用于检查车辆的机械零件的合规性的方法
1.本发明涉及对车辆的机械零件实行的合规性检查领域,并且更特别地涉及一种用于自动检测缺陷的方法。
2.一些机械零件涉及车辆的乘客的安全。因此,此类零件的制造商必须根据预定义的规范,通过合规性的合规性检查来确保其合规性。
3.合规性检查特别地使得可以标识、局部化和保证不存在例如由材料的生产中的问题或由机械零件的表面处理(在晶间水平下)导致的任何表面或潜在冶金缺陷。
4.随后,作为示例并且以非限制性的方式,对特定的机械零件(转向系统的齿条)实行合规性检查。然而,合规性检查可以应用于其他机械零件,诸如驱动小齿轮、连接杆、凸轮轴或转向节。
5.齿条是使得可以经由系杆来使车轮转向(也就是说,使得可以改变车轮的取向角度)的机械零件。齿条通常在400mm和900mm米之间。它由铁磁材料制成。它包括具有通常圆柱形形状、具有通常在22mm和34mm之间的直径的主体以及齿接部。
6.齿接部包括多个齿部,该多个齿部沿着横向于齿条的伸长轴线的轴线延伸。每个齿部通过齿槽与相邻齿部分离。每个齿部包括由齿顶连接的右齿部侧面和左齿部侧面。
7.在齿条的制造期间,可能产生缺陷。更具体地说,主体可能至少有一个“杆线”。其包括沿齿条的伸长轴线延伸的线性缺陷。此外,齿接部可能有缺陷(下文中称为“裂纹”),这些缺陷的尺寸通常至少为1mm长,以及至少为5μm宽。因此,有必要实行每个齿条的合规性检查(也就是说,针对不存在缺陷的检查)。
8.目前,齿条的合规性检查包括以下步骤:
9.‑
通过磁化设备对齿条进行磁化,从而使得可以在齿条中扩散电流;
10.‑
通过喷射设备利用显影剂产品对齿条进行喷射,显影剂产品在紫外线下变为有荧光;
11.‑
由操作员检查齿条;
12.‑
消磁。
13.‑
这种合规性检查当然可以适用于齿条以外的不同机械零件。
14.由操作员检查齿条的步骤一方面要求操作员出现在由uv光照射的空间中,以及另一方面要求操作员抓住要检查的齿条,以便能够观察主体和齿接部,以便检测任何缺陷。
15.缺点是这种方法容易受人为错误的影响。因此,缺陷可能不能被操作员检测到。
16.本发明旨在通过提出一种用于检查车辆的机械零件的合规性的方法来克服所有或部分前述缺点,该方法包括:旨在产生机械零件的研究图像的图像捕获步骤;以及由分析单元分析研究图像的步骤;以及发出指示机械零件是合规性的还是相反地是非合规性的结果信号的结果阶段。
17.在图像捕获步骤期间,图像捕获装置产生机械零件的至少一个研究图像。所述研究图像是尺寸为n*m个像素的数字图像,其中n≥1且m>1。像素是图像的最小组成元件。像素由表示其亮度和其颜色的其值定义。
18.定义一组像素由至少两个像素构成,其中第一像素的至少一侧与第二像素的一侧
并置,第一像素和第二像素具有包含在确定范围内的值和/或颜色。一组像素是对应于机械零件的元件的研究图像的特性表示,诸如缺陷、齿顶、齿侧面等。换句话说,特性表示是特定于研究图像上的机械零件的元件的表示的、研究图像的形状或表面。相同元件的特性表示例如根据在其下产生研究图像的照明状况、视角或机械零件的表面状况而变化。
19.分析步骤接收表示机械零件或机械零件的至少一部分的研究图像作为输入。当机械零件是齿条时,研究图像至少部分表示齿条的主体或齿接部。
20.分析步骤使得可以检测机械零件上的缺陷的存在或不存在。
21.根据本发明的特征,分析步骤包括将研究图像的一组像素的至少一个性质的值与对应于至少一个检测标准的至少一个性质的参考值进行比较的阶段。
