一种气道管理装置以及制造物体的方法
1.相关申请的交叉引用
2.本技术要求美国临时专利申请第62/803,122号的优先权,其公开内容通过参考并入本文。本说明书中提到的所有出版物、专利和专利申请都通过引用并入本文,如同每个单独的出版物或专利申请都被具体且单独地指出通过引用并入。
背景技术:
3.喉罩气道(lma)已经成为气管插管或面罩的替代物,用于在全身麻醉期间管理气道。“经典型”lma(clma)为由液体硅橡胶(lsr)制成的人工气道装置,其包括一端通向椭圆形中空且可充气的面罩部分内部的弯曲或柔性管,其配合和功能占据喉后面的空间并围绕喉入口的周界密封。该装置不会穿透喉的内部,因此避免了声带损伤。针对clma的对858篇出版物的荟萃分析(brimacombe,“the advantages of the lma over the tracheal tube or facemask:a meta
‑
analysis”(《lma相对于气管导管或面罩的优势:荟萃分析》),can j anaesth(《加拿大麻醉学杂志》),1995;42:1017
‑
23)确定,与气管内导管(ett)和面罩(fm)相比,clma提供了更快的速度和更容易放置、血液动力学稳定性和改善的氧饱和度。与ett相比,clma的单个最大缺点是胃注气频率较高,而对于fm,其单个最大缺点是胃食管返流(gor)。总的来说,注意到插入技术可能没有被充分定义,因此次优定位可能会影响结果。还注意到,与ett相比,clma导致呼吸功(wob)增加。
4.后来的研究(roux m,drolet p,girard m,grenier y,petit b,“effect of the laryngeal mask airway on oesophageal ph:influence of the volume and pressure inside the cuff”(《喉罩气道对食管ph的影响:套囊内容积和压力的影响》),br j anaesth(《英国麻醉学杂志》),1999年4月;82(4):566
‑
9)证实:通过比较麻醉期间食管的ph水平,使用clma时与使用面罩和口咽气道相比,gor的发生率更高。使用clma时,显而易见的是食管下部的平均ph降低并且ph低于4.0的时间百分比增加。套囊压力或充气容积与gor发生率之间没有确定的相关性。
5.进一步的研究(reissmann h,pothmann w,fcillekrug b,dietz r,schulte am esch j.,“resistance of laryngeal mask airway and tracheal tube in mechanically ventilated patient”(《机械通气患者中喉罩气道和气管导管的阻力》),british journal anaesth(《英国麻醉学杂志》),第85卷,第3期,2000年9月1日,第410
‑
416页)比较了机械通气患者中clma和ett的吸气气流阻力。尽管尺寸为4的lma的气流阻力应小于适当尺寸的ett(8.5mm的内径),但是由于密封抵靠喉口的lma与气管之间的解剖学结构具有很大的可变性,因此clma和喉一起的平均气流阻力与ett相比没有临床相关性差异。此外,该研究得出结论,clma存在于喉咽实际上可能会改变上气道的几何形状,导致声门开口变窄,进一步增加气流阻力。
6.brain在美国专利第us6079409a号中公开了插管喉罩气道(ilma)。clma的柔性气道导管被配备有近端引导手柄的解剖学弯曲的大口径不锈钢管代替。brain等人的结论是,在初步评估中,ilma似乎是没有胃误吸风险的常规和困难气道患者的有效的通气装置和插
管引导件(brain aij,verghese c,addy ev,kapila a,brimacombe j.,“the intubating laryngeal mask.ii:a preliminary clinical report of a new means of intubating the trachea”(《插管喉罩,二:气管插管新方式的初步临床报告》),《英国麻醉学杂志》,第79卷,第6期,1997年12月1日,第704
‑
709页”。与标准clma相比,ilma配置有直径更大但更短的气道导管,其足够刚性以便引导适当长度的ett穿过面罩并进入声门。150名患者中有149名患者(99.3%)使用ilma气管插管成功,其中75名患者(50%)在首次尝试时插管成功。在具有潜在或已知气道障碍的患者中,ilma需要的调整操作要少得多。研究中使用的ett为原型,特征在于直的套囊和柔性硅胶管。
7.定位于喉咽中并在食管上括约肌(oes)处形成屏障,clma及其变形的主要局限性在于患者的肺不能可靠地被保护免受胃内容物反流(keller c,brimacombe j,bittersohl j,lirk p,von goedecke a.,“aspiration and the laryngeal mask airway:three cases and a review of the literature”(《误吸和喉罩气道:三个病例和文献综述》),《英国麻醉学杂志》,第93卷,第4期,2004年10月1日,第579
‑
582页)。keller等人评估了使用lma误吸的三个病例,其中胆汁染色液体从气管中移除。在每一个病例中,lma都由ett取代。在这些病例中的一个病例中,使用了ilma,但可以在还没有执行插管前就发生了误吸。因此,误吸风险的预先评估被认为对于确定是否应该使用lma以及如果应该的话使用哪种类型的lma至关重要。ilma已经记载与clma相比增大的口咽渗漏压力,但是咽粘膜压力更高并且超过毛细血管灌注压力。因此,ilma不适合作为常规气道管理装置,并且应在插管完成后就移除(keller c,brimacombe j.,“pharyngeal mucosal pressures,airway sealing pressures,and fiberoptic position with the intubating versus the standard laryngeal mask airway”(《使用插管vs标准喉罩气道的咽部粘膜压力、气道密封压力和光纤位置》),《麻醉学》,1999年第4期,第90卷,第1001
‑
1006页)。声门上气道装置(其中“声门上”的意思是“在喉的上方”)已经被分为第一代或第二代(cook t,howes b.,“supraglottic airway devices:recent advances”(《声门上气道装置:最近的进展》),continuing education in anaesthesia critical care&pain,第11卷,第2期,2011年4月1日,第56
‑
61页)。因此,clma和ilma被称为第一代sad(即声门上气道装置),因为它们都不能防止胃误吸。
8.美国专利申请公开第2012/0211010a1号中描述的lma“proseal”(plma)是第二代sad,因为它配置有内置的胃引流(gd)导管,由此消化道和呼吸道分离,允许胃液进入或逸出,降低胃吹入和肺误吸的风险(brain aij,verghese c,strube pj.,“the lma
‘
proseal’—a laryngeal mask with an oesophageal vent”(《lma
‘
proseal’——带有食管出口的喉罩》),《英国麻醉学杂志》,第84卷,第5期,2000年5月,第650
‑
654页)。公认的是,在静止状态下,喉咽通常是关闭的,然而,任何充分地占据喉咽以形成食管密封并提供gd的sad必须打开食管,并在这样做时向前推动声门(o’neil mj.,“mechanical closure of the vocal cords with the lma proseal”(《使用lma proseal机械闭合声带》),《英国麻醉学杂志》,2002第89卷,第6期,第936
‑
937页)。brimacombe等人报告了当在完全瘫痪的患者中使用plma时,声带闭合与声门入口前后径减小有关(brimacombe j,richardson c,keller c,donald s.,“mechanical closure of the vocal cords with proseal laryngeal mask airway”(《用proseal喉罩气道机械闭合声带》),《英国麻醉学杂志》,
care&pain,第14卷,第2期,2014年4月1日,第47
‑
51页)被描述为声带持续闭合,导致患者气道的部分丧失或完全丧失。这是一种防止误吸的原始反射,但是在全身麻醉下会有问题。因此,可以得出结论,声门狭窄或声带闭合的发病机制可以是机械性的,也可以是生理性的,后者是插入sad期间神经支配的结果,或者如果麻醉程度较轻则会发生。
10.i
‑
gel是另一种第二代sad,其特征是不可充气套囊和引入胃导管的可能性(theiler l,gutzmann m,kleine
‑
brueggeney m,urwyler n,kaempfen b,grief r.,“i
‑
gel
tm
supraglottic airway in clinical practice:a prospective observational multicentre study”(《临床实践中的i
