1.本发明属于医用耗材生产控制领域,属于伺服控制领域,具体地说是依托plc、触摸屏、伺服驱动器、伺服电机实现医用导管钢丝网的编织的精密控制系统。
2.
背景技术:
3.随着医疗技术的提高,导管的使用也日渐增多,有些医疗单位及科研院所也都开展了对导管的研制,并且也有部分关于导管方面的专利。但是就生产情况来看,所生产的医用导管仅限于输液器、导尿管等低档次的导管。对高质量、高性能导管的生产,则表现得无能为力。既使有一些厂家能加工出来,质量和性能都远不能满足要求。国产导管一般都是没有加金属丝网的导管,在抗扭力,弹性、硬度方面达不到介入性导管的要求。主要原因是介入性导管的直径都较小,加工难度较大,传统的编织机采用的是变频器控制的技术路线,控制精度达不到要求,只能生产线缆等的钢丝网,而无法编织介入性医用导管的钢丝网。
4.
技术实现要素:
5.针对现有编织机的不足,提出了基于plc、触摸屏、伺服驱动器、伺服电机的医用导管编织机技术路线。在芯轴上编织不锈钢丝网,将编织好的不锈钢丝网加入医用导管内,提高其抗扭力,弹性、硬度技术参数。该编织机可以设置9个工艺配方,每个配方可存储24个编织段,每个编织段的ppi均可独立设置。ppi精度可达
±
1,每段编织网的长度尺寸精度可达0.01英寸。
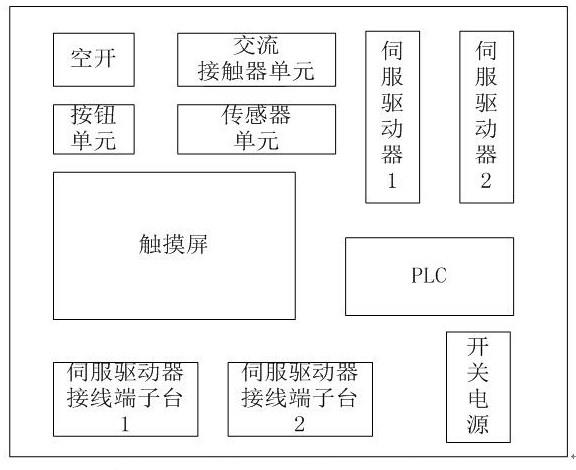
6.为达到上述目的,本发明的技术解决方案是:系统组成包括空开、交流接触器单元、开关电源、按钮单元、传感器单元、plc、触摸屏、伺服驱动器1、伺服驱动器2、伺服驱动器接线端子台1、伺服驱动器接线端子台2。其中触摸屏和按钮单元安装在编织机的上部的控制面板上,其余部分安装在编织机下部的电控柜内。本控制系统可实现医用各种导管内的钢丝网的编织功能。在触摸屏上可设置编织的形状为菱形满载或菱形半载,系统可存储9个工艺配方,每个工艺配方最多支持24个编织段,每个编织段可独立设置ppi,ppi的含义即每一英寸内编织的菱形网格数,ppi数值越大,编织的网格越密集。系统可设置连续运行模式或者离散运行模式,满足不同生产工况的需求。ppi精度可达
±
1,段长度尺寸精度可达0.01英寸。在触摸屏上设置的配方存储在plc的断电保持型寄存器内,以便配方设置后可以长期保存。编织网的ppi控制是靠伺服驱动器1和伺服驱动器2输出的电源频率来控制的,在plc内部,实时计算设定好的ppi和设定好的梭盘速度所需要的拉拽速度,通过y0和y1输出计算好的脉冲频率来控制伺服驱动器的输出进而来控制伺服电机的速度。伺服驱动器1控制的梭盘轴负责金属丝的编织,伺服驱动器2控制的拉拽轴负责金属丝网的水平方向的移动,拉拽轴移动速度的快慢决定ppi的大小,即:拉拽轴运行速度越快,编织的金属丝网就越大,ppi就越小。因此控制拉拽轴相对与梭盘轴的速度即可控制ppi。每段金属丝网的长度控制
是靠plc读取配方存储的每段运行长度数据来计算对应脉冲输出数来实现的,编织网的段编织长度只由plc的y1端口输出的高速脉冲控制,即段长度完全由拉拽轴的运行距离来控制。金属丝网的其他编织技术参数由plc内部程序按照程序流程图进行设计。