22.比较阶段根据研究图像确定检测机械零件上的缺陷的存在或不存在。更具体地,比较阶段将研究图像的一组像素的至少一个性质的值与对应于检测标准的至少一个性质的参考值进行比较,并且根据至少一个检测标准来确定研究图像是否具有一组像素(即,特征表示),从而揭示机械零件上的缺陷的存在。
23.比较阶段是迭代的,以便比较研究图像的所有组像素。
24.该至少一个检测标准是该组像素的可测量的幅值,即,该组像素的性质的参考值。检测标准由操作员或机器公正地进行选择,以便允许在研究图像中检测表示缺陷的一组像素(即,其性质验证了检测标准的一组像素)。
25.为了便于选择检测标准,机械零件的研究图像根据定义的可再现的参数产生。这些参数是图像捕获装置和检查方法外部的量。
26.以这样的方式,可以在图像捕获步骤期间根据定义的参数产生一个或多个机械零件的多个图像。然后,可以检查多个图像上的缺陷的存在或不存在,并且因此确定单个或多个机械零件符合对于所有研究图像相同的至少一个检测标准。
27.根据本发明的用于检查齿条的合规性的方法基于研究图像和基于客观性检测标准。因此,寻找机械零件上的缺陷不再由操作员主观确定。
28.检查方法的目的是从没有缺陷的机械零件中挑选出具有缺陷的机械零件。因此,分析步骤包括结果阶段。结果阶段通过发送结果信号来指示机械零件是否具有缺陷。
29.更具体地,如果比较阶段检测到其性质验证了至少一个检测标准的一组像素,则机械零件具有缺陷。相反,如果比较阶段没有检测到验证至少一个检测标准的任何组像素,则机械零件不包含任何缺陷,机械零件是合规性的。
30.结果信号可以由听觉或视觉信号组成。
31.结果信号被传输给操作员或挑选齿条的挑选机。
32.结果信号是合规性信号或缺陷信号。
33.根据本发明的特征,自动执行图像捕获步骤。
34.因此,由机器客观地检查产生研究图像的参数。
35.根据本发明的特征,分析步骤由包括至少一个处理器的分析单元自动执行,也就是说没有人类的干预。
36.因此,机械零件上的缺陷的检测不受人为错误的影响。缺陷的检测是客观的。
37.根据本发明的特征,比较阶段将研究图像的一组像素的多个性质的值与对应于多个检测标准的多个性质的参考值进行比较。
38.根据本发明的特征,该方法以及特别是比较阶段是迭代的。
39.根据本发明的特征,分析步骤包括定义阶段,在该阶段期间定义至少一个检测标准。
40.定义阶段使得操作员或机器能够根据已经产生图像的参数来修改至少一个检测标准,即至少一个性质的参考值。
41.根据本发明的特征,检测标准由也被称为“机器学习”或“深度学习”的机器学习过程来确定。
42.根据本发明的特征,机械零件是车辆的转向系统的一部分。
43.根据本发明的特征,机械零件是齿条。
44.根据本发明的特征,至少一个检测标准由以下定义:具有值和/或给定颜色的一组像素的宽度、具有值和/或给定颜色的一组像素的高度。
45.因此,根据产生研究图像的参数,操作员或机器可以修改检测标准。
46.根据本发明的特征,图像捕获步骤包括原始图像阶段,在该原始图像阶段期间,至少一个图像捕获装置产生机械零件的至少一个原始图像。
47.机械零件的原始图像取决于产生研究图像的参数和取决于图像捕获装置的设置。
48.根据本发明的特征,图像捕获装置产生至少一个原始黑白图像。
49.原始黑白图像包括像素矩阵,所述像素仅由其值定义。黑色具有为0的值。白色具有为255的值。值在0和255之间的像素具有更多或更少深灰色的色调。
50.黑白图像减少了可以选择的检测标准的数量,因为图像的像素没有颜色。
51.根据本发明的特征,在原始图像阶段期间,图像捕获装置产生第一图像,在其期间机械零件被白光照射。
