1.本发明涉及喷涂加工技术领域,具体涉及一种机器人全自动喷涂生产线捡料装置及其使用方法。
背景技术:
2.公开号为cn105935636b的中国专利公开了一种喷涂生产线,它包括传输带,传输带上设置有多个用于夹持工件的装夹机构,传输带带动装夹机构从传输带的上料工位依序经过喷涂工位和下料工位后复位至上料工位,其特征在于:所述的传输带包括带有内腔的输送轨道,输送轨道内设有沿输送轨道的长度方向移动的滚轮组,输送轨道的下方设有悬挂板,悬挂板的上端套于滚轮组的转轴上,输送轨道的下端面上设有供悬挂板的下端露置于输送轨道外且使悬挂板随滚轮组移动的开口,所述开口沿输送轨道的长度方向延伸。该发明提供一种喷涂生产线,其涂料不会沾染到传动部件,因此设备运行的稳定性好,维护的间隔周期长,维护操作方便、成本低。
3.公开号为cn110694840b的中国专利公开一种喷涂生产线,本发明包括喷涂房、两组喷涂装置和驱动机构,两组喷涂装置均包括若干滑动柱,所有滑动柱上均安装有喷枪,所有喷枪均通过软管连通有上料管,同一喷涂装置上的所有上料管均连通有同一上料装置,所有滑动柱上均设有配合件,喷涂房内设有若干弹性件、插接组件和弹性组件。工件将抵触于所有配合件并推动所有滑动柱滑动远离于工件,弹性件将促使配合件抵紧于工件,然后插接组件把所有滑动柱插接固定,使得喷枪与工件之间始终保持一定的间距,保证了喷枪对工件的均匀喷涂。本发明能够适用于不同厚度的工件,并提高了喷涂质量。
4.但是上述专利仍存在以下问题:
5.现有的喷涂生产线中工件的安装和取下大多采用人工装卸的方式,已有的机械抓取装置多为单根多次抓取,抓取效率低下。
技术实现要素:
6.本发明针对现有技术存在的上述问题,提供了一种机器人全自动喷涂生产线捡料装置。
7.本发明的基本方案为:一种机器人全自动喷涂生产线捡料装置,包括支架、料框、上料组件、扶正组件、下料组件、料道组件和清洁组件,所述料框置于支架的顶部,所述上料组件置于料框的一侧,所述扶正组件置于上料组件的前端,所述下料组件置于支架的一侧,所述料道组件置于下料组件的底部,所述清洁组件置于支架的一侧。
8.所述上料组件包括上料气缸、上料推板、上料斜板、上料轨道、上料滑道和上料传送板,所述上料气缸置于料框的侧边,所述上料推板与料框的侧边滑动连接,所述上料推板的顶部与上料气缸的顶部连接,所述上料斜板置于上料推板的顶部,所述上料轨道置于上料斜板的底部,所述上料斜板倾斜放置,所述上料滑道置于上料轨道的后端,所述上料轨道中部设有循环滚动的上料传送板,推动进入上料轨道的工件进入上料滑道内。
9.所述扶正组件包括止动气缸、多个止动夹板、扶正气缸、扶正推板、扶正支架和止动支板,所述扶正支架和止动支架间隔均布置于支架的一侧,所述止动气缸置于止动支板的顶部,多个所述止动夹板对称置于止动气缸的前端,多个所述止动夹板置于上料滑道内,所述扶正气缸置于扶正支架的顶部,所述扶正推板置于扶正气缸的前端,所述扶正推板抵靠在上料滑道底部。
10.所述下料组件包括下料支架、多个下料滑杆、多个下料滑块、下料滑板和下料气缸,所述下料支架对称置于下料滑杆的两端,多个所述下料滑杆间隔均布置于下料支架的顶部,多个所述下料滑块对称置于下料滑板的一侧,多个所述下料滑块分别与多个下料滑杆滑动连接,所述下料气缸置于下料支架一侧,所述下料气缸一端与下料滑板的一侧连接,所述下料气缸推动下料滑板在下料滑杆上做往复运动。
11.所述下料组件还包括升降气缸、抓取气缸和多个抓取板,所述升降气缸置于下料滑板的一侧,所述抓取气缸置于升降气缸的底部,多个所述抓取板对称置于抓取气缸的底部,多个所述抓取板通过抓取气缸的张合,实现对工件的夹取和下放。
12.所述料道组件包括下料筒和下料盘,所述下料桶置于下料组件的底部,所述下料盘置于下料筒的底部。
13.所述清洁组件包括清洁电机和清洁罩,所述清洁罩置于下料组件一侧,所述清洁电机置于清洁罩的后端。
14.所述清洁组件还包括第一调节架、变位滑板、紧固旋钮、多个带轮、砂带、清洁架和固定板,所述第一调节架底部与固定板铰接,所述清洁架固定在固定板的一侧,所述清洁架的一端与第一调节架的中部铰接,所述变位滑板置于第一调节架的中部,所述变位滑板为半圆环片状结构,所述变位滑板中部设有滑槽,所述紧固旋钮与清洁架螺纹连接,所述紧固旋钮与滑槽滑动连接,多个所述带轮安装在第一调节架上,多个所述带轮与第一调节架转动连接,所述砂带与多个带轮传动连接。