‑
gel
tm
声门上气道:一项前瞻性观察性多中心研究》),《英国麻醉学杂志》,109(6):990
‑
5(2012)),以排出胃液。它依靠套囊的软sebs(苯乙烯
‑
乙烯/丁烯
‑
苯乙烯)凝胶状物质来与喉入口的解剖学差异相一致。作者注意到在插入期间出现的困难是由于不可充气套囊的体积,即它不能放气成扁平轮廓以方便通过牙齿和舌头。插入和随后的固定导致舌头向外突出,并在牙齿和相对直的气道管的近端之间被紧紧夹住。
11.关于与plma和slma相比的i
‑
gel在尸体上的食管密封效果的研究表明,当plma和slma的远侧套囊正确放置在喉咽时,相应的密封压力是i
‑
gel的三倍和两倍(schmidbauer w,bercker s,volk t,bogusch g,mager g,kerner t.,oesophageal seal of the novel supralaryngeal airway device i
‑
gel
tm
in comparison with the laryngeal mask airways classic
tm
and proseal
tm
using a cadaver model”(《使用尸体模型进行的与喉罩气道classic
tm
和proseal
tm
相比的新型喉上气道装置i
‑
gel的食管密封》),《英国麻醉学杂志》,第102卷,第1期,2009年1月1日,第135
‑
139页)。尽管尸体不能准确地代表人体,但是该研究强调了sad不能像ett那样可靠地防止误吸。russo等人对与slma相比的i
‑
gel的体内位置进行的磁共振成像研究表明,两种装置对声门都有显著影响,slma更甚,这是因为充气套囊更大(russo sg,cremer s,eich c,jipp m,cohnen j,strack m,quintel m,mohr a.,“magnetic resonance imaging study of the in vivo position of the extraglottic airway devices i
‑
gel
tm
and lma
‑
supreme
tm
in anaesthetized human volunteers”(《对麻醉人体志愿者的声门外气道装置i
‑
gel
tm
和lma
‑
supreme
tm
的体内位置进行的磁共振成像研究》),《英国麻醉学杂志》),2012年12月;109(6):996
‑
1004)。slma更深地伸入到uos中,而i
‑
gel在uos的上层引起更大的膨胀。slma的解剖学气道对舌软组织几乎没有影响,而更直和半刚性的i
‑
gel压缩舌头,导致更高的粘膜压力。虽然可以通过i
‑
gel插管,但是i
‑
gel相对直的气道缺乏解剖学曲度,降低了其与ilma相比的首次插管的速率。
12.除了声带的机械闭合外,舌侧(brimacombe j,clarke g,keller c.lingual nerve injury associated with the proseal laryngeal mask airway:a case report and review of literature(《与proseal喉罩气道相关的舌侧神经损伤:病例报告和文献回顾》),《英国麻醉学杂志》,2005年;95:420
‑
3)、舌下和喉返(michalek p,donaldson w,votrubova e,hakl m.complications associated with the use of supraglottic airway devices in perioperative medicine(《与在围手术期医学治疗中使用声门上气道装置相关的并发症》,《国际生物医学研究》,2015,文章编号746560,13页)神经损伤在无论是可充气套囊还是不可充气套囊的各种病例研究中都有报道。相对于舌侧,这样的损伤最可能的原因是来自气道导管(舌侧)或套囊(舌下和喉返)的压力神经损伤。提到了两个促
成因素:所选的plma(聚甲基丙烯酸甲酯)尺寸过小,因此套囊尺寸过小;其次,使用一氧化二氮。给尺寸过小的套囊过度充气以提高密封效果和套囊内氧化亚氮扩散的逐渐增加(cros am,pitti r,conil c,giraud d,verhulst j.severe dysphonia after use of a laryngeal mask(《使用喉罩后严重的发音困难》),《麻醉学》,1997;86:497
‑
500),特别是如果手术时间延长,增加套囊压力。关于喉神经损伤,michalek等人得出结论,神经损伤的病因是多因素的,套囊是重要的促成因素,要么在插入期间过于僵硬,要么就位时直接压迫神经结构。
13.与ett相比,clma插管提供了更快的速度和更容易的放置、血液动力学稳定性和更好的氧饱和度。然而,它不能可靠地保护肺部免受胃内容物的反流。clma的变体包括配置有更大直径和更短气道导管的ilma,其足够刚性以引导柔性ett穿过面罩并进入声门。使用ilma进行气管插管获得了成功,但不提供胃内容物的入口或泄露口,以降低肺误吸的风险。此外,不建议将其用作常规气道装置。
14.在文献中经常提到首次插入率、套囊过度充气以及定位不正确。在描述套囊压力与容积的关系时,bick等人(bick e,bailes i,patel a,brain al.fewer sore throats and a better seal:why routine manometry for laryngeal mask airways must become the standard of care(《喉咙痛更少并且密封更好:为什么喉罩气道常规测压必须成为护理的标准》),《麻醉学》,2014年12月;69(12):1304
‑
8)证实了可充气套囊从低容量时的负弹性反冲变为高容量时的正反冲。在不扭曲或扩张lsr套囊材料的情况下,尺寸为4的clma的建议充气量为30ml。咽部虽然不如气管刚性,但是确实能显著防止扩张。一旦插入,就推断出维持令人满意的口咽渗漏压力的充气量实际上小于30ml,因此该证据表明喉咙痛与套囊压力过大有关。粘膜压力增加以及与喉、咽和食管的轮廓不一致也是过度充气的直接后果。lma存在于喉咽改变了上气道的几何形状,导致声门开口变窄,从而与气管插管相比,进一步增加了气流阻力和增加的wob。
15.可以总结的是,由液体硅橡胶(诸如plma)或聚氯乙烯弹性体(诸如slma)制成的第二代sad的特征性大体积构造在声带闭合的发病机理和神经损伤的原因或病因学中起着重要作用。关于plma,美国专利申请公开第2012/0211010a1号(第1页,第005段)教导了引流导管导管必须在其远端具有足够的刚性以承受充气套囊的压力,并且已经发现,这可能使得将放气装置正确插入患者的喉咙变得更加困难,而该插入是必要的或期望的。
16.美国专利申请公开第2012/0211010a1号公开了相对于第一代sad已经加厚的加强型后挡板27(第9页,第0111段)。包括被描述为后套囊65(图7和图8)的可充气容积,其由柔性面板62(第4页,第0051段)形成,覆盖在后挡板27上,并沿着周边63粘合到主套囊40的后部。主套囊40和后套囊65相互连接以便同时充气。在充气后,后套囊65内的压力压在后挡板27的椭圆形部分上,导致其向前突出,并潜在地使内部引流导管115向前移位。为了改善这种情况,该参考文献教导后挡板必须使用比第一代sad的后挡板更高计示硬度的液体硅橡胶(lsr)材料来加厚以及模制。为了抵消这种构造的附加体积,柔性面板62被模制成能够响应内部的膨胀压力而显著伸长的lsr薄板。
17.在功能上(第9页,第0108段),主套囊40的充气引起远侧区域45的膨胀,使其能够抵靠并适合于咽197和喉咽212。在进一步充气时,后套囊65导致柔性面板62和咽197的后部表面之间的初始接合。后套囊65内的压力向前推动主套囊40,压迫喉入口67周围的组织。这
加强了主套囊40和喉入口67周围的组织之间的密封接合,从而减少了这样的组织与主套囊40之间的泄漏。第4页第0051段描述了在安装和充气状态下此配置的初始描述。具体而言,在内部引流导管115的前切线和主套囊40的前表面所描述的平面之间测量到特征为最小深度为10mm(第9页,第0109段)的增加的前后空间(图9“b”)。为了保持理想的前后尺寸,远侧孔123必须楔入食管上括约肌,使得在主套囊40充气后,内部引流导管115被环形充气容积环绕。
18.此外,美国专利申请公开第2012/0211010a1号教导了后套囊65的过度充气(第9页,第0109段)将导致后挡板27的椭圆形部分87向前凸出,导致内部引流导管115相对于主套囊40移位,并失去前述前后部空间。如果此前后空间减小到最低水平以下,则内部引流导管可能会撞击喉咙32的解剖学结构,喉咙32通常存在于喉腔区域110中。因此,报告的声带闭合的病例与使用plma时声门入口前后直径的减小有关。
19.类似地,美国专利申请公开第2012/0145160a1号的slma(第1页,第0010段)在可应用于直接服务喉咽的面罩的远端设置胃排出开口,这导致这种面罩变得笨重且过度僵硬,从而导致难以正确插入面罩。具体来说,(第2页,第0013段)在任何这样的装置中,无论其由何种材料制成,增加食管引流本身就大大增加了制造的复杂性,并且还会影响装置在插入的容易性、密封的形成和防止吹入方面的性能。