52.白光是包括可见光谱(即大约400nm和800nm之间的波长)的多个电磁辐射、或者包括对应于加性合成的原色(即红色、绿色和蓝色)的相同强度的辐射的多色光。
53.第一图像使得可以确定图像中存在的区域,但是不能使得可以可靠地检测缺陷的表示特性。这些是光亮区域。
54.在第一图像中,光亮区域显现为白色,而机械零件的其余部分为浅灰色。
55.第一图像被用于在分析步骤期间创建图像中的不应进行自动分析的区域的几何遮罩。
56.根据本发明的特征,在原始图像阶段期间,图像捕获装置产生第二图像,在其期间机械零件被紫外线照射。
57.紫外线是包含波长小于约400nm的辐射的光。
58.为了检测机械零件上存在的缺陷,已知利用在紫外线下变为有荧光的显影剂产品喷射所述机械零件。
59.第二图像使得可以突出显示在紫外线下将闪光的缺陷的可能存在。因此,在第二图像上,缺陷显现为白色,而机械零件的其余部分是深灰色。
60.根据本发明的特征,第一图像具有与第二图像相同的尺寸。
61.根据本发明的特征,机械零件的位置在第一图像和第二图像中是相同的。
62.根据本发明的特征,图像捕获步骤包括至少一个原始图像的图像处理阶段,以便获得研究图像。
63.图像处理阶段对经处理的原始图像的至少一个像素的值和/或颜色进行修改。
64.处理阶段还可以组合多个原始图像,以便获得新图像。
65.处理阶段可以最终组合多个图像,以便创建新图像。例如,如果图像捕获装置是线性图像捕获装置,则原始图像是尺寸接近1*n像素的线性图像,其中n≥1。线性图像具有均匀的亮度。因此,处理阶段可以组合线性图像,以便获得其特征为机械零件的显影视图的新图像。
66.处理阶段可以改变原始图像的对比度或亮度、提高清晰度或改变颜色。
67.以这样的方式,可以获得可以在其上检测到缺陷的研究图像。
68.根据本发明的特征,在图像处理阶段期间,从第一图像中减去第二图像,以便获得研究图像。研究图像是根据第一图像和第二图像创建的新图像。
69.减去两个图像的操作包含从第一图像的每个像素值中减去第二图像的来自相对应的像素的像素值,以便获得研究图像的相对应的像素的值。
70.减法操作可以由下面的公式来示出:
71.[数学式1]
[0072][0073]
其中研究图像的坐标为(x,y)的像素值,第一图像的坐标为(x,y)的像素的值,第二图像的坐标为(x,y)的像素的值。
[0074]
减法操作使得可以增加第二图像中存在的缺陷的对比度。
[0075]
在缺陷在第二图像上是白色的的情况下,表示缺陷的像素具有接近255的高值。
[0076]
在第一图像上分析的像素通常是灰色的,因此值小于255,例如接近0。
[0077]
因此,在减法操作期间,表示研究图像中的缺陷的像素的值接近
‑
255。任何负值被同化为值0。因此,研究图像上的表示缺陷的像素是黑色的。
[0078]
机械零件的其余部分在第一图像上以浅灰色显现,在第二图像上以深灰色显现,因此第一图像的像素的值大于第二图像的像素的值。因此,研究图像的像素的值高,也就是说,机械零件在研究图像上以浅灰色显现。
[0079]
以这样的方式,在研究图像上,缺陷的对比度增加到对机械部分不利,即机械部分的几何变化的对比度降低。
[0080]
比较阶段使用已经经过处理的图像以便增加缺陷的对比度。
[0081]
因此,至少一个检测标准更容易确定。
[0082]
根据本发明的特征,减法操作之后可以是在其期间推导每个标识的缺陷的数量和/或位置的步骤。
[0083]
由于下文中的描述,将更好地理解本发明,该描述涉及作为非限制性示例给出并参考附图进行解释的根据本发明的实施例,在附图中:
