一连接件亦可为其他相配合的结构形式,并不以本实施方式为限。
48.可选地,如图2和图3所示,在本实施方式中,每个支撑横梁110可以设置有两个支撑柱120,且这两个支撑柱120是沿垂直于第一方向x的第二方向y(即机车车体300的宽度方向)间隔布置。在其他实施方式中,每个支撑横梁110上设置的支撑柱120的数量亦可为一个、三个及三个以上,具体可以根据所需支撑的机车车体300的具体结构灵活选择。另外,不同支撑横梁110上设置的支撑柱120的数量可以但不限于相同,均不以本实施方式为限。
49.具体地,以本实施方式中的支撑机构包含两个支撑横梁110,且每个支撑横梁110上分别设置有两个支撑柱120的设计为例,这两组支撑柱120(设置在同一个支撑横梁110上的两个支撑柱120为一组)可以支撑于于机车车体300的ⅰ端310和ⅱ端320的车体钢结构与转向架的连接部位(例如二系弹簧或橡胶堆位置)。
50.进一步地,如图3所示,基于每个支撑横梁110设置有两个支撑柱120的设计,在本实施方式中,支撑横梁110的上部可以设置有滑槽112,该滑槽112可以沿第二方向y延伸。在此基础上,设置于一个支撑横梁110的两根支撑柱120可以分别与滑槽112滑动配合,从而实现支撑柱120相对支撑横梁110沿第二方向y的移动调节。通过上述设计,本发明能够通过调节支撑柱120的位置,满足对不同类型的机车车体300的不同的支撑需要。
51.进一步地,基于支撑柱120滑动配合于支撑横梁110的滑槽112的设计,在本实施方
式中,支撑柱120可以通过第二连接件连接于滑槽112,该滑槽112可以例如但不限于u形滑槽。据此,检测装能够通过调节第二连接件,实现对支撑柱120与滑槽112(即支撑横梁110)之间的紧固关系的解锁或者锁定,从而使得支撑柱120在解锁状态下能够沿滑槽112移动,并在移动至所需位置后紧固定位,使得两根支撑柱120之间的横向间距能够根据不同型号的机车车体300的宽度进行调节。
52.可选地,在本实施方式中,第一导轨可以采用预埋方式设置于地面(例如车间的水泥地面)或者基座。
53.可选地,在本实施方式中,支撑机构可以包含两条第一导轨,这两条第一导轨是沿第二方向y间隔布置。在此基础上,支撑横梁110可移动地设置于这两条第一导轨上。通过上述设计,本发明能够使得支撑横梁110在第一导轨上的移动更加稳定。在其他实施方式中,第一导轨亦可为三条及三条以上,并不以本实施方式为限。另外,基于支撑横梁110设置有连接板111的设计,连接板111的数量和位置可以与第一导轨的数量和位置分别对应。
54.如图2和图3所示,在本实施方式中,每个支撑柱120可以包含本体121以及加强筋122。具体而言,该本体121竖直设置于支撑横梁110,本体121能够用于支撑机车车体300。该加强筋122倾斜设置并支撑于本体121与支撑横梁110之间。基于支撑柱120滑动配合于支撑横梁110的滑槽112的设计,加强筋122一端连接于本体121的中部,另一端倾斜向下延伸至支撑横梁110,并可滑动地连接于滑槽112。通过上述设计,本发明能够利用加强筋122进一步加强支撑机构的结构强度,优化对机车车体300的支撑功能的稳定性、可靠性。
55.如图2和图3所示,在本实施方式中,支撑柱120的顶端(即本体121的顶端)可以设置有液压顶片123。据此,支撑柱120能够通过液压顶片123支撑机车车体300,并能够通过液压顶片123调节支撑高度。