7.本发明的有益效果及优点是:本医用导管编织机控制系统结构紧凑,电控柜的尺寸紧凑,长宽深为600*550*240mm。选用的plc、伺服驱动器性能优良、成本低廉。系统具有可视化操作界面,在触摸屏上可设置9个工艺配方,方便存储不同类型产品的工艺参数,提高生产效率。每个工艺配方最多支持24段不同长度的编织段,且每个编织段均可独立设置ppi,可设置每个编织段完成后是否暂停及两个编织段之间是否需要过渡。在触摸屏上可选择机器模式为编织机或者缠绕机,运行模式可选择为连续运行或者离散运行。在触摸屏上能手动调整梭盘轴和拉拽轴的位置,也可以在触摸屏上手动调试伺服驱动器的参数。编织成型的金属丝网ppi精度可达
±
1,每个编织段的长度尺寸误差在0.01英寸,可满足各种类型的导管用金属丝网的编织。
附图说明
图1是本发明医用导管编织机控制系统构成框图,各组成部分已在图中标明。图2是医用导管编织机的机械构成简图。图3是编织机控制系统主程序流程图。图4是编织机控制系统中操作员级别子程序流程图。图5是编织机控制系统中编织机运行控制子程序流程图。
具体实施方式
8.如图1所示,一种医用导管编织机控制系统,包括空开、交流接触器单元、开关电源、按钮单元、传感器单元、plc、触摸屏、伺服驱动器1、伺服驱动器2、伺服驱动器接线端子台1、伺服驱动器接线端子台2。
9.如图2所示,按钮单元和触摸屏安装在控制面板上,安装方式为螺丝固定。空开、交流接触器单元、开关电源、plc伺服驱动器1、伺服驱动器2、伺服驱动器接线端子台1、伺服驱动器接线端子台2都安装在编织机控制系统电控柜内,安装方式为导轨安装。整个系统的工作流程如下:将按钮单元中的转换开关打向打开拉拽器方向,将芯轴从梭盘轴中的孔穿出直至穿过拉拽器,将按钮单元中的转换开关打向关闭拉拽器方向。将梭盘上的16根编织丝手动缠绕在芯轴上,用胶带固定好。在触摸屏上设置编织机的类型,编织模式,运行模式,段数,各段长度,各段ppi,是否需要段末暂停,是否需要段间过渡等。设置好编织机运行所需的必要参数后,按按钮单元上的绿色起动按钮两次,编织机即可起动运行,运行到工艺参数要求的既定长度后,自动停车,完成一次编织。在触摸屏上设置的段长度,每段的ppi等参数配方存储在plc的断电保持型寄存器内,以便配方设置后可以长期保存。编织网的ppi控制是靠伺服驱动器1和伺服驱动器2输出的电源频率来控制的,在plc内部,实时计算设定好的ppi和设定好的梭盘轴速度所需要的拉拽轴速度,通过y0和y1输出计算好的脉冲频率来控制伺服驱动器的输出进而来控制伺服电机的速度。伺服驱动器1控制的梭盘轴负责编织丝的编织,伺服驱动器2控制的拉拽轴负责金属丝网的水平方向的移动,拉拽轴移动速度的快慢决定ppi的大小,即:拉拽轴运行速度越快,编织的金属丝网格就越大,ppi就越小。因此控
制拉拽轴相对与梭盘轴的速度即可控制ppi。每段金属丝网的长度控制是靠plc读取配方存储的每段运行长度数据来计算对应脉冲输出数来实现的,编织网的段编织长度只由plc的y1端口输出的高速脉冲控制,即段长度完全由拉拽轴的运行距离来控制。金属丝网的其他编织技术参数由plc内部程序按照程序流程图进行设计。plc程序流程图如图3至图5所示。
10.如图3所示,为编织机控制系统主程序流程图。在触摸屏上输入账号和密码,plc程序会根据触摸屏传过来的登录等级判断当前登录等级为操作员级别、维护员级别还是工程师级别。之后控制程序走向进入对应的子程序。