[0084]
[图1]是使得可以执行根据本发明的检查方法的安装件的第一角度下的视图;
[0085]
[图2]是图1的安装件的第二角度下的视图;
[0086]
[图3]是用于生成至少一个原始图像的设备的示意性表示;
[0087]
[图4]是根据本发明的检查方法的流程图;
[0088]
[图5]是在根据本发明的图像捕获步骤期间拍摄的齿条的齿接部的第一图像;
[0089]
[图6]是图5的齿条的齿接部的第二图像;
[0090]
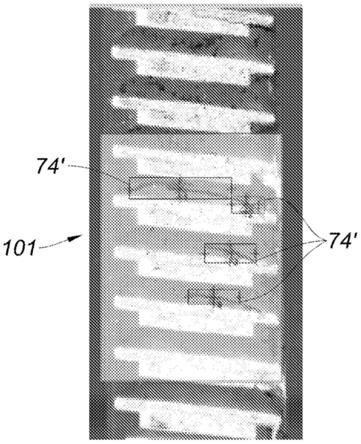
[图7]是根据本发明的研究图像;
[0091]
[图8]是根据本发明的比较阶段的图像;
[0092]
[图9]是分析步骤的流程图。
[0093]
图1和图2示出了使得可以执行根据本发明的检查方法100的安装件1。安装件1包括设置有两条输送带21的输送机2。所述输送机2包括旨在接收用于车辆的转向系统的齿条10的“v”形支撑件。齿条10旨在横向定位在输送带21上。输送带21可相对于另一输送带移动。因此,两个输送带21之间的间距根据所述齿条10的长度进行调节。
[0094]
安装件1包括磁化设备3。磁化设备3在齿条10中扩散电流,以便使其具有磁性。
[0095]
安装件1包括用于喷射显影剂产品的设备4。显影剂产品是在紫外线下发出荧光的产品。显影剂产品包含水碱。
[0096]
安装件1包括用于干燥显影剂产品的设备5。干燥设备5在齿条10中感应出电流,以增加其温度,并且因此使显影剂产品干燥。
[0097]
安装件1还包括用于生成至少一个图像的设备6。图3是用于生成至少一个图像的设备6的示意性表示。
[0098]
用于生成至少一个图像的所述设备6包括平行于齿条10的伸长轴线定位的4个第一图像捕获装置61。第一图像捕获装置61由相机组成。第一图像捕获装置61相对于安装件1固定,更具体地,它们固定在沿着齿条10的伸长轴线延伸的支撑件63上。第一图像捕获装置61是所谓的线性图像捕获装置。第一图像捕获装置61中的每一个产生40
°
的原始线性图像(可配置为20
°
到120
°
)。第一图像捕获装置61产生原始黑白图像。第一图像捕获装置61在白光下或在由紫外灯7发射的紫外线下操作。
[0099]
用于生成至少一个图像的所述设备6还包括被定位成以便与齿条10的伸长轴线形成小于90
°
的角度的2个第二图像捕获装置62。2个第二图像捕获装置62由相机组成。2个图像捕获装置62相对于横向于齿条10的伸长轴线的轴线对称定位。第二图像捕获装置62固定到2个第二图像捕获装置62的移动系统,以及更具体地固定在2个第二图像捕获装置62的沿着齿条10的伸长轴线的平移系统64上。第二图像捕获装置62是所谓的矩阵图像捕获装置。第二图像捕获装置62产生矩阵原始黑白图像。第二图像捕获装置62在白光下或在由紫外灯7发射的紫外线下操作。
[0100]
用于生成至少一个图像的所述设备6还包括用于移动齿条10的系统。用于移动齿条10的系统包括用于围绕齿条10的伸长轴线旋转齿条10的系统65。为了使齿条10围绕其伸长轴线旋转,旋转系统65包括与齿条10的一端接触的轴线元件。
[0101]
用于生成至少一个图像的所述设备6还包括用于将至少一个图像传输到分析单元9的设备8。
[0102]
分析单元9是连接到屏幕的处理器,优选地,分析单元9被定位在距用于生成至少一个图像的设备6一定距离处。
[0103]
安装件1还包括用于对齿条10消磁从而使得可以对所述齿条消磁的设备3’。
[0104]
图4是根据本发明的检查方法100的流程图。
[0105]
