1.本发明属于线缆修复领域,尤其涉及一种线缆护套修复装置及其使用方法。
背景技术:
2.日常生活中,大部分场景均会利用到光缆、电缆等基础设施用于通信、送电等,而这类的基础设施通常统称为线缆。
3.而其中,架空线缆通常架设在数米甚至十数米高的地方,一旦架空线缆表面护套出现破损,施工人员需要进行具备一定危险性的高空作业。且通常情况下,光缆虽然不通电,但光缆和线缆也时常存在共同布设的情况,导致在高空作业对线缆进行修复时产生更大的安全隐患。
4.因此,如何对线缆实现一种无接触且有效的快速修补,是提高线缆高空修复安全性和便捷性的关键。
技术实现要素:
5.为解决现有的线缆修复通常需要接触到线缆,加大了施工人员的施工操作风险性,同时现有的修复过程通常需要进行断电等处理,导致效率低下,修复效果也较为有限等问题,本发明提供了一种线缆护套修复装置,以及该装置的使用方法。
6.本发明的目的在于:
7.一、能够实现线缆的无接触修复;
8.二、确保装置具有较优的修复效果;
9.三、提高修复效率。
10.为实现上述目的,本发明采用以下技术方案。
11.一种线缆护套修复装置,包括:
12.主体,主体分为头部和尾部;
13.所述头部后端设有用于连接安装高压乙炔气瓶的气瓶安装口;
14.所述主体上设有开槽,开槽内平行于气瓶安装口的轴心线设置有用于连通两者的通道,通道内设有能够在通道内、沿气瓶安装口轴心线双向运动的推压杆;
15.所述主体的头部前端设有喷孔,所述喷孔与气瓶安装口通过喷气流道连通;
16.所述主体上还设有粉料槽,粉料槽与喷气流道通过喷料流道连通;
17.所述粉料槽用于设置催化剂粉末并配合设有用于压实催化剂粉末的活塞件;
18.所述粉料槽与喷料流道的连接处设有电热网,主体上设有用于对电热网进行加热的加热电机。
19.作为优选,
20.所述开槽内还设有旋拨件,旋拨件与主体铰接,且旋拨件底端与推压杆铰接。
21.作为优选,
22.所述活塞件由连接部、密封部和挡板部构成,连接部两端分别与密封部和挡板部
固接;
23.所述挡板部设置在主体外。
24.作为优选,
25.所述喷料流道和粉料槽的连接处设有压力开放的弹性密封件。
26.作为优选,
27.所述粉料槽与喷料流道连接处以及接近该连接处的粉料槽和喷料流道内壁嵌入设置电热网。
28.作为优选,
29.所述主体采用隔热材料进行制备。
30.作为优选,
31.所述催化剂粉末为[mn0.3co0.15mg0.15zn0.15al0.15fe0.1(oh)2](co3)0.125
·
mh2o,m≥1。
[0032]
一种线缆护套修复装置的使用方法,
[0033]
所述方法包括:
[0034]
1)在线缆护套修复装置的气瓶安装口处安装高压乙炔气瓶;
[0035]
2)打开加热电机对电热网进行预热;
[0036]
3)将线缆护套修复装置的喷孔对准线缆的破损点;
[0037]
4)推动推压杆释放高压乙炔气瓶内的高压乙炔气,对准线缆的破损点持续吹扫30~120s。
[0038]
作为优选,
[0039]
步骤1)所述安装高压乙炔气瓶完成后,检验高压乙炔气瓶内的气压;
[0040]
所述检验高压乙炔气瓶内的气压的方法为:
[0041]
将手放在喷孔前方20~25cm处,不开启加热电机,仅通过推压杆释放高压乙炔气,手感受到明显气流则满足使用条件。
[0042]
作为优选,
[0043]
步骤3)所述喷孔与线缆的破损点距离为10~15cm。
[0044]
本发明的有益效果是:
[0045]
1)能够快速高效地实现线缆的护套修补;
[0046]
2)能够实现无接触的安全修补;
[0047]
3)操作简单,修补效果良好。
附图说明:
[0048]
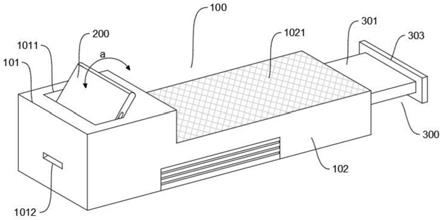
图1为本发明的轴侧结构示意图;
[0049]
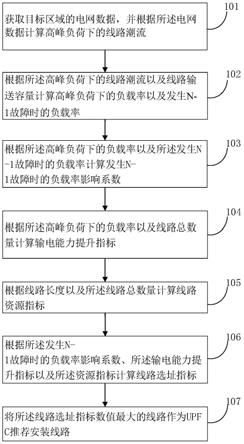
图2为本发明的正视剖视图;
[0050]
图3为本发明的右视图;
[0051]
图4为图2中a部分的放大示意图;
[0052]
图5为图4中弹性密封件开放情况下的示意图;
[0053]
图6为本发明装置安装高压乙炔气瓶后使用状态的动态示意图;
[0054]
图7为本发明装置的使用方法示意图;
[0055]
图中:10线缆护套修复装置,100主体,101头部,1011开槽,1012喷孔,1013气瓶安装口,10131内螺纹,102尾部,1021支撑面,1022粉料槽,103喷料流道,104喷气流道,105弹性密封件,200旋拨件,201铰接槽,202推压杆,300活塞件,301连接部,302密封部,303挡板部,400加热电机,401按键,402电热网,500高压乙炔气瓶,501气瓶密封件,600喷射流,700线缆,701破损点。