15.所述清洁组件还包括第二调节架、调节把手、从动带轮、主动带轮和皮带,所述第二调节架与清洁架一端滑动连接,所述调节把手置于第二调节架和清洁架的连接处,所述从动带轮置于第二调节架上,所述从动带轮与安装在第二调节架上的带轮同轴连接,所述安装在第二调节架上的带轮与砂带传动连接,所述主动带轮与从动带轮通过皮带传动连接。
16.本发明还公开了一种机器人全自动喷涂生产线捡料装置的使用方法:
17.s1.将工件放入料框内,控制上料气缸动作,推动上料推板上升,直至上料推板将置于其顶部的工件推至上料斜板处,工件由上料斜板下滑至上料轨道内,循环滚动的上料传送板将工件向前推进,进入到上料滑道内后向下滑出;
18.s2.下料扶正气缸向前推出扶正推板,将上料滑道底部封闭,工件下落到上料滑道处受阻挡后停止,止动气缸驱动止动夹板对工件进行夹紧,待工件对正后,扶正气缸带动扶正推板收回,止动气缸带动止动夹板松开工件,使得工件缓慢下落;
19.s3.工件被传送至清洁组件内,主动带轮通过皮带带动从动带轮转动,进而带动带轮转动,砂带随着带轮转动对工件进行快速打磨,通过调节第一调节架和第二调节架与清洁架的位置关系和角度,改变砂带打磨的方向和打磨力度,打磨后的细屑经清洁风机吸出;
20.s4.在工件完成喷漆工作后,升降气缸推动抓取气缸下移,控制多个抓取板对工件
进行抓取,下料气缸推动下料滑板前后移动,将工件下至下料筒内,最后经下料盘溜出进行收集。
21.本发明的优点在于:
22.本发明包括支架、料框、上料组件、扶正组件、下料组件、料道组件和清洁组件等几个部件,支架为该装置提供支撑力和安装位置,料框设置为斜斗式结构,便于工件向上料组件一侧倾斜,保证工件快速有序上料,扶正组件对上料组件内下放的工件进行缓冲夹紧,下料组件在工件加工完成后,将工件抓取投放至料道组件内进行收集,清洁组件作为喷漆前的清洁部件,对工件表面进行清理除杂。
23.上料组件通过上料气缸带动上料推板上下动作,将工件进行横向地向上抬升和直至运送至上料斜板处,工件从上料斜板滑入上料轨道中,并通过循环滚动的上料传送板进行一字排开进行传送,工件进入上料滑道内进行工件的下放。下料扶正气缸向前推出扶正推板,将上料滑道底部封闭,工件下落到上料滑道处受阻挡后停止,止动气缸驱动止动夹板对工件进行夹紧,待工件对正后,扶正气缸带动扶正推板收回,止动气缸带动止动夹板松开工件,使得工件缓慢下落。
24.本发明通过下料气缸推动下料滑板做水平运动,通过升降气缸带动抓取气缸上下移动,抓取气缸控制多个抓取板对工件进行抓取,下料气缸推动下料滑板前后移动,将工件下至下料筒内,最后经下料盘溜出进行收集。第一调节架通过改变其与清洁架的角度,来控制砂带的打磨方向和强度。
附图说明
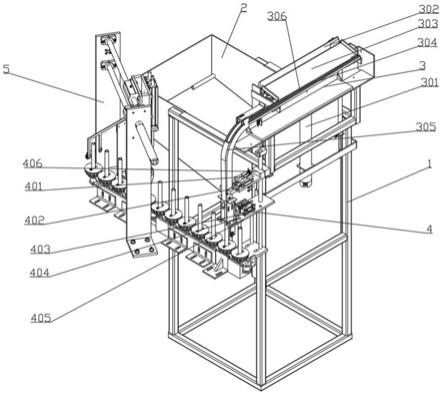
25.图1为本发明一种机器人全自动喷涂生产线捡料装置的结构示意图(视角一);
26.图2为本发明一种机器人全自动喷涂生产线捡料装置的结构示意图(视角二);
27.图3为图2中a部位的局部放大图;
28.图4为本发明一种机器人全自动喷涂生产线捡料装置的分布示意图;
29.图5为本发明一种机器人全自动喷涂生产线捡料装置中清洁组件的结构示意图;
30.附图中涉及到的附图标记有:
31.支架1;料框2;上料组件3;上料气缸301;上料推板302;上料斜板303;上料轨道304;上料滑道305;上料传送板306;扶正组件4;止动气缸401;止动夹板402;扶正气缸403;扶正推板404;扶正支架405;止动支板406;下料组件5;下料支架501;下料滑杆502;下料滑块503;下料滑板505;升降气缸504;下料气缸506;抓取气缸507;抓取板508;料道组件6;下料筒601;下料盘602;清洁组件7;清洁电机701;清洁罩702;第一调节架703;变位滑板704;紧固旋钮705;带轮706;砂带707;清洁架708;第二调节架709;调节把手710;从动带轮711;固定板712;主动带轮713;皮带714。