用于检查齿条10的合规性的方法100实现了以上描述的安装件1。
[0106]
检查方法100包括将齿条10放置在输送机2上的步骤20。放置步骤20由操作员或由机器执行。操作员或机器将齿条10的每个端部定位在输送带21的支撑件上。
[0107]
输送机2将齿条10带到磁化设备3,该磁化设备实行磁化齿条10的步骤30。
[0108]
然后,在喷射步骤40期间,由喷射设备4利用显影剂产品喷射齿条10。
[0109]
干燥设备5在齿条10中感应出电流,以增加其温度,并且因此在干燥步骤50期间使显影剂产品干燥。因此,显影剂产品在图像捕获步骤60期间是干燥的,并且几乎不产生光亮区域。
[0110]
输送机2将齿条10带到用于生成至少一个图像的设备6,该设备执行齿条10的图像捕获步骤60。图像捕获步骤60生成齿条10的研究图像101。
[0111]
更具体地,图像捕获步骤60包括原始图像阶段68。
[0112]
原始图像阶段68包括在白光下以便生成第一棒状图像,然后在紫外线下以便生成第二棒状图像的棒状图像捕获阶段。在棒状图像捕获阶段,齿条10的旋转设备65执行齿条10的预定角度的逐步旋转,并且第一图像捕获装置61中的每一个在每个旋转步骤产生第一图像和第二棒状图像。
[0113]
换句话说,在第一步骤“n”,第一图像捕获装置61中的每一个在白光下然后在紫外线下产生齿条10的线“m”的一部分的原始图像。齿条10的面向第一图像捕获装置61的表面的在齿条10的整个长度上延伸的区域被称为齿条10的线。
[0114]
在下一步骤“n 1”,齿条围绕其伸长轴线以预定角度枢转。线“m 1”然后面向第一图像捕获装置61。第一图像捕获装置61中的每一个在白光下然后在紫外线下产生齿条10的线“m 1”的一部分的原始图像。
[0115]
一旦齿条已经围绕其伸长轴线执行了完整的旋转,也就是说,当线“m”再次与第一图像捕获装置61相对时,在白光和紫外线下已经产生了该组齿条线的原始图像。
[0116]
原始图像阶段68然后包括在白光下以便生成第一齿接部图像、然后在紫外线下以便生成第二齿接部图像的齿接部图像捕获阶段。在齿接部图像捕获阶段,2个第二图像捕获装置62中的每一个在白光下然后在紫外线下产生齿条10的齿接部12的原始图像。
[0117]
更具体地,第二图像捕获装置62中的一个被定向成能够拍摄齿接部12的至少一个齿部71的右齿部侧面70的原始图像,而另一图像捕获装置62被定向成能够拍摄至少一个齿部71的左齿部侧面的图像。第二图像捕获装置62的景深使得可以在同一原始图像上拍摄3个齿部侧面。
[0118]
因此,齿条10被定向成以便将齿接部放置为面向第二图像捕获装置62。第二图像捕获装置62在白光下然后在紫外线下拍摄前三个齿部“d”的右和左齿部侧面70的原始图像。然后,第二图像捕获装置62通过平移系统64而被平移了预定距离。预定距离取决于第二图像捕获装置62的景深。第二图像捕获装置62在白光下然后在紫外线下拍摄接下来三个齿部“d 1”的右齿部侧面70和左齿部侧面的原始图像。以这样的方式,产生了该组齿部12的所有齿部71的右齿部侧面70和左齿部侧面的原始图像。
[0119]
图像捕获步骤60包括图像处理阶段69。图像处理阶段69组装在白光下拍摄的4个线部分“m”的原始棒状图像,以便形成齿条10的线“m”的图像。然后,处理阶段69组装在白光下拍摄的线“m 1”的4个部分,以便形成齿条10的线“m 1”的图像。最后,处理阶段69将在白
光下拍摄的线“m”的图像与在白光下拍摄的线“m 1”的图像组装,以便产生对应于在白光下拍摄的齿条10的主体的显影视图的第一棒状图像。