11.如图4所示,为操作员级别子程序流程图。进入操作员级别子程序后,首先判断触摸屏页面指针,如果当前处于设备调整界面,需要判断是否有梭盘、拉拽轴的点动信号,如果有点动信号,那么按照点动信号运行。梭盘点动速度为1.5r/s,拉拽轴向前和向后的点动速度均为1.0r/s。如果有返回信号,程序返回到子程序的开始处。如果触摸屏页面处在配方装载页面,有装载信号的时候可以将选择的配方及配方号存储在plc的存储器内。之后判断触摸屏是否处于运行控制页面,如果是的话,继续判断是否有起动按钮、急停按钮、暂停按钮的输入信号,如果有急停信号,停止一切输出;如果有暂停信号封锁现有输出,跳转至空程序,如果暂停信号消失,返回暂停前的断点,继续执行未完成的程序。如果只有起动信号有效,那么将准备状态标志位置1,并判断5秒内,是否再次有起动信号,如果再有起动信号那么进入编织机运行控制子程序;如果没再有起动信号,那么,将起动超时标志位置1。
12.如图5所示,为编织机运行控制子程序流程图。进入编织机运行控制子程序后,首先读取当前装载的配方,梭盘运行速度设定值及当前的编织段,程序第一次执行时,当前编织段n为1,即从第一个编织段开始编织。之后,计算梭盘轴所需的脉冲频率值、根据当前段的ppi计算第n段拉拽轴的脉冲频率值,根据第n段段长度值计算当前拉拽轴对应的plc输出端应输出的脉冲个数。接下来,使能plc的y0和y1的高速脉冲输出、使能对应的伺服驱动器起动信号,控制编织机开始编织医用导管用金属丝网。在每个扫描周期,判断y1脉冲输出是否完成,如果y1脉冲输出未完成,则继续输出,如果脉冲输出完成,则判断该段的段末是否需要暂停,如需要暂停则调用空程序,保持暂停。在暂停状态下,判断是否有起动信号,如果有起动信号,那么编织段的当前段n自增,重复以上流程开始编织下一段。在暂停状态下,如果没有起动信号,那么保持当前状态。如果段末不需要暂停,则判断当前编织段是否为最后一个编织段,如果不是的话,继续判断当前段末和下一段段初间是否需要过渡,如果不需要过渡,则直接开始编织下一段。如果需要过渡的话,则首先根据当前段和下一段的ppi来计算过渡段的ppi,算法为二者的平均数。根据配方中的过渡长度计算过渡过程中y1所需要输出的脉冲数及对应的脉冲输出频率,之后使能y0和y1的脉冲输出和伺服驱动器的起动信号。在y1的输出过程中判断其脉冲串是否输出完成,如果未完成,则接着输出,如果已完成,则自增当前编织段n,开始编织下一段。在上一个判断条件中,如果判断当前编织段是最后一个编织段,那么接着判断当前编织机运行模式是否为连续运行模式,如果是的话,将当前编织段n赋值为1,从第一段开始重新编织。如果判断编织机运行模式不是连续模式,即编织机运行在离散运行模式下,则继续判断编织机处于离散模式中的圈模式还是长度模式。如果是圈模式的话,接着判断当前圈是否为最后一圈,如果是最后一圈,那么结束整个编织流程。如果不是最后一圈,那么将圈数值增1,将n赋值为1,从第一段开始进行下一圈的编织。如果是长度模式的话,那么判断当前运行总长度是否大于等于运行长度设定值,如果是的
话,结束整个编织流程。如果不是的话,将n赋值为1,从第一段开始继续编织。
13.维护员级别子程序,在操作员子程序的基础上,可以创建配方及保存配方,可以查看plc的输入及输出状态。
14.工程师级别子程序,在维护员级别子程序基础上,还可以删除配方,及创建新开发产品的配方,并可以查看所有的状态反馈值。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