具体实施方式
32.下面通过具体实施方式进一步详细的说明:
33.实施例一:
34.如图5
‑
1所示,本发明提供了一种机器人全自动喷涂生产线捡料装置,包括支架1、料框2、上料组件3、扶正组件4、下料组件5、料道组件6和清洁组件7,在目前的产品生产过程
中,一般都需要对工件进行喷漆涂装,表面喷涂是提高工件性能及外观美观性的一个重要加工工序,如塑胶件、金属件的胚件加工成型后,则需送至喷涂区进行喷涂处理,继而进行烤漆处理,而传统的喷涂方式是:人工将坯件从逐个放进喷漆房,进行人工喷涂,再逐个取出放置在烤漆房,最后取出放置在下料区。这种人工高强度的重复性劳动,这种重复性的高强度劳动导致生产效率低和产品合格率低,且喷漆的漆料有损工人的健康。本发明设有支架1、料框2、上料组件3、扶正组件4、下料组件5、料道组件6和清洁组件7等几个部件,料框2置于支架1的顶部,上料组件3置于料框2的一侧,扶正组件4置于上料组件3的前端,下料组件5置于支架1的一侧,料道组件6置于下料组件5的底部,清洁组件7置于支架1的一侧。
35.支架1为该装置提供支撑力和安装位置,料框2设置为斜斗式结构,便于工件向上料组件3一侧倾斜,保证工件快速有序上料,上料组件3包括上料气缸301、上料推板302、上料斜板303、上料轨道304、上料滑道305和上料传送板306,上料气缸301置于料框2的侧边,上料推板302与料框2的侧边滑动连接,上料推板302的顶部与上料气缸301的顶部连接,上料斜板303置于上料推板302的顶部,上料轨道304置于上料斜板303的底部,上料斜板303倾斜放置,上料滑道305置于上料轨道304的后端,上料轨道304中部设有循环滚动的上料传送板306,推动进入上料轨道304的工件进入上料滑道305内。
36.上料组件3通过上料气缸301带动上料推板302上下动作,将工件进行横向地向上抬升和直至运送至上料斜板303处,工件从上料斜板303滑入上料轨道304中,并通过循环滚动的上料传送板306进行一字排开进行传送,工件进入上料滑道305内进行工件的下放。
37.扶正组件4包括止动气缸401、多个止动夹板402、扶正气缸403、扶正推板404、扶正支架405和止动支板406,扶正支架405和止动支架406间隔均布置于支架1的一侧,止动气缸401置于止动支板406的顶部,多个止动夹板402对称置于止动气缸401的前端,多个止动夹板402置于上料滑道305内,扶正气缸403置于扶正支架405的顶部,扶正推板404置于扶正气缸403的前端,扶正推板404抵靠在上料滑道底部。
38.下料扶正气缸403向前推出扶正推板404,将上料滑道305底部封闭,工件下落到上料滑道305处受阻挡后停止,止动气缸401驱动止动夹板402对工件进行夹紧,待工件对正后,扶正气缸403带动扶正推板404收回,止动气缸401带动止动夹板402松开工件,使得工件缓慢下落。
39.扶正组件4对上料组件3内下放的工件进行缓冲夹紧,下料组件5在工件加工完成后,将工件抓取投放至料道组件6内进行收集,清洁组件7作为喷漆前的清洁部件,对工件表面进行清理除杂。
40.下料组件5包括下料支架501、多个下料滑杆502、多个下料滑块503、下料滑板505和下料气缸506,下料支架501对称置于下料滑杆502的两端,多个下料滑杆502间隔均布置于下料支架501的顶部,多个下料滑块503对称置于下料滑板505的一侧,多个下料滑块503分别与多个下料滑杆502滑动连接,下料气缸506置于下料支架501一侧,下料气缸506一端与下料滑板505的一侧连接,下料气缸506推动下料滑板505在下料滑杆502上做往复运动。
41.下料组件5还包括升降气缸504、抓取气缸507和多个抓取板508,升降气缸504置于下料滑板505的一侧,抓取气缸507置于升降气缸504的底部,多个抓取板508对称置于抓取气缸507的底部,多个抓取板508通过抓取气缸507的张合,实现对工件的夹取和下放。
42.料道组件6包括下料筒601和下料盘602,下料桶601置于下料组件5的底部,下料盘