20.使用pvc或类似的高性能粘性聚合物会进一步加剧这种复杂性。粘性聚合物具有粘性系数或随时间变化的应变率。在施加了负载,然后移除负载后,能量的释放不是立即的,而是随时间变化的。在插入和随后通过各种方法(不限于旋转和倾斜)操作sad的过程中,这种特征性粘度系数导致主套囊或套囊远侧部分的向后折叠和过度折叠,如anaesthetic and respiratory equipment
‑
supralaryngeal airways and connectors,iso 1 1712:2009(e)(麻醉和呼吸设备
‑
喉上气道和连接器,iso 1 1712:2009(e))所述。如此折叠的结果是不正确的密封形成以及吹气的高可能性。
21.此外,需要提供相对于气道密封并穿过可充气套囊的引流导管带来了特别困难的问题。就对功能性的影响而言,提供引流导管会导致面罩末端区域不可接受的变硬以及气道通路的阻塞和/或受限。slma的相对刚性的pvc气道导管2(第3页,第0049段)包括凹槽或通道20,该凹槽或通道20被配置在气道导管2的任一侧18和19(图1、图3和图10)以提高插入期间的弹性并防止扭结。食管引流导管41插入气道导管2(第4页,第0062段)中,并通过粘合剂固定到近端处的连接器主体43和远端处的后挡板4。这提供了小孔49中的流体连通,与大孔48(即气道导管2的内部)中的流体连通分开。肋和通道的添加增大了所组装装置1的体积,外部凹槽和通道(20)沿着气道导管侧面的内表面形成脊,减小了气道导管2的内部空间。食管引流导管41占据了该内部空间的正中平面。与连接器主体43和插头45对齐并用粘合剂粘合到连接器主体43和插头45,食管引流导管41的配置有效地阻碍了插管。
22.具有非充气套囊的可替代sad显示声门移位较小,同时相应地食管密封压力较低。在这种情况下,粗大的气道不能提供解剖学曲度,会压迫舌头,导致舌头向外突出,随后粘膜压力升高。虽然插管是可能的,但是ett的最大尺寸小于相同重量的推荐尺寸,例如,尺寸为4的i
‑
gel容纳内径为7.0mm的ett,而相同主体质量的推荐的ett内径为8.0mm至8.5mm。
23.典型地,食管引流导管必须穿过可充气套囊,这样做带来了特别困难的制造问题。此外,排放导管的设置产生了远侧末端不可接受的硬化,影响了在插入的容易性、密封的形
成和吹气的防止方面的性能。通常用于一次性可弃式sad的半刚性pvc和pvc弹性体加剧了上述困难,因为可接受的挠曲性能需要增加厚度,而这又会导致体积大。
24.尽管如此,仍需要单次使用的sad,其可以通过解剖学上的弯曲气道将适当大小的ett的胃引流和气管插管相结合,并且还可以用作常规气道管理装置;并且与过去的方法相反,通过不将食管引流导管(或者称为胃引流导管)暴露于套囊内的充气压力,可以显著地减小装置的体积。
25.wo2015119577描述了一种气道管理装置,其包括具有远端和用于接收氧气供应管的近端的主体。为了减小远端的体积,必须按比例减小整个装置的体积。这排除了粘合剂的使用,并重新定义了制造方法和材料选择。过去的方法已经提出将用于流体连通的通路或导管作为单独或独立的部件。还没有尝试将这些通路组合起来,以便它们的壁厚和特征可以共享,从而减小整体体积。除了sad的套囊部分被限制为凝胶状物质,该物质不能被放气以便于插入(i
‑
gel),聚烯烃诸如聚丙烯(pp)和嵌段共聚物sebs(苯乙烯
‑
乙烯/丁烯
‑
苯乙烯)之间的流变关系还没有被充分利用。sebs是一种热塑性弹性体(tpe),其特征在于各个聚合物细束中的硬域和软域。这些细束的终端嵌段是结晶苯乙烯,而中间嵌段是软乙烯
‑
丁烯嵌段。这些细束在苯乙烯端嵌段处连接起来,形成提供类似橡胶的弹性的物理交联。
26.因此,确定需要一种克服了一些或所有上述限制或其它有待发现的限制的改进的气道管理装置。
技术实现要素:
27.根据本公开的一个方面,提供了一种气道管理装置。在一个实施例中,所述装置包括主体,所述主体包括由与热塑性弹性体(tpe)苯乙烯
‑
乙烯/丁烯
‑
苯乙烯(sebs)共混的聚丙烯共聚物(pp)模制的外壳,所述外壳从所述主体的近侧开口延伸到远侧末端,所述外壳具有弯曲部分和直线部分。
28.在一些实施例中,所述装置还包括由聚丙烯共聚物(pp)模制的中间条带。所述中间条带可以在弯曲部分与直线部分的中间附接到所述外壳。
29.在一些实施例中,所述装置还可以包括第一sebs包覆模制部,所述第一包覆模制部包括在所述外壳上的后部轮廓部和远侧轮廓部。所述第一包覆模制部可包括远侧周边,所述远侧周边限定包覆模制的套囊膜的第一相对边缘,所述包覆模制套囊膜从所述周边切向地延伸成环形曲线,所述环形曲线的端点与所述第一相对边缘成间隔关系并且正交于所述第一相对边缘,所述端点限定开口后部周边或第二相对边缘并且及直线部分包覆模制近端,从而所述弯曲部分和所述直线部分利用所述中间条带的第一侧和第二侧的平面密封空隙而被结合成单个模制件。第二sebs包覆模制部可以闭合膜的开口长度,形成可充气套囊。
30.在一些实施例中,所述主体的所述后部轮廓部适于位于喉咽内,并且远端适于位于食管上括约肌内,紧邻远侧开口的上方形成食管密封。所述外壳的前部复合曲度为通道或胃引流导管的内部后部表面,从而减小所述远侧末端的体积。所述装置还可以包括环绕轮廓部,所述环绕轮廓部包覆模制所述外壳的所述前部复合曲度,并且所述环绕轮廓部适于定位并压靠在所述喉咽上,所述外壳的从远侧到近侧的全长配置提供抵抗所述远侧开口由于食管压力增加而向上移位的阻力。所述引流导管和引流导管远侧开口可以与未被可充气套囊的环形容积包围的远侧后部轮廓部成一体。
31.所述装置的闭合管状分段可以形成腔,从而为充气时向后移位的所述可充气套囊的远侧部分提供空间。在一些实施例中,穿过所述可充气套囊的任何水平横截面,至少对于胃引流导管的远侧部分的长度提供第一边缘和第二边缘。这些边缘可以大致或近似平行于弯曲部分的正中平面,使得第二次包覆模制后第一边缘与第二边缘之间的宽度等于远侧引流导管的外径。所述可充气套囊膜在所述第一边缘与所述第二边缘之间的曲度为具有均匀计示硬度的单一连续曲度,从而向后密封抵靠喉咽并且向前密封抵靠喉入口,而不具有粘合接头。
32.本公开还涉及一种使用气道管理装置的方法。所述方法可以包括在所述直线部分上提供可移除的连接器/适配器,以减少从所述主体的近侧开口直到气管的长度,从而提供气管内导管的远侧末端的附加插入深度。还公开了一种使用气道管理装置的方法,包括提供手指限位器,所述手指限位器形成插入期间搁置拇指的固定位置,以在插管后移除所述装置时抓紧近端,并且当所述装置就位时用作相对于牙齿的深度指示器。
33.本公开还涉及一种形成气道管理装置的方法。所述方法包括提供包括聚丙烯共聚物(pp)以及热塑性弹性体苯(tpe)乙烯
‑
乙烯/丁烯
‑
苯乙烯(sebs)的主体。所述主体包括由与sebs共混的主要的pp共聚物模制的外壳,所述外壳从所述主体的近侧开口延伸到远侧末端。
34.所述方法还可以包括将由聚丙烯共聚物模制的中间条带在主体的弯曲部分和直线部分的中间附接到所述外壳的步骤。更进一步地,所述方法可以包括提供第一sebs包覆模制部,所述第一包覆模制部包括包覆模制到所述外壳上的初始后部轮廓部和远侧轮廓部,所述第一包覆模制部的远侧周边限定包覆模制的套囊膜的第一相对边缘,所述包覆模制套囊膜从所述远侧周边切向地延伸成环形曲线,所述环形曲线的端点与所述第一相对边缘成间隔关系并且正交于所述第一相对边缘,所述端点共同地限定了后部开口周边或第二相对边缘并且直线部分包覆模制所述近端,从而所述弯曲部分和所述直线部分利用所述中间条带的横向两侧地平面密封空隙而被结合成单个模制件。所述方法还可以包括提供闭合所述膜的第二sebs包覆模制部,从而形成可充气套囊并使主体完整的步骤。
35.独立于或依赖于前述内容,本公开还涉及一种形成物体的方法,所述方法可以应用于气道管理装置,但是也可以具有更广泛的应用。所述方法包括在与固定装置相关联的第一芯上注射模制物体的第一部分。在注射模制完第一部分之后,所述方法包括将与固定装置相关联的第二芯移动到部署位置。所述方法还包括在第二芯和第一部分上注射模制物体的第二部分。
36.在一些实施例中,将与固定装置相关联的第二芯移动到部署位置的步骤包括相对于固定装置旋转第二芯。在一些实施例中,所述方法包括将预成型零件附接到物体。所述方法还包括将一个或多个可移除芯放置到物体中,并且在模制物体的第二部分之前将一个或多个可移除芯放置在注射模具内。所述方法还包括包覆模制作为物体第二部分的一部分的膜。
37.所述方法还可以包括注射模制闭合并密封膜的第三部分以形成物体的可充气部分的步骤。所述方法还可以包括在注射模制第三部分之前从物体的膜移除可移除芯。
38.在一些实施例中,注射模制第一部分的步骤在包括固定装置的第一模具中完成。注射模制第二部分的步骤可以在包括固定装置的第二模具中完成。注射模制第三部分以闭
合并密封膜的步骤可以在包括固定装置的第三模具中完成。
39.所述方法还可以包括在注射模制物体的第一部分和第二部分的步骤之间将固定装置从第一模具转移到第二模具的步骤。在与固定装置相关联的第一芯上物体上注射模制第一部分的步骤包括形成物体的外壳。所述方法还可以包括移动第一芯以释放物体的近端,以及从固定装置的第二芯移除物体的步骤。所述方法可以包括提供包括聚丙烯共聚物(pp)以及热塑性弹性体(tpe)苯乙烯