[0120]
同样地,处理阶段69产生对应于在紫外线下拍摄的齿条10的主体的显影视图的第二棒状图像。
[0121]
处理阶段69组装在白光下拍摄的齿条的右齿部侧面70的原始图像,以便获得对应于齿接部12的右齿部侧面70的显影视图的齿接部72的第一图像。图5示出了齿接部72的第一图像。齿接部12具有浅灰色,而齿部71的齿顶和齿部71的齿槽是白色的,因为齿71的齿顶和齿71的齿槽在白光下是光亮区域。
[0122]
以同样的方式,处理阶段69组装在紫外线下拍摄的齿条的右齿部侧面70的原始图像,以便获得对应于右齿部侧面70的显影视图的第二齿接部图像73。第二齿接部图像73在图6中示出。齿接部12是深灰色的,而缺陷74是白色的。实际上,在紫外线下产生的所述图像上,已经引入到裂纹74中的显影剂产品显现出荧光,并且因此是光亮的。
[0123]
当然,处理阶段69对在白光下拍摄的齿条的左齿部侧面的的原始图像实行相同的处理。
[0124]
然后,处理阶段69实行从第一齿接部图像72中减去第二齿接部图像73,以创建研究图像101。研究图像101表示在图7中。
[0125]
可以看出的是,在研究图像101中,缺陷74以黑色显现出,并且在以浅灰色显现出的右齿部70的侧面上清晰可见。
[0126]
由用于生成至少一个图像的设备6拍摄的研究图像101在用于由传输设备8将研究图像传输80到分析单元9的步骤期间被传输。
[0127]
分析单元9执行研究图像101的分析步骤90。
[0128]
分析步骤90包括定义阶段92,在该阶段期间定义至少一个检测标准x,例如,可以定义3个检测标准。检测标准x对应于研究图像101的一组像素的性质的参考值。
[0129]
分析步骤90包括比较阶段93,在该比较阶段期间检测研究图像101的第一组像素。然后,将所述第一组像素的第一性质的值与对应于第一检测标准的所述第一性质的参考值进行比较。然后,将所述第一组像素的第二性质的值与对应于第二检测标准的所述第二性质的参考值进行比较。前面的操作重复的次数和所定义的检测标准一样多。
[0130]
然后利用第二组像素重复前面的操作,并且重复的次数与检测到的像素组一样多。
[0131]
然后,比较阶段将以结果表的形式实行的比较的结果r传输到结果阶段94。
[0132]
结果阶段94确定研究图像101的一组像素的至少一个性质的至少一个值是否验证至少一个检测标准,然后发射指示齿条10是合规性的还是相反地非合规性的结果信号c、d。
[0133]
结果阶段94也可以显示在其上显现出所检测的缺陷74’的研究图像101,如图8所示。
[0134]
如果齿条10没有任何棒状线或裂纹类型的缺陷,则齿条10被宣布为合规性的。然后由分析单元9发射合规性信号c。如果齿条10具有棒状线或裂纹类型的缺陷,则齿条10被宣布为非合规性的。然后,由分析单元9发射缺陷信号d。
[0135]
根据合规性信号c,输送机2将齿条10带到消磁设备3’,该消磁设备执行用于使齿条10消磁300的步骤。
[0136]
根据缺陷信号d,在排出步骤400期间,由操作员或从输送机2移除所述齿条的机器排出齿条。齿条不经历消磁步骤300。
[0137]
以这样的方式,安装件1允许对齿条10进行合规性检查。
[0138]
当然,本发明不限于附图中描述和表示的实施例。在不脱离本发明的保护范围的情况下,修改仍然是可能的,特别是关于各种元件的构造或者通过技术等同物的替换。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