602置于下料筒601的底部。
43.本发明通过下料气缸506推动下料滑板505做水平运动,通过升降气缸507带动抓取气缸507上下移动,抓取气缸507控制多个抓取板508对工件进行抓取,下料气缸506推动下料滑板505前后移动,将工件下至下料筒601内,最后经下料盘602溜出进行收集。
44.实施例二:
45.如图5
‑
1所示,本发明提供了一种机器人全自动喷涂生产线捡料装置,支架1、料框2、上料组件3、扶正组件4、下料组件5、料道组件6和清洁组件7,在目前的产品生产过程中,一般都需要对工件进行喷漆涂装,表面喷涂是提高工件性能及外观美观性的一个重要加工工序,如塑胶件、金属件的胚件加工成型后,则需送至喷涂区进行喷涂处理,继而进行烤漆处理,而传统的喷涂方式是:人工将坯件从逐个放进喷漆房,进行人工喷涂,再逐个取出放置在烤漆房,最后取出放置在下料区。这种人工高强度的重复性劳动,这种重复性的高强度劳动导致生产效率低和产品合格率低,且喷漆的漆料有损工人的健康。本发明设有支架1、料框2、上料组件3、扶正组件4、下料组件5、料道组件6和清洁组件7等几个部件,料框2置于支架1的顶部,上料组件3置于料框2的一侧,扶正组件4置于上料组件3的前端,下料组件5置于支架1的一侧,料道组件6置于下料组件5的底部,清洁组件7置于支架1的一侧。
46.支架1为该装置提供支撑力和安装位置,料框2设置为斜斗式结构,便于工件向上料组件3一侧倾斜,保证工件快速有序上料,上料组件3包括上料气缸301、上料推板302、上料斜板303、上料轨道304、上料滑道305和上料传送板306,上料气缸301置于料框2的侧边,上料推板302与料框2的侧边滑动连接,上料推板302的顶部与上料气缸301的顶部连接,上料斜板303置于上料推板302的顶部,上料轨道304置于上料斜板303的底部,上料斜板303倾斜放置,上料滑道305置于上料轨道304的后端,上料轨道304中部设有循环滚动的上料传送板306,推动进入上料轨道304的工件进入上料滑道305内。
47.上料组件3通过上料气缸301带动上料推板302上下动作,将工件进行横向地向上抬升和直至运送至上料斜板303处,工件从上料斜板303滑入上料轨道304中,并通过循环滚动的上料传送板306进行一字排开进行传送,工件进入上料滑道305内进行工件的下放。
48.扶正组件4包括止动气缸401、多个止动夹板402、扶正气缸403、扶正推板404、扶正支架405和止动支板406,扶正支架405和止动支架406间隔均布置于支架1的一侧,止动气缸401置于止动支板406的顶部,多个止动夹板402对称置于止动气缸401的前端,多个止动夹板402置于上料滑道305内,扶正气缸403置于扶正支架405的顶部,扶正推板404置于扶正气缸403的前端,扶正推板404抵靠在上料滑道底部。
49.下料扶正气缸403向前推出扶正推板404,将上料滑道305底部封闭,工件下落到上料滑道305处受阻挡后停止,止动气缸401驱动止动夹板402对工件进行夹紧,待工件对正后,扶正气缸403带动扶正推板404收回,止动气缸401带动止动夹板402松开工件,使得工件缓慢下落。
50.扶正组件4对上料组件3内下放的工件进行缓冲夹紧,下料组件5在工件加工完成后,将工件抓取投放至料道组件6内进行收集,清洁组件7作为喷漆前的清洁部件,对工件表面进行清理除杂。
51.下料组件5包括下料支架501、多个下料滑杆502、多个下料滑块503、下料滑板505和下料气缸506,下料支架501对称置于下料滑杆502的两端,多个下料滑杆502间隔均布置
于下料支架501的顶部,多个下料滑块503对称置于下料滑板505的一侧,多个下料滑块503分别与多个下料滑杆502滑动连接,下料气缸506置于下料支架501一侧,下料气缸506一端与下料滑板505的一侧连接,下料气缸506推动下料滑板505在下料滑杆502上做往复运动。
52.下料组件5还包括升降气缸504、抓取气缸507和多个抓取板508,升降气缸504置于下料滑板505的一侧,抓取气缸507置于升降气缸504的底部,多个抓取板508对称置于抓取气缸507的底部,多个抓取板508通过抓取气缸507的张合,实现对工件的夹取和下放。