‑
乙烯/丁烯
‑
苯乙烯(sebs)的主体,其特征在于,第一部分包括在第一次注射模制步骤期间由与sebs共混的主要的pp共聚物模制的外壳,所述外壳从主体的近侧开口延伸到远侧末端。这些方法中的任何一种方法都可以用于制造或形成气道管理装置。
40.本公开的又一方面涉及一种用于形成注射模制物体的设备。所述设备包括可重新配置的固定装置,所述固定装置包括第一可移动芯和第二可移动芯,在第一可移动芯上形成注射模制物体的第一部分,在第二可移动芯上形成注射模制物体的第二部分。在一些实施例中,第一可移动芯适用于相对于固定装置旋转,并且第二可移动芯也可适用于相对于固定装置旋转。
41.在一些实施例中,第一可移除芯适用于可移除地附接到固定装置。第一可移除芯可以包括用于连接到固定装置的连接器、以及手柄。固定装置可以包括用于将第二可移动芯保持在部署位置的保持器,诸如弹簧。
42.本公开的又一方面涉及一种制造气道管理装置的方法。所述方法包括提供具有直线部分和弯曲部分的管状主体,所述管状主体包括邻近后部通道的多个支撑件。所述方法进一步包括提供与多个支撑件接合并置于后部通道上面的中间条带。所述方法还包括将材料包覆模制到中间条带上。
43.在一些实施例中,所述方法包括以下步骤:(1)在与固定装置相关联的第一芯上注射模制气道管理装置的主体的第一部分;(2)在注射模制完第一部分之后,将与固定装置相关联的第二芯移动到部署位置;以及(3)在第二芯和主体的第一部分上注射模制主体的第二部分。将与固定装置相关联的第二芯移动到部署位置的步骤可以包括相对于固定装置旋转第二芯。
44.在一些实施例中,所述方法还包括步骤:将一个或多个可移除芯放置在管状主体中,将一个或多个可移除芯放置在第二注射模具内,以及用作为主体的第二部分的一部分的膜包覆模制可移除芯。所述方法还可以包括从第一芯和第二芯的紧密邻近处移除所述可移除芯,留下开口膜,并且用闭合并密封开口膜的第三部分包覆模制第二部分,以在管状主体上形成可充气套囊。所述方法还可以包括移动第一可移动芯以及移除可移除芯以释放管状主体的步骤。
45.在一些实施例中,所述方法可以包括将第一材料放置在邻近具有第一材料的中间条带的一个或多个空隙中。所述方法还可以包括熔化包括第二材料的中间条带的一部分,以便将第一材料扩散到第二材料中的步骤。
46.本公开的另一方面涉及一种形成物体的方法。所述方法包括在第一注射模具中,在与固定装置相关联的第一芯上注射模制物体的第一部分。所述方法进一步包括将固定装置放置在第二注射模具中,并在与固定装置相关联的第二芯上和部分地或全部地在第一部分上注射包覆模制物体的第二部分。此外,将固定装置放置在第三注射模具中,并在第一部
分和第二部分上注射包覆模制第三部分。
47.在一些实施例中,第一芯相对于固定装置可移动,并且还包括在注射模制物体的第一部分或第二部分之后移动第一芯的步骤。注射模制物体的第二部分的步骤可以包括在与固定装置相关联的第二芯上进行注射模制。第二芯可以相对于固定装置可移动,并且所述方法还可以包括在注射模制物体的第一部分的步骤之后且在注射模制物体的第二部分之前将第二芯移动到部署位置的步骤。
48.在一些实施例中,所述方法还可以包括在注射模制物体的第二部分的步骤之前将一个或多个可移除芯放置在第二注射模具内的步骤。注射模制物体的第二部分的步骤可以包括将开口膜包覆模制到一个或多个可移除芯上。一个或多个可移除芯可以与固定装置一起从第二注射模具移除。此外,在注射模制物体的第二部分之后且在注射模制物体的第三部分之前,一个或多个可移除芯可以从开口膜移除。所述方法还可以包括闭合并密封开口膜以形成物体的可充气部分的步骤。
49.所公开的设备和方法可用于形成任何物体,任何物体包括但是不限于本公开——具有任何尺寸、形状或形式的气道管理装置。
附图说明
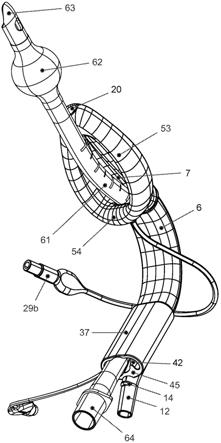
50.图1是根据一个实施例的气道管理装置的主体的等距视图;
51.图2是用于图1的主体的插入件的等距视图;
52.图3是图1的主体的等距视图;
53.图4是图2的插入件的等距视图;
54.图5是根据另一实施例的气道管理装置的氧气供应适配器的等距视图;
55.图6是图7的主体的横截面视图;
56.图6a是图7的主体的详细横截面视图;
57.图7是图1的主体的等距视图;
58.图8是图1的主体的等距视图;
59.图9是图1的主体的立面视图;
60.图10是图1的主体的平面视图;
61.图11是根据另一实施例的气道管理装置的主体的前视图;
62.图12是图11的主体的后视图;
63.图13是图12的主体的详细横截面视图;
64.图14是图12的主体的详细横截面视图;
65.图15是图12的主体的等距横截面视图;
66.图16是图12的主体的等距视图;
67.图17是气道管理装置的接收管的等距视图;
68.图18是气道管理装置主体的背面;
69.图19是气道管理装置主体的背面;
70.图20是图18的主体的侧立面视图;
71.图21是图19的主体的侧立面视图;
72.图22是图18的主体的后立面视图;
73.图23是图19的主体的后立面视图;
74.图24是气道管理装置的主体的等距视图;
75.图25是图24的主体的等距视图;
76.图26是根据另一实施例的气道管理装置的主体的前视图;
77.图27是图26的实施例的局部切割的前视图;
78.图28是图26的实施例的局部横截面放大端视图;
79.图29是图26的实施例的横截面侧视图;
80.图30是/呈现图26的实施例在不同操作条件下的横截面视图;
81.图31是另一实施例的侧视图;
82.图32是图31实施例的等距视图;并且
83.图33和图34是就位的气道管理装置的视图。
84.图35
‑
图45涉及一种使用注射模制技术形成物体(诸如图1
‑
图34的气道管理装置)的方法。
具体实施方式
85.现在参考图1
‑
图34,公开了气道管理装置的各种实施例。气道管理装置包括主体6,诸如从装置的近端1延伸直到远端2的气道导管(图1和图3)。穿过近侧气道导管的直的部分的水平横截面a
‑
a(图6)显示了配置在正中平面的任一侧的主通路3和副通路4。这种配置形成了一壳体,该壳体提供比类似尺寸的圆形或椭圆形截面更大的第一面积矩。这为该装置提供了足够的挠曲强度,因此与现有技术的装置相比,该装置起到了外骨架的作用,在现有技术的装置中,大部分挠曲强度来自于该装置内的部件,因此表示内骨架结构。
86.适配器(图5和图17)插入到气道导管近侧开口中,这便于连接到氧气供应源并组合成能够应对和便于插入过程中的环转力的更刚性的结构。这两个通路的平行和矢状平面关系限定了附加的局部后部通道5,该局部后部通道5与中间条带(图2和图4)一起形成横向偏移的第三通路,以便于胃引流。
87.平行于正中平面,图6的横截面a
‑
a向下行进穿过大约101度的解剖学上近似的曲度(图9),于是它从闭合横截面过渡到与装置7的腹侧开口重合的开口横截面(图8和图9),主通路和副通路在腹侧开口处以开口的形式终止。在该开口内,主通路提供气体连通。当移除适配器时,主通路3允许盲插管(图10)。副通路4在盲插管期间提供内窥镜通道,以及在盲插管期间提供自主呼吸的副通路。
88.从此过渡继续向下,气道导管横截面保持局部后部通道5的半圆形轮廓,直到到达正中槽9的近端8,与前开口或腹侧开口一致的特征部。当朝向前平面向前看时(图6和图10),正中槽为胃引流提供了从局部后部通道5穿过正中槽到达远侧气道导管的前侧的具有渐进曲度的路径;将胃引流路径对齐远侧末端10的正中平面;允许胃引流导管或吸入导管以最小的摩擦阻力通过。
89.中间条带(图2和图4)附接到气道导管的后部,该中间条带在矢状平面上呈现与气道导管和水平横截面11相匹配的曲度,从而提供几何一致性并附接到气道导管(图6和图6a)。近侧中间条带(图9和图10)由管状特征部12限定,管状特征部12用作胃引流导管或吸入导管的入口点;并且当从侧面观察时,管状特征部12的中轴线与水平平面成大约23.5度
的角度,该水平平面与穿过气道导管近端的中轴线13重合(图9和图21)。当定位在气道导管上时,中间条带覆盖局部后部通道5,局部后部通道5基本上是细长的凹部,其一起限定了作为胃引流路径的第三通路。中间条带一旦定位,就与装置主体的外表面齐平。中间条带的远端终止于正中槽8的近端。继续向下延伸至远端2,气道导管横截面的宽度和第一面积矩逐渐减小。贯穿此过渡段的水平横截面呈现腹侧凹曲度,即后部轮廓部34继续保持中间条带(图2、图4和图9),直到气道导管的远端。
90.当与聚烯烃材料的弹性特性结合时,平行于正中槽的腹侧凹曲度33a与水平穿过正中槽的腹侧凹曲度33b产生在挠曲期间促进聚烯烃材料的即时弹性响应的复合曲度(图15)或局部锥形弹簧(贝氏垫圈);从而在插入期间保持后气道导管与后喉咽之间的接触,而没有过度的力导致共同发病和软组织损伤。
91.在纯机械术语中,气道导管的远端可以被认为是固定支撑件,而气道导管本身可以被认为是充当悬臂梁。在插入期间通过气道导管的直的近侧部分施加的力通过与两个横向相对的槽23重合的水平轴线集中弯曲和延伸。主通路的直径大于副通路的直径,允许围绕近端气道导管的中间轴线进行一定程度的旋转,该旋转可以作为扭转传递通过直到远侧末端。使用半刚性pvc材料作为气道导管的sad以粘性方式运行,即当施加力时,它们在施加力的持续时间内抵抗剪切并呈现线性应变(长度与原始长度的关系变化)。然而,这些力被分散到pvc材料中,使得当力被释放时,pvc不会立即响应并返回到其原始状态。这种能量损失或滞变作用是基于pvc材料的现有技术的显著缺点。聚烯烃材料(诸如聚丙烯)表现出优异的粘弹性响应,其特征在于弹性而不是粘性响应。