56.可选地,在本实施方式中,顶梁211上设置的激光测距传感器220位置可以采用位置可调的设计,即该激光测距传感器220位置可调地设置于顶梁211。其中,激光测距传感器220相对顶梁211的位置调节方向,可以至少包含第一方向x和第二方向y。另外,激光测距传感器220相对顶梁211的位置移动可以通过驱动单元驱动,该驱动单元可以例如但不限于具有精密调节和定位功能的驱动机构。
57.可选地,在本实施方式中,侧梁212上设置的激光测距传感器220位置可以采用位置可调的设计,即该激光测距传感器220位置可调地设置于侧梁212。其中,激光测距传感器220相对侧梁212的位置调节方向,可以至少包含第一方向x和竖直方向。另外,激光测距传感器220相对侧梁212的位置移动可以通过驱动单元驱动,该驱动单元可以例如但不限于具有精密调节和定位功能的驱动机构。
58.通过上述设计,本发明能够实现对机车车体300的外形轮廓的扫描测量,从而得到表面点的坐标,利用这些坐标能够完成机车车体300的钢结构表面的构造,实现机车车体300的钢结构轮廓的尺寸测量,例如包括机车车体300的宽度、长度、高度、侧墙平面度、底架旁弯、机车车体300挠度等。另外,当激光测距传感器220移动时,其空间位置发生变化,机车车体300上的被测点的位置也发生变化,通过连续测量传感器的空间位置和返回的距离,能够得到机车车体300表面的点坐标信息。
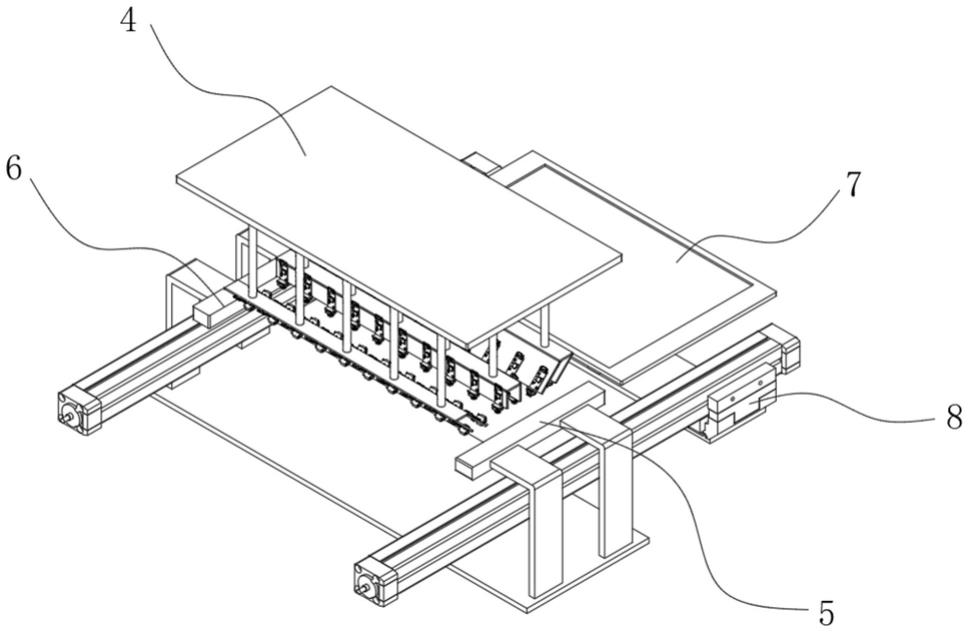
59.具体地,在本实施方式中,门式支架210可以采用型材制造,具体可以根据机车车体300的外形轮廓尺寸进行设计、焊接而成。
60.可选地,如图2所示,在本实施方式中,门式支架210的顶梁211可以设置有两个激光测距传感器220,且这两个激光测距传感器220在顶梁211上,是沿第二方向y间隔布置。在其他实施方式中,根据不同的检测需要,顶梁211亦可仅设置一个激光测距传感器220,或可设置三个及三个以上激光测距传感器220,并不以本实施方式为限。
61.可选地,如图2所示,在本实施方式中,门式支架210的每根侧梁212均可以设置有两个激光测距传感器220,且设置于一根侧梁212的两个激光测距传感器220,是沿竖直方向间隔布置。在其他实施方式中,根据不同的检测需要,每根侧梁212亦可仅设置一个激光测距传感器220,或可设置三个及三个以上激光测距传感器220,并不以本实施方式为限。另外,两根侧梁212上设置的激光测距传感器220的数量和位置可以但不限于相同。
62.可选地,在本实施方式中,本发明提出的检测装置还可以包含两条第二导轨。具体而言,这两条第二导轨分别设置于第一导轨的沿第二方向y的两侧,且第二导轨沿第一方向x延伸。其中,门式支架210的两根侧梁212的下端可以分别与两条第二导轨滑动配合。通过上述设计,本发明能够利用两条第二导轨,实现门式支架210沿第一方向x的移动,从而能够使门式支架210带动激光测距传感器220移动至对应于机车车体300不同位置的测量位置。
63.基于上述对本发明提出的检测装置的示例性实施方式的详细说明,以下将介绍本发明提出的检测装置的工作原理。
64.如图1所示,根据被测的机车车体300的定距和二系安装座的宽度尺寸,调整检测装置的支撑机构,具体地,将对应于机车车体300的i端310和ii端320的两个支撑横梁110在第一导轨上移动,满足被测的机车车体300的定距尺寸。移动调节支撑横梁110上的两个支撑柱120,使两个支撑柱120的间距满足被测的机车车体300的二系安装座的宽度尺寸,根据机车车体300计算二系安装座与基准的高度差,使用测量机构测量四个支撑柱120的整体平面度。