53.料道组件6包括下料筒601和下料盘602,下料桶601置于下料组件5的底部,下料盘602置于下料筒601的底部。
54.本发明通过下料气缸506推动下料滑板505做水平运动,通过升降气缸507带动抓取气缸507上下移动,抓取气缸507控制多个抓取板508对工件进行抓取,下料气缸506推动下料滑板505前后移动,将工件下至下料筒601内,最后经下料盘602溜出进行收集。
55.清洁组件7包括清洁电机701和清洁罩702,清洁罩702置于下料组件5一侧,清洁电机701置于清洁罩702的后端。
56.清洁组件7还包括第一调节架703、变位滑板704、紧固旋钮705、多个带轮706、砂带707、清洁架708和固定板712,第一调节架703底部与固定板712铰接,清洁架708固定在固定板712的一侧,清洁架708的一端与第一调节架703的中部铰接,变位滑板704置于第一调节架703的中部,变位滑板704为半圆环片状结构,变位滑板704中部设有滑槽,紧固旋钮705与清洁架708螺纹连接,紧固旋钮705与滑槽滑动连接,多个带轮706安装在第一调节架703上,多个带轮706与第一调节架703转动连接,砂带707与多个带轮706传动连接。
57.第一调节架703通过改变其与清洁架708的角度,来控制砂带707的打磨方向和强度。
58.清洁组件7还包括第二调节架709、调节把手710、从动带轮711、主动带轮713和皮带714,第二调节架709与清洁架708一端滑动连接,调节把手710置于第二调节架709和清洁架708的连接处,从动带轮711置于第二调节架709上,从动带轮711与安装在第二调节架709上的带轮706同轴连接,安装在第二调节架709上的带轮706与砂带707传动连接,主动带轮713与从动带轮711通过皮带714传动连接。
59.主动带轮713通过皮带714带动从动带轮711转动,进而带动带轮706转动,砂带707随着带轮706转动对工件进行快速打磨,通过调节第一调节架703和第二调节架709与清洁架708的位置关系和角度,改变砂带707打磨的方向和打磨力度,打磨后的细屑经清洁风机吸出;
60.本发明还公开了一种机器人全自动喷涂生产线捡料装置的使用方法:
61.s1.将工件放入料框2内,控制上料气缸301动作,推动上料推板302上升,直至上料推板302将置于其顶部的工件推至上料斜板303处,工件由上料斜板303下滑至上料轨道304内,循环滚动的上料传送板306将工件向前推进,进入到上料滑道305内后向下滑出;
62.s2.下料扶正气缸403向前推出扶正推板404,将上料滑道305底部封闭,工件下落到上料滑道305处受阻挡后停止,止动气缸401驱动止动夹板402对工件进行夹紧,待工件对正后,扶正气缸403带动扶正推板404收回,止动气缸401带动止动夹板402松开工件,使得工件缓慢下落;
63.s3.工件被传送至清洁组件7内,主动带轮713通过皮带714带动从动带轮711转动,
进而带动带轮706转动,砂带707随着带轮706转动对工件进行快速打磨,通过调节第一调节架703和第二调节架709与清洁架708的位置关系和角度,改变砂带707打磨的方向和打磨力度,打磨后的细屑经清洁风机吸出;
64.s4.在工件完成喷漆工作后,升降气缸504推动抓取气缸507下移,控制多个抓取板508对工件进行抓取,下料气缸506推动下料滑板505前后移动,将工件下至下料筒601内,最后经下料盘602溜出进行收集。
65.以上所述的仅是本发明的实施例,方案中公知的具体结构及特性等常识在此未作过多描述,所属领域普通技术人员知晓申请日或者优先权日之前发明所属技术领域所有的普通技术知识,能够获知该领域中所有的现有技术,并且具有应用该日期之前常规实验手段的能力,所属领域普通技术人员可以在本技术给出的启示下,结合自身能力完善并实施本方案,一些典型的公知结构或者公知方法不应当成为所属领域普通技术人员实施本技术的障碍。应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。