92.在插入期间,传递通过气道导管的力表现为环形运动。因此,现有技术中使用的材料的滞变作用可能会妨碍远侧末端正确地与食管上括约肌就位。现有技术描述了远侧末端进入喉的可能性,或者lma或sad的远侧末端可能向下折叠,这种现象被描述为向下折叠。与其它lma或sad不同,本发明使用气道导管,该气道导管从近端延伸到远侧末端,并且该气道导管的形式和功能利用刚性聚烯烃材料的即时粘弹性响应。当其它sad描述远侧末端相对于气道导管上的背侧或后侧参考点进行腹侧移位以更好地符合解剖学结构时,本发明提供了消除现有技术描述的腹侧移位的宽范围的可挠曲响应。
93.通过从最靠近适配器的胃引流导管开口的外表面突出(图16),凸起台阶部14被限定,在适配器的外表面中具有相应的切口(图17)或槽口43。此凸起台阶部保持并防止适配器与气道导管分离(图20)。
94.当从上方朝远侧末端看时(图7),胃引流导管的近端12与气道导管的正中平面对齐,即两个通路共用正中平面(图7)。必须注意的是,气道导管的正中平面是参照气道导管的横向末端,而不是与主通路或副通路对齐。为了提供具有足够内径的主通路以容纳插入ett和盲插管,第三通路横向偏移并被不可渗透的屏障(气道导管的后部表面)分开,以确保同时盲插管并进入胃。
95.随着近侧开口的中轴线(图9)接近与适配器的中轴线13a和气道导管的交点,管状横截面逐渐过渡到椭圆形,并且不再呈现封闭的周边,具有打开部15以横跨近侧气道导管(图2)。当胃引流吸入导管插入穿过管状特征部12时,吸入导管的远侧末端将与主通路的后部表面形成切向接触16(图3)。进一步的插入使吸入导管横向偏转,争取与支撑件的支撑结构(诸如邻近此区域中的后部通道或第三通路的肋17)对齐。然后,吸入导管可以在内部被
引导,以在装置20的远侧末端离开。
96.在近侧,中间条带通过横向定位的4个闩锁件18(每侧2个)附接,其中中间条带横跨在气道导管上。同时在气道导管的横跨式直分段终止且曲度6开始的切面处,中间条带突然变窄19。肋17的支撑结构遵循气道导管6的曲度;与中间条带成一体的相对肋11a(图6a)提供对齐和最小的干涉,足以提供前述的附接。肋11a和17逐渐变小并终止于正中槽8的近端。
97.在描述了气道导管、中间条带和适配器(它们中的任何一个或全部在一个可能的实施例中可以由聚烯烃材料制造)之后,现在的描述集中于由相同的基础聚烯烃材料复合的热塑性弹性体(tpe)制造的可充气套囊。这本身就为本文描述的装置提供了组装的方式。tpe的自粘特性,将中间条带粘附在气道导管上,并借助初始注射模制过程形成开口薄壁套囊膜;随后的注射模制过程截留了开口膜,并产生了气密且可充气的套囊,套囊与装置的形式和功能是一体的。
98.从正面向前看(图11),初始注射模制过程用以大致环形围绕气道导管的椭圆形tpe套囊膜环绕远侧气道导管的周边。在特定实施例中,套囊膜的特征在于:远侧末端,其曲度和宽度有利于第三通路20或胃引流导管的管状远侧开口;横向端部21,其由在远侧末端的上方和切线方向延伸的曲度限定;曲度变化率增加,其在正中平面22处,正好通过两个横向相对的槽23在水平轴线上方,闭合椭圆形状;以及封闭的第三通路或胃引流导管24,其完全覆盖正中槽9,并且其轮廓和曲度31与局部后部通道5的轮廓和曲度一致。应当理解,在可替换实施例中,膜可以是多种开口形状,这可以允许通过第二模制过程闭合以密封开口膜,从而允许套囊膨胀。
99.水平横截面b
‑
b和c
‑
c(图13和图14)显示了腹侧或前部开口7,主通路和副通路通过该开口离开。关于图14,腹侧开口的周边由呈现椭圆形分段25的薄壁可充气套囊膜限定。首先粘附到远侧气道导管26的周边,并且从气道导管的紧邻前部向其横向端部相切地延续,并且正交于气道导管的边缘。制造方法要求套囊膜沿着周边的后部开口27打开(图12和图14),除了环绕胃引流导管的远侧开口的区域(图13),该区域被模制成限定环绕远侧引流导管的可充气套囊的配置的闭合分段28。为此,作为第一注射模制步骤的结果,可充气部分或套囊是开口环形形状的形式,该环形形状具有沿着环形周边并邻近气道导管周边的膜开口。
100.参考图8,气道导管沿着周边26的厚度从位置26a的1.00mm变化到位置26b的0.5mm,与远侧气道导管处的复合曲度33相结合,从而提供挠曲铰接,而不是远侧末端围绕固定水平轴线挠曲。可充气套囊膜的厚度沿着远侧气道导管26的周边在0.25mm(后部开口27的前缘)与1.50mm之间变化。所有其它套囊膜壁厚都经过优化,以提供理想的充气形状和机械强度,例如,可充气套囊膜(图11、图20和图21)的环绕用于附接充气导管29a的小管状端口29的部分由热塑性弹性体挤出(图24和图25),并且在其近端配备有充气球囊29b和止回阀,允许与可充气套囊气体连通。
101.在一些实施例中,胃引流导管的远侧部分可以不与套囊的充气容积相交(图13和图14)。在该实施例中,外径可以不直接暴露于可充气套囊内的充气压力;胃引流导管的壁厚不需要加强结构来防止堵塞;从而避免球形远侧套囊配置。作为替代,并且与闭合分段28一致,可充气套囊膜25被模制成与第三通路或胃引流导管24同心的闭合管状分段30,在装
置的末端附近以及在可充气膜与远侧第三通路之间,特别是在胃引流导管伸出穿过的孔周围,形成自由空间或腔32。在就位并且充气之后,套囊膜的闭合分段30不会膨胀到消除所有自由空间或腔32并且胃引流导管24被压缩且堵塞的程度。因此,自由空间或腔32提供了膨胀缓冲,其尺寸可以通过设计来确定,以适应套囊的充分充气。因此,套囊将膨胀至其附近,为第三通路或胃引流导管24提供支撑并且远侧开口20抵靠食管上括约肌。
102.此外,紧邻远侧开口的上方,远侧气道导管复合曲度33的前部限定了第三通路或胃引流导管的内部后部表面;气道导管的狭窄宽度和曲度;逐渐减小的厚度26b;以及自粘tpe弹性体的环绕轮廓部34,最小化了远侧末端的放气厚度。现在通过较软的tpe辅助,聚烯烃气道导管的弹性反应在远侧末端表现出来。这种配置将材料的组合厚度保持在最小,这一特征在部署之前套囊放气时很明显,消除了远侧套囊和胃引流支撑结构的潜在球形特性。
103.已经限定了闭合分段28的粘附到远侧前部气道导管(图13)的tpe的轮廓,沿着正中槽9的渐进曲度31向上前进,将所得的后部轮廓部35平滑地融合到中间条带上,在中间条带处它靠着正中槽的近端8定位。在此接合部,tpe使中间条带(图7和图12)的任一侧转向,填充由抵靠气道导管6的后部曲度定位的中间条带所限定的矢状平面空隙36。在近侧,在突然变窄的中间条带19的接合处,tpe 37会聚以整体环绕闩锁件18和中间条带,其中它横跨气道导管;完成中间条带与气道导管的结合。由tpe环绕着,密封结合形成了封闭的具有近侧开口和远侧开口的第三通路或胃引流导管。
104.管状特征部相对于适配器的角度(图16和图17)与tpe的弹性特性相结合,允许用户:在方向40上向管状特征部12施加杠杆作用,使得相对于前平面(图9)穿过保持台阶部14的入射角减小;移除适配器以插入气管内导管或内窥镜。
105.通过将远端插入到近侧气道导管开口42中并将其向后推,适配器可以返回到其初始位置。一旦适配器中的槽口43遇到管状特征部12上的凸起台阶部14,压力的适度增加就将使适配器快速回到原位置;适配器的配合面44(图5)被压入并抵靠tpe 45产生气密密封,该tpe45覆盖近端1气道导管和中间条带;适配器中的圆柱形切口46提供了抵靠管状特征部12的最小间隙。
106.随后的注射模制过程提供了芯和腔,该芯和腔将开口套囊膜的前缘牢固地定位在气道部分(诸如后部远侧气道导管周边26)上。tpe与前周边边缘相互作用,截留它们并与已经完成的远端闭合分段28融合,并与由注射模制芯和腔限定的最终可充气套套囊轮廓一致,以闭合环形套囊。这种相互作用的另一实施例(图12)促使tpe通过小切口47进一步截留前缘,并将其直接粘附到远侧气道导管的后部。
107.远侧部分的最终轮廓(图18、图20和图22)在气道导管的初始后部轮廓部35上增加了附加的tpe,包裹在气道导管的周围并完成气道导管的密封周界48;形成了气密性充气套囊。这种周界融合的另一实施例(图19、图21和图23)示出了台阶部49逐渐变细,形成围绕气道导管周界的平滑融合部50。
108.可充气套囊膜的完成结束本发明所述装置的制造,不需要粘合剂或溶剂。完全使用聚烃烯基材料,实现了对pvc和乙烯基弹性体或lsr更具生态可持续性的替代选择,pvc和乙烯基弹性体可能含有dehp增塑剂,lsr不能回收以及类似地再加工,因为它是在模制过程中的交联不能逆转的热固性材料。
109.根据本公开的另一方面,并参考图26
‑
图34,在一些实施例中,主体6可以包括由与少量sebs共混的主要的聚丙烯无规共聚物模制的薄壁,sebs在聚丙烯内形成分散的弹性体相(abreu foms,forte mmc,liberman sa.sbs and sebs block copolymers as impact modifiers for polypropylene compounds(《sbs和sebs嵌段共聚物作为聚丙烯化合物的抗冲改性剂》),《应用高分子科学杂志》,第95卷,254
‑
263(2005))。当讨论作为杠杆的主体的机械结构时,这种薄壁模制件自此以后可互换地称为外壳,当提到作为呼吸导管或通路的主体6的功能时,这种薄壁模制件可互换地称为气道导管。