具体实施方式:
[0056]
以下结合具体实施例和说明书附图对本发明作出进一步清楚详细的描述说明。本领域普通技术人员在基于这些说明的情况下将能够实现本发明。此外,下述说明中涉及到的本发明的实施例通常仅是本发明一部分的实施例,而不是全部的实施例。因此,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
[0057]
在本发明的描述中,需要理解的是,术语“厚度”、“上”、“下”、“水平”、“顶”、“底”、“内”、“外”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定,“若干”的含义是表示一个或者多个。
[0058]
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接或彼此可通讯;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
[0059]
如无特殊说明,本发明实施例所用原料均为市售或本领域技术人员可获得的原料;如无特殊说明,本发明实施例所用方法均为本领域技术人员所掌握的方法。
[0060]
实施例
[0061]
一种如图1、图2和图3所示的线缆700护套修复装置10,其具体包括:
[0062]
主体100,主体100分为头部101和尾部102,头部101在纵向方向上大于尾部102;
[0063]
所述头部101高于尾部102的部分后端设有朝后开放、用于连接安装高压乙炔气瓶500的气瓶安装口1013,气瓶安装口1013设有与常规按压式高压气瓶适配的内螺纹10131;
[0064]
所述尾部102上端面为用于支撑和辅助固定高压乙炔气瓶500的支撑面1021;
[0065]
所述主体100的头部101设有开槽1011,开槽1011内侧壁或底部与气瓶安装口1013的底部沿气瓶安装口1013的轴心线,设置有用于连通两者的通道,通道内设有能够在通道内、沿气瓶安装口1013轴心线进行如图2所示b方向双向运动的推压杆202,推压杆202与通道壁密封接触,推压杆202沿图中b方向向气瓶安装口1013运动,能够顶开高压乙炔气瓶500前端,对乙炔气进行释放;
[0066]
所述开槽1011内还设有旋拨件200,旋拨件200与主体100铰接,如图1所示,旋拨件200设有长圆形的铰接槽201,配合主体100进行铰接,其能够使旋拨件200绕铰接处沿a方向进行双向转动,且旋拨件200底端与推压杆202铰接,进而使得旋拨件200能够在转动时带动
推压杆202在通道内沿b方向运动,推向气瓶安装口1013或远离气瓶安装口1013;
[0067]
所述主体100的头部101前端设有喷孔1012,所述喷孔1012与气瓶安装口1013通过喷气流道104连通;
[0068]
如图6所示,所述主体100上安装高压乙炔气瓶500后,转动旋拨件200带动推压杆202沿b方向推向高压乙炔气瓶500,并顶开高压乙炔气瓶500内的气瓶密封件501,释放高压乙炔气,松开旋拨件200后,在高压乙炔气的作用下,推压杆202和旋拨件200能够实现自动复位,高压乙炔气瓶500恢复密封状态;
[0069]
所述主体100上还设有粉料槽1022,其设有开口且配合设有活塞件300,本实施例中,粉料槽1022设置在主体100的尾部102内,活塞件300由连接部301、密封部302和挡板部303构成,连接部301两端分别与密封部302和挡板部303固接,形成活塞件300整体,挡板部303设置在主体100外、密封部302设置在粉料槽1022内,并与粉料槽1022密封连接;
[0070]
所述粉料槽1022内用于设置催化剂粉末,催化剂粉末填充在粉料槽1022内并用活塞件300压实;
[0071]
所述粉料槽1022与喷气流道104的中部通过喷料流道103连通;
[0072]
如图4所示,所述喷料流道103和粉料槽1022的连接处设有压力开放的弹性密封件105;所述弹性密封件105在复位状态会对粉料槽1022和喷料流道103进行阻断封闭,阻止粉料槽1022内的催化剂粉末进入到喷料流道103内,而若弹性密封件105两侧产生压差后则会开放,如图5所示,在弹性密封件105右侧形成高压区(high pressure area)、左侧形成低压区(low pressure area)的情况下,弹性密封件105会在压力作用下开放。
[0073]