65.如图1所示,吊运机车车体300至调整测量好的支撑机构上,开启激光测距传感器220,按预设的测点位置(例如包含测点a、测点b、测点c、测点d、测点e、测点f测点g、测点h)移动门式支架210,例如门式支架210停留在测点a时,移动激光测距传感器220,包括机车车体300左侧、右侧、顶侧的激光测距传感器220,对测点a的机车车体300的截面数据进行采集,其它测点均可以按照上述过程循环。
66.上述的测点可以根据机车车体的特点选取,例如在机车车体端部、司机室后墙、两个转向架中心、牵引横梁中心、机车车体中心等位置,均可预设门式支架的停止点,其它位置亦可根据实际情况旋转。
67.基于本发明提出的测量装置的上述的测量方法,能够实现机车车体的轮廓的任一截面的测量,关注机车车体轮廓的全尺寸的连续变化,以提高机车车体钢结构的制造质量,更好的适应各种运用环境。
68.承上所述,通过激光测距传感器进行数据采集,并将检测到的坐标结果通过数据传输至终端(例如处理单元),根据检测装置测量的测点布置规律和机车车体结构情况,选择测点坐标数据,具体可以通过终端自动选取,亦可通过检测人员手动选取。终端根据选取的测点坐标数据绘制机车车体各参数的曲线图,通过曲线图可以更直观的看出车体轮廓以及制造质量。上述曲线图例如包含机车车体的宽度曲线、高度曲线、侧墙平面度曲线、底架旁弯曲线、机车车体的挠度曲线等。另外,在机车车体各曲线图的基础上,进行数据分析后,
绘制精确的机车车体外形轮廓图,作为机车车体交验依据进行存档,对机车后续制造及在段运行都将发挥积极的作用。
69.在此应注意,附图中示出而且在本说明书中描述的检测装置仅仅是能够采用本发明原理的许多种检测装置中的几个示例。应当清楚地理解,本发明的原理绝非仅限于附图中示出或本说明书中描述的检测装置的任何细节或检测装置的任何部件。
70.综上所述,本发明提出一种易于制造,成本低廉的检测装置,能够实现对机车车体外形轮廓尺寸和整车挠度的测量,从而能够实现对车体外形进行全尺寸检测并绘制精确的外形轮廓图。车体预制挠度后通过该装置获取连续的车体外形轮廓尺寸进而得到车体挠度数据。该装置能够解决机车大型产品外形和挠度数据无法检测的难点,为车体制造检测提供全面的数据检测解决方案。
71.以上详细地描述和/或图示了本发明提出的检测装置的示例性实施方式。但本发明的实施方式不限于这里所描述的特定实施方式,相反,每个实施方式的组成部分和/或步骤可与这里所描述的其它组成部分和/或步骤独立和分开使用。一个实施方式的每个组成部分和/或每个步骤也可与其它实施方式的其它组成部分和/或步骤结合使用。在介绍这里所描述和/或图示的要素/组成部分/等时,用语“一个”、“一”和“上述”等用以表示存在一个或多个要素/组成部分/等。术语“包含”、“包括”和“具有”用以表示开放式的包括在内的意思并且是指除了列出的要素/组成部分/等之外还可存在另外的要素/组成部分/等。此外,权利要求书及说明书中的术语“第一”和“第二”等仅作为标记使用,不是对其对象的数字限制。
72.虽然已根据不同的特定实施例对本发明提出的检测装置进行了描述,但本领域技术人员将会认识到可在权利要求的精神和范围内对本发明的实施进行改动。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。