110.具体而言,根据一个实施例,初始后部轮廓部35可以包括包覆模制在外壳上的sebs,该sebs流入套囊膜25中,形成可充气套囊。由于相互可溶,sebs扩散到聚丙烯中,并且同样地,聚丙烯扩散到sebs中,沿着远侧气道导管26的周边产生缠结的聚丙烯和sebs的中间相,产生第一相对边缘。同时,直线部分被包覆模制到近端37,使得弯曲或初始后部轮廓部35和直线部分37利用与中间条带38的左侧和右侧的密封空隙36而被结合成单个模制件。在不使用粘合剂粘合或焊接离散部件的情况下完成第一次包覆模制,紧接着进行密封套囊膜25的后部开口周边27或第二相对边缘的第二次sebs包覆模制。第二包覆模制部用附加的sebs覆盖初始后部轮廓部35,用密封周边48闭合并密封套囊膜。如上所述,主体6已经使用三个单独的注射模制过程有效地“组装在模制部中”,并且现在完成了所有所需的流体连通通道和可充气套囊。
111.如图33所示,可充气套囊用于密封食管上括约肌70,但是当主体6的远端2楔入食管上括约肌70时,可充气套囊的远侧部分必须包括减少声门入口沿前后轴线压缩的机构。图29示出了穿过远端2的横截面。远端2的远侧后部轮廓部34包覆模制外壳的复合曲度33。tpe包覆模制的远侧轮廓部34向上延伸,与初始后部轮廓部35和外壳或第一相对边缘26的远侧周边融合。此延伸或闭合分段28(图26截面c
‑
c)完成第三通路或胃引流导管24的包覆模制远侧部分。此复合曲度33的前部限定了胃引流导管24的内径和路线;终止于远侧开口20。随着远侧后部轮廓部34和闭合分段28定位并压靠在喉咽74上,此远侧部分通过增加的食管压力71(图34)向上的移位被咽内主体6的远侧至近侧全长配置和解剖学曲度所阻止。较软的远侧后部轮廓部34和远侧开口20楔入食管上括约肌,保持有效的食管密封。
112.在套囊充气时,胃引流导管24和引流导管远侧开口20不会向前移位,因为它们与压靠在喉咽74上的远侧后部轮廓部34是一体的,即第三通路或胃引流导管24不会被充气套囊(图29)内的环形容积环绕,并且考虑到这一点,不需要通扩张的可充气套囊加强以防止阻塞。只有被模制成与胃引流导管24同心的闭合分段30的套囊膜的远侧部分向前移位。由闭合分段30形成的腔32为所述远侧部分30提供了空间,以便适应于在充气时向后移位的解剖学结构,而不是向前推动声门66。
113.在该实施例中,由于所需的弹性和挠曲响应由薄壁外壳提供,而不是由由具有不同硬度和厚度的多个部件组成的组件提供,所以咽内主体6的不可充气体积减小。正交于描绘开口套囊膜27的前缘(或者分别是第一相对边缘和第二相对边缘)的那些点的描绘远侧气道导管26的周边的紧密邻近的所有点(或所有点之间的间隙)通过第二次包覆模制部闭合,产生可充气套囊。套囊通过单个可充气膜25向后密封抵靠喉咽74,并向前密封抵靠喉入口65,而没有粘合接合部(图30)。有效地最大化可充气套囊的表面积,并最小化不可充气表面(没有弹性反冲的表面)与解剖学结构的接触,从而最小化不可充气表面对神经结构的直
接压迫。
114.神经损伤是多因素的,其中可充气套囊是重要的促成因素,可充气套囊要么在插入期间太硬,要么就位时直接压迫神经结构。包覆模制并与主体6成一体的套囊膜25,在插入期间表现出回弹性和测量的弹性。套囊膜可以放气以呈现扁平楔形,便于插入牙齿之间,穿过舌头并穿过腭舌弓。对于给定的张力,sebs拉伸或伸长超过其原始长度的能力会受到各个聚合物细束中硬域和软域的相对量的限制;在充气时,软域提供弹性并与解剖学结构一致,硬域确保回弹性并与模制形状一致。为单个域的lsr或pvc弹性体,在遇到前后阻力时,倾向于向前外侧扩张,不再有模制形状并压缩神经结构,诸如舌神经和舌下神经。
115.穿过侧套囊的横截面b
‑
b(图30)揭示了高度51与宽度52的非正方形关系(under
‑
square relationship),即高度总是大于宽度。在低充气压力下或当套囊膜25内部和外部的压力相等时,这种非正方形关系与保持模制状态形状的套囊膜25相结合,产生了初始解剖学密封。在充气25a后,保持相同的非正方形关系,确保套囊的前外侧膨胀减小。
116.参考图26,每一个横向端部或弯曲周边21的曲度在其与正中平面22的相交处相切地汇合。套囊53的两个横向部分都融合到近侧部分54中,腹侧开口7采用矩形配置,其中每一个融合部55是半径大小相等的弧形;分别为图28所示的第一通路的内半径56和副通路的半径57的延续。在截面a
‑
a的任一侧以70度穿过每一个半径融合部55的中心的线58产生140度的竖直角度。图26和图27的截面f
‑
f是穿过线58之一的平面截面。套囊膜25的封闭二维截面积是穿过套囊膜的所有其它非正方形截面中最小的。在充气时(图27),两个横向部分53以及近侧部分54都膨胀,在此截面f
‑
f处相互挤压使得每个融合部55变成折叠部59,并将腹侧开口7保持在第一小孔中,这样做,限制了可充气套囊25的近侧部分抵靠舌头75的基部过度充气;可充气套囊25的近侧部分保持与会厌76的末端对齐并压靠会厌76的末端(图33和图34)。
117.当患者处于后仰位置(图34)时,用气管内导管(ett)61进行插管需要远端62离开腹侧开口7、通过喉入口65并与声门66对齐。当ett 61继续向下穿过声门时,ett 61的远端62必须与气管68正确对齐(图33和图34)。总的来说,气道导管从近侧开口42到腹侧开口7的长度应该保持最小,使得ett的远端62可以定位成充分低于声门66。为了便于满足这一最小要求,在管状端口12上方施加压力,以释放保持连接器39的凸起台阶部14(图31
‑
图33)。
118.用于插管和胃引流的最有效的路径或导管占据组合的主通路和副通路42的腹侧开口7与近侧开口中间的相同解剖学空间。它们的相对关系有助于装置的整体体积。由于口咽73中的可用空间有限,并且为了避免来自主体6的压力神经损伤,使用解剖学上近似的曲度,其中优先考虑占据最靠近主体6的正中平面22的空间的第一或主通路3,尽管稍微偏离所述正中平面(图28)。
119.用于胃引流的第三通路与第一通路3对称地相对且平行,其中中间条带38任一侧的平面空隙36限定了此偏移。用于胃引流的第三通路不是仅仅占据气道导管的内部空间,而是结构部件,即,它有助于主体6的外壳的整体挠曲强度,允许主通路3的壁厚最小化,从而有利于最大化用于插管的内部空间。填充平面空隙36的sebs沿着由支撑肋17和中间条带38描绘的解剖学曲度的整个长度产生了缠结的聚丙烯和sebs的中间相。在插入期间,施加到主体6近端的弯曲和延长被耗散为剪切,被结合到主体6的中间条带38的前述中间相吸收。
120.主体6的组合宽度可以关于正中平面22对称。外壳的标称(例如1.00mm)壁厚减小了整体体积,并使第一通路3的内径最大化,对于尺寸为4的装置,实现典型内径为8.5mm的成人ett 61。可移除连接器/适配器39减少了从主体6的近侧开口42到气管68的长度,提供了ett 61的附加的插入深度。
121.如果将包括半刚性弯曲pvc管的ett 61插入主体42的近侧开口,其中管的曲度如同使用喉镜一样定向(ett曲度遵循解剖学曲度),则ett远侧末端63在进入喉入口65时的离开将指向甲状腺软骨69,而不是声门66。然而,通过抓住接收管12向前提升主体6的近侧开口42,可以优化ett远侧末端63的从第一通路3穿过腹侧开口7并进入喉入口65的离开轨迹。如图34所示,ett 62的远侧末端61可以离开腹侧开口7并进入与气管68更紧密对齐的喉入口65。由于ett主要由pvc制成,而pvc的特征是粘性聚合物,所以通过主通路或第一通路3弯曲ett轴61的力产生曲度,该曲度的等效半径小于ett轴61的预设曲度。弯曲ett轴61所需的能量被耗散到轴的长度中并穿过轴的长度。当ett远侧末端63离开腹侧开口7时,包括球囊62在内的伸出的远侧末端63试图恢复到其原始曲度。然而,并不是立即恢复。
122.这种能量损失或延迟恢复有利于远侧末端63与声门66的对齐。随着ett远侧末端63进一步进入喉口,损失的能量被回收,从而允许ett 61的轴局部伸直。在恢复过程中,可通过抓住接收管12将主体6向前抬起,以将ett远侧末端63与声门66对齐。此后,进一步插入ett 61;远侧末端63穿过声带67并进入气管68。然后将连接器/适配器64从ett 61的管状轴移除。将可充气套囊25放气,并移除主体6,将充气套囊留在原位。此后,ett连接器/适配器64返回到其先前位置。ett导管主体的粘性特性实现曲度的渐进和无损伤恢复。
123.根据本公开的另一方面,还公开了一种制造方法。作为背景,常规的注射模具包括通常限定模制部件的凹部或内部的芯和限定模制部件的凸部或外部的腔。熔融聚合物通过单螺杆/柱塞机构注入到模具中。由于,聚合物允许冷却并固化,从而收缩到芯上,从芯那里被移除。可以添加第二螺杆机构,从而可以将具有两种不同颜色的聚合物或两种不同的聚合物在大多数情况下顺序地注射到模具中。
124.必要的模具特征在于用第一聚合物模制初始部件的复杂性;然后通过某种包含机构旋转芯,以用第二聚合物包覆模制。典型地,两个芯是相同的,但是对应的腔是不同的;第一腔描绘了基底或基础部件的几何形状,第二腔描绘了最终的包覆模制部。参考多部件模制,也可以引入并包覆模制与工艺相分离的部件,从而将定义扩展到模具内组装。从技术上讲,使用这种方法的应用范围仅限于相对较小的棱柱形部件和子组件,因为该应用被限制在单个注射模制机器的物理约束内。按顺序相互作用的模具的这种复杂性可以描述为刚性主体系统,每一个模具都需要运动学约束,即每一个模具组的芯与腔之间的相互作用是具有单个自由度(模具打开和关闭)的棱柱对,并且在模制机器框架内的后续过程之间的相互作用是对(当模具打开时,芯旋转到下一个腔)。两种约束都以单自由度为特征。