此外,所述粉料槽1022与喷料流道103连接处、以及接近连接处的粉料槽1022和喷料流道103外壁,包覆设有电热网402,或嵌入式地设置在相应的内壁位置。本实施例中,粉料槽1022与喷料流道103连接处以及接近该连接处的粉料槽1022和喷料流道103内壁,嵌入设置电热网402,主体100整体采用隔热材料进行制备,本实施例中,主体100由硅酸铝隔热陶瓷纤维材料制备;
[0074]
所述主体100上设有加热电机400,加热电机400具有按键401,按键401包括电源开关和加热开关等,加热电机400与电热网402进行电连接,加热电机400采用现有小型加热电机即可,优选加热温度能够达到400℃以上的加热电机和电热网组合;
[0075]
上述加热电机连接电热网后,打开加热电机电源并控制其对电热网升温加热后,能够对粉料槽1022中的催化剂粉末进行预热,使催化剂粉末活化。
[0076]
本发明中,催化剂粉末为:
[0077]
[mn
0.3
co
0.15
mg
0.15
zn
0.15
al
0.15
fe
0.1
(oh)2](co3)
0.125
·
mh2o,m≥1。
[0078]
上述催化剂粉末为六方晶系水滑石催化剂粉末,其具体制备方法为:
[0079]
配制a类盐和b类盐的混合盐溶液,加入尿素于105℃条件下水热反应24h,过滤分离并以无水乙醇清洗、60℃干燥固态产物,过60目筛,即得到六方晶系水滑石催化剂粉末;
[0080]
所述混合盐溶液中:
[0081]
a类盐:mncl2、cocl2、mgcl2和zncl2的摩尔比为4:2:2:2;
[0082]
b类盐:alcl3和fecl3的摩尔比为6:4;
[0083]
a类盐和b类盐的总摩尔浓度为1.2mol/l,其中a类盐的总摩尔浓度为0.9mol/l,b类盐总摩尔浓度为0.3mol/l;
[0084]
尿素以每升混合盐溶液5mol/l的比例加入。
[0085]
上述的六方晶系水滑石粉末能够催化还原乙炔、乙烯等含碳气体,在催化剂粉末表面原位生长,形成具有良好力学性能的碳纤维。而乙炔气作为最易还原的含碳气体,与本发明技术方案适配度较高,用于快速无接触修补光缆或电缆等线缆,具有优异的表现效果。
[0086]
具体的,本发明方法为:
[0087]
通过快速运动的乙炔气流带动经过预热活化的催化剂粉末,吹扫在线缆的破损处,经过预热活化的催化剂粉末温度能够达到400~500℃,虽然在输送过程中降温但仍略高于线缆表面护套的熔点,因此不需要强大的冲击力即能够嵌入线缆护套表面,催化还原乙炔气原位生长形成碳纤维,对线缆的破损处进行修补。
[0088]
本发明设备使用方法如图6、7所示:
[0089]
首先安装高压乙炔气瓶500,并在使用前检验高压乙炔气瓶内气体是否充足,验证方法为:将手放在喷孔1012前方20cm处,不开启加热电机,仅拨动旋拨件释放高压乙炔气,如手部感受到明显有力的气流,则说明气压充足;
[0090]
拔出活塞件300,向粉料槽1022内填充足量的催化剂粉末,随后将活塞件300推入粉料槽1022内,以密封部302压实粉料槽1022内的催化剂粉末;
[0091]
快速确认线缆的破损点701,启动本发明线缆护套修复装置的加热电机400,对电热网402进行升温预热,至180℃以上后,将喷孔1012对准线缆的破损点701、相距约10~15cm,拨动旋拨件200,带动推压杆202推开高压乙炔气瓶内的气瓶密封件501,释放高压乙炔气,高压乙炔气在喷气流道104内沿图6中c方向所示快速运动至喷孔1012,形成喷射流600喷出,在此过程中,由于喷气流道104内的气体快速流动、气压下降,相对喷料流道103形成负压区,因此喷料流道103内气体也会随之被带出,导致喷料流道103内的气体会如图6中d方向所示,出现气压下降;与粉料槽1022的连接处为喷料流道103的最高压处,但仍低于常压,因此如图5所示,弹性密封件105在压差作用下开放,并且由于负压作用粉料槽1022内的催化剂粉末被逐渐带出,部分催化剂在负压作用下进入喷料流道103内,并最终送至喷气流道104内与乙炔气一起喷射在线缆的破损点701上,从拨动旋拨件200起,约30~120s即能够实现线缆护套的有效修复。
[0092]
如本实施例,对线缆上破损面积约为1.1cm2、破损最大深度约2mm的破损点进行快速修补时,从拨动旋拨件200起总计耗时约48s。对修补后的修补点进行防水性检测,检测结果表明,其完全满足光缆和/或电缆国家标准中对于防水性的规定。
[0093]
相较于常规的修补方式,本发明采用无接触的修补,具有更高的安全性。尤其对于通电线缆或周围存在通电线缆的情况下,能够实现无需断电的无接触修补,适用性强、修补效果优异。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。