125.从上述实施例中,通过模具芯来实现设计特征的合成,这减少了远侧末端的特征体积,减少了声门入口沿前后轴线的压缩,减少了神经损伤的风险,并且限定了可充气套囊膜25的非正方形关系,每一个芯为刚性主体,并且这些芯共同为刚性主体系统。参考图35至图45,固定框架90是受约束的刚性主体。每一个模具芯通过运动副或机构结合、对齐或链接到固定框架90。每个运动副指的是限制一个刚性主体相对于另一个刚性主体运动的每对刚性主体之间的运动学约束。约束是平面或空间自由度(dof),即线性或旋转移位。无约束刚
性主体在3个轴线上有线性移位,并且在这些轴线的每一条轴线上有旋转移位;总共6个dof(自由度)。运动副的总移位量足以使已完整的主体6从刚性主体系统(以下称为系统)移除。
126.主体6并非构思为显示对称的简单实体基元;主体6内的通路或流体路径的自由几何复杂性要求模具芯能够进行从一个dof变化到六个dof的线性移位和旋转移位及其组合。正是这种复杂性使其区别于多部件模制或模具内组装。不是使用单个注射模制机器的模具内组装,而是通过一系列注射模制机器转移该系统来制造主体6。在该实施例中,需要三个注射模制机器(过程)。外壳是初始基部或基底部件(第一注射模制过程),初始后部轮廓部35、与中间条带38一起的矢状平面空隙36以及直线部分37为第一包覆模制部(第二次注射模制过程)。随后,初始后部轮廓部35和平面空隙36成为基底,密封周界48为第二包覆模制部(第三次注射模制过程)。
127.在模具组装中,限制了与模具配置相关的自由度,因此限制了模制品的复杂性,同时产生了非常复杂的注射模制过程。为了实现所述的设计合成,固定框架90必须在注射模制机器之间为可移除的、可转移的,并且其本身有助于每个注射模制过程中的精确互锁。随后,在模制机器之间的空间内,可引入附加的部件,通过线性或旋转移位或其组合来添加、移除或移位模制芯,而没有单个模制机器的物理尺寸内固有的运动学约束。固定框架90用作所有过程的基准,直到使用脱模机构将已完整的装置从固定框架90移除。本质上,主体6通过系统在注射模制过程与非注射模制过程之间的转移来组装,组装的每个步骤为注射模制过程或模具内组装。非注射模制过程允许使用比模具内组装更大的dof来操纵系统机构以及引入外部部件。
128.从图35和图36开始,第一旋转芯91为由第一枢轴97约束的转动副。转动副遵循允许第一旋转芯91围绕由第一枢轴97限定的轴线旋转的单个dof。类似地,第二旋转芯92为由第二枢轴98约束的转动副。近侧芯94为允许在一个方向上线性移位的棱柱对,并且通过与固定框架90共享的滑动机构提供单个dof。
129.在制造过程开始时,并且如图35和图36所示,将刚性主体系统放入第一注射模具中以模制外壳。此时,刚性主体系统处于静态平衡。第一旋转芯91受到枢轴97的约束,并且其旋转由近侧芯94和第二旋转芯92限定,第二旋转芯92的位置由保持器固定,保持器可以包括枢轴98上的抵靠板簧103的角面。当由手柄104手动提升时,系统的质量由支承第一旋转芯91的近侧芯94支撑,第一旋转芯91又支承第二旋转芯92,第二旋转芯92由支承板簧103的第二枢轴98上的角面固定。
130.图37示出了模制到第一旋转芯91和近侧芯94上的外壳。在从第一模具移除该系统之后并且在放置在第二注射模具中之前(第二注射模制过程为第一次包覆模制),通过释放板簧103,第二旋转芯92旋转到图38所示的位置。远侧芯销93也作为相对于固定框架90不受限制的刚性主体引入。此远侧芯销93装配到固定框架90中的倾斜通道105中,并锁定就位。注意将定位中间条带38的支撑肋17。
131.图39例示定向为附接到外壳的中间条带38。闩锁件18有助于将中间条带38紧固到外壳。由于插管和胃引流的有效路径占据相同的空间,所以插管优先,并且部分第三通路5(第三通路或胃引流导管24的中间部分)偏移穿过主体的中间部分。在第三通路的近端和远端,外壳的管状端口12和远侧末端26a/b与中心轴线重新对齐。管状端口12相对于局部后部通道5的这种重新对齐和角度配置防止了模制芯的使用,因为没有移除模制芯的工具。此
外,中间条带38的独特特征在于,它被包覆模制,除了支撑肋17之外,没有任何抵抗由于注射模制的热和压力产生的变形的工具。
132.该系统被放入到用于第一次包覆模制的第二注射模具中。诸如第一可移除芯95和第二可移除芯96之类的不受约束的刚性主体也被放置在第二注射模具中。如图41所示,模具的闭合将可移除芯95和96定位在第一旋转芯91和第二旋转芯92附近。图42示出了外壳的随后的包覆模制,成为具有中间条带38、可充气套囊膜25、平面空隙36和直线部分37的完整主体6。注意套囊膜25的后部开口27。然后将该系统从第二注射模具移除。
133.当第一可移除芯95和第二可移除芯96用诸如sebs的材料包覆模制(形成套囊膜25)时,最初受到该膜的约束。相对于固定框架90,这些可移除芯95和96是不受限制的刚性主体,通过能够利用图43所示的六个自由度的外部机构穿过开口套囊膜移除。
134.此后,该系统被转移到第三注射模具中,在该模具中,开口套囊膜25抵靠初始后部轮廓部35闭合,并且随后被包覆模制,以产生图44所示的密封周界48和49。图18至图22示出了这种密封周界的其它实施例。这个密封周界为第二包覆模制部。进一步的实施例不受附加的包覆模制过程的数量的限制,因为模具中的组装是通过在单独的注射模制机器中的一系列模制过程来组装的,而不是在模具组装中组装,这意指在单个注射模制机器中有多个模具。该系统可以在没有运动约束的情况下转移到第二过程中。
135.如上所述,中间条带38的独特特征在于它被包覆模制而没有任何抵抗由于注射模制的热和压力产生的变形的工具。为了说明,图44中所示的中间弧形106代表主体6的中间弧形分段。中间弧形分段2x对于垂直于沿着中间弧形的点和中间弧形106的等效半径的中心点的任何平面都是共有的。中间条带38的内侧凹曲度或直径与主体6中的局部后部通道5的横截面直径相同;穿过中间条带38的每个中间弧形分段代表简单支撑的梁。在包覆模制期间,矢状平面空隙36填充有诸如sebs的材料。平行于矢状平面空隙36的中间条带38的外边缘逐渐变细为精细边缘38a。如图44的局部放大截面6x所示,这些精细边缘38a充当保护支撑肋17的护罩。作为牺牲,来自第一次包覆模制过程的热量将熔化聚丙烯中间条带38的精细边缘38a,将其扩散到填充矢状平面空隙36的sebs中。此外,抵靠精细边缘38a的压力将其压靠在支撑肋17上,进一步密封第三通路。精细边缘38a还增加了包覆模制的表面积,以更好地固定中间条带38。
136.最后,为了将完成的主体6从固定框架90移除,限定每个通道或流体路径的各个芯在功能上沿着相对于保持静止的固定框架90的有限路径移位。在图45中,第一旋转芯91旋转90度,并且近侧芯94线性移位以释放主体6的近端。远侧芯销93最初受到呈现平面对的包覆模制材料的约束。远侧芯销93进行表面处理以减少摩擦,使得当其从主体6移除时能够转变为不受约束的刚性主体。最后,主体6保持附接到第二旋转芯92,动力学约束是圆柱形对。围绕第二旋转芯92的限定闭合管状分段30的部分的旋转以及沿着该管状分段30的轴线的线性移位允许取出完整的主体。受约束的刚性主体返回到图35所描绘的配置,并且重复该过程。
137.在该实施例中,模具中的组装是通道或流体路径的运动合成,其中通道通过设计在功能上彼此独立并组合、作为一个整体在结构上彼此依赖。
138.如所描述的,这种合成是材料兼容性、设计特点和独特制造方法的结合。
139.140.141.142.[0143][0144]
本公开可以被认为与任何组合中的任何或所有前述条目相关:
[0145]
1.一种气道管理装置,包括:
[0146]
主体(6),所述主体(6)包括由与热塑性弹性体(tpe)苯乙烯
‑
乙烯/丁烯
‑
苯乙烯(sebs)共混的聚丙烯共聚物(pp)模制的外壳,所述外壳从所述主体(6)的近侧开口延伸到远侧末端,所述外壳具有弯曲部分(35)和直线部分(37)。
[0147]
2.根据条目1所述的气道管理装置,还包括由聚丙烯共聚物(pp)模制的中间条带(38),所述中间条带(38)在所述弯曲部分(35)和所述直线部分(37)的中间附接到所述外壳。
[0148]
3.根据条目1或条目2所述的气道管理装置,还包括第一sebs包覆模制部,所述第一包覆模制部包括在所述外壳上的后部轮廓部(35)和远侧轮廓部(34)。
[0149]
4.根据条目1
‑
3中任一项所述的气道管理装置,其中第一包覆模制部或所述第一包覆模制部包括远侧周边(26),所述远侧周边(26)限定包覆模制的套囊膜(25)的第一相对边缘,所述包覆模制套囊膜(25)从所述周边(26)切向地延伸成环形曲线,所述环形曲线的端点与所述第一相对边缘成间隔关系并且正交于所述第一相对边缘,所述端点限定开口后部(27)周边或第二相对边缘并且直线部分(37)包覆模制近端,从而所述弯曲部分(35)和所述直线部分(37)通过中间条带(38)的第一侧和第二侧的平面密封空隙(36)而被结合成单个模制件。
[0150]
5.根据条目1
‑
4中任一项所述的气道管理装置,其还包括第二sebs包覆模制部,所述第二包覆模制部闭合所述膜的开口长度(27),形成可充气套囊。
[0151]
6.根据条目1
‑
5中任一项所述的气道管理装置,其中所述主体(6)的后部轮廓部(35)或所述后部轮廓部(35)适于位于喉咽内,并且远端(2)适于位于食管上括约肌内,其中紧邻远侧开口(20)的上方,形成食管密封,所述外壳的前部复合曲度(33)为通道或胃引流导管(24)的内部后部表面,从而减小所述远侧末端(2)体积。
[0152]
7.根据条目1
‑
6中任一项所述的气道管理装置,还包括环绕轮廓部(34),所述环绕轮廓部(34)包覆模制所述外壳的所述前部复合曲度(33),并且所述环绕轮廓部(34)适于定位并压靠在所述喉咽上,所述外壳的从远侧到近侧的全长配置提供抵抗所述远侧开口(20)由于食管压力(70)增加而向上移位的阻力。
[0153]
8.根据条目1
‑
7中任一项所述的气道管理装置,其中引流导管(24)或所述引流导
管(24)和引流导管远侧开口(20)与远侧后部轮廓部(34)成一体,并且其中所述引流导管(24)未被所述可充气套囊的环形容积环绕。
[0154]
9.根据条目1
‑
8中任一项所述的气道管理装置,还包括闭合管状分段(30),所述闭合管状分段(30)形成腔(32),从而为充气时向后移位的所述可充气套囊的远侧部分提供空间。
[0155]
10.根据条目1
‑
9中任一项所述的气道管理装置,其中穿过所述可充气套囊的任何水平横截面,至少对于所述胃引流导管(31)的所述远侧部分的长度,第一边缘和第二边缘(27)保持平行于所述弯曲部分(35)的正中平面(10),使得第二次包覆模制后所述第一边缘和所述第二边缘(27)之间的宽度等于所述远侧引流导管(31)的外径。
[0156]
11.根据条目1
‑
10中任一项所述的气道管理装置,其中所述可充气套囊膜(25)在所述第一相对边缘(26)和所述第二相对边缘(27)之间的曲度为具有均匀计示硬度的单一连续曲度,从而向后密封抵靠喉咽并且向前密封抵靠喉入口,而不具有粘合接头。
[0157]
12.一种使用根据条目1
‑
11中任一项所述的气道管理装置的方法,包括:
[0158]
在所述直线部分上提供可移除的连接器/适配器(39)以减小从所述主体(6)的近侧开口(42)直到气管(68)的长度,从而提供气管内导管的远侧末端(63)的附加插入深度。
[0159]
13.一种使用根据条目1
‑
11中任一项所述的气道管理装置的方法,包括:
[0160]
提供手指限位器(60),所述手指限位器形成插入期间搁置拇指的固定位置,以在插管之后移除所述装置时抓紧近端(37),并且当所述装置就位时用作参照牙齿的深度指示器。
[0161]
14.一种形成气道管理装置的方法,包括:
[0162]
提供包括聚丙烯共聚物(pp)和热塑性弹性体(tpe)苯乙烯
‑
乙烯/丁烯
‑
苯乙烯(sebs)的主体(6),所述主体(6)包括由与sebs共混的主要的pp共聚物模制的外壳,所述外壳从所述主体(6)的近侧开口延伸至远侧末端。
[0163]
15.根据条目14所述的方法,还包括步骤:
[0164]
将由聚丙烯共聚物模制的中间条带(38)在所述主体(6)的弯曲部分(35)与直线部分(37)的中间附接到所述外壳。
[0165]
16.根据条目14或条目15所述的方法,还包括步骤:
[0166]
提供第一sebs包覆模制部,所述第一包覆模制部包括包覆模制到所述外壳上的初始后部轮廓部(35)和远侧轮廓部(34),所述第一包覆模制部的远侧周边(26)限定包覆模制的套囊膜(25)的第一相对边缘,所述包覆模制套囊膜(25)从所述远侧周边(26)切向地延伸成环形曲线,所述环形曲线的端点与所述第一相对边缘成间隔关系并且正交于所述第一相对边缘,所述端点共同地限定后部开口(27)周边或第二相对边缘并且直线部分包覆模制所述近端(37),从而所述弯曲部分(35)和所述直线部分(37)通过所述中间条带(38)的横向两侧的平面密封空隙(36)而被结合成单个模制件。
[0167]
17.根据条目16所述的方法,还包括步骤:
[0168]
提供闭合所述膜(25)的第二sebs包覆模制部,从而形成可充气套囊并完成所述主体(6)。
[0169]
18.一种形成物体的方法,包括:
[0170]
在与固定装置相关联的第一芯上注射模制所述物体的第一部分;
[0171]
在注射模制所述第一部分之后,将与所述固定装置相关联的第二芯移动到部署位置;以及
[0172]
在所述第二芯和所述第一部分上注射模制所述物体的第二部分。
[0173]
19.根据条目18所述的方法,其中将与所述固定装置相关联的所述第二芯移动到所述部署位置的步骤包括相对于所述固定装置旋转所述第二芯。
[0174]
20.根据条目18或条目19所述的方法,还包括步骤:
[0175]
将预成型零件附接到所述物体;
[0176]
将一个或多个可移除芯放置到所述物体中;以及
[0177]
在模制所述物体的所述第二部分之前,将一个或多个可移除芯放置在所述注射模具内;以及
[0178]
包覆模制作为所述物体的所述第二部分的一部分的膜。
[0179]
21.根据条目18
‑
20中任一项所述的方法,还包括注射模制闭合并密封所述膜的第三部分以形成所述物体的可充气部分的步骤。
[0180]
22.根据条目18
‑
21中任一项所述的方法,还包括在注射模制所述第三部分之前从所述物体的所述膜移除所述可移除芯的步骤。
[0181]
23.根据条目18
‑
21中任一项所述的方法,其中:
[0182]
注射模制所述第一部分的步骤在包括所述固定装置的第一模具中完成;并且
[0183]
注射模制所述第二部分的步骤在包括所述固定装置的第二模具中完成;并且
[0184]
注射模制闭合并密封所述膜的所述第三部分的步骤在包括所述固定装置的第三模具中完成。
[0185]
24.根据条目18
‑
23中任一项所述的方法,还包括在注射模制所述物体的所述第一部分和所述第二部分的步骤之间将所述固定装置从第一模具转移到第二模具的步骤。
[0186]
25.根据条目18
‑
24中任一项所述的方法,其中在与所述固定装置相关联的所述第一芯上注射模制所述物体的所述第一部分的步骤包括形成所述物体的所述外壳。
[0187]
26.根据条目18
‑
25中任一项所述的方法,还包括步骤:
[0188]
移动所述第一芯以释放所述物体的近端;以及
[0189]
从所述固定装置的所述第二芯移除所述物体。
[0190]
27.根据条目18
‑
26中任一项所述的方法,还包括步骤:
[0191]
提供包括聚丙烯共聚物(pp)以及热塑性弹性体(tpe)苯乙烯
‑
乙烯/丁烯
‑
苯乙烯(sebs)的的主体,并且
[0192]
其中所述第一部分包括在所述第一注射模制步骤期间由与sebs共混的主要的pp共聚物模制的外壳,所述外壳从所述主体的近侧开口延伸到远侧末端。
[0193]
28.根据条目18
‑
27中任一项所述的方法,其中所述物体包括气道管理装置。
[0194]
29.一种用于形成注射模制物体的设备,包括:
[0195]
包括第一可移动芯和第二可移动芯的可重新配置固定装置,在所述第一可移动芯上形成所述注射模制物体的第一部分,在所述第二可移动芯上形成所述注射模制物体的第二部分。
[0196]
30.根据条目29所述的设备,其中所述第一可移动芯适于相对于所述固定装置旋转。
[0197]
31.根据条目29或条目30所述的设备,其中所述第二可移动芯适于相对于所述固定装置旋转。
[0198]
32.根据条目29
‑
31中任一项所述的设备,还包括适用于可移除地附接到所述固定装置的第一可移除芯。
[0199]
33.根据条目32所述的设备,其中所述第一可移除芯包括用于连接到所述固定装置的连接器。
[0200]
34.根据条目32所述的设备,其中所述第一可移除芯包括手柄。
[0201]
35.根据条目29
‑
34中任一项所述的设备,其中所述固定装置包括用于将所述第二可移动芯保持在部署位置的弹簧。
[0202]
36.一种制造气道管理装置的方法,包括:
[0203]
提供具有直线部分和弯曲部分的管状主体,所述管状主体包括邻近后部通道的多个支撑件;
[0204]
提供与所述多个支撑件接合并置于所述后部通道上面的中间条带;以及
[0205]
将材料包覆模制到所述中间条带上。
[0206]
37.根据条目36所述的方法,还包括步骤:
[0207]
在与所述固定装置相关联的第一芯上注射模制所述气道管理装置的所述主体的第一部分;
[0208]
在注射模制所述第一部分之后,将与所述固定装置相关联的第二芯移动到部署位置;以及
[0209]
在所述第二芯和所述主体的第一部分上注射模制所述主体的第二部分。
[0210]
38.根据条目37所述的方法,其中将与所述固定装置相关联的所述第二芯移动到所述部署位置的步骤包括相对于所述固定装置旋转所述第二芯。
[0211]
39.根据条目36
‑
38中任一项所述的方法,还包括步骤:
[0212]
将一个或多个可移除芯放置在所述管状主体中;
[0213]
将一个或多个可移除芯放置在所述第二注射模具内;以及
[0214]
用作为所述主体的所述第二部分的一部分的膜包覆模制所述可移除芯。
[0215]
40.根据条目39所述的方法,还包括步骤:
[0216]
从所述第一芯和所述第二芯的紧密邻近移除所述可移除芯,留下开口膜;以及
[0217]
用闭合并密封所述膜的第三部分包覆模制所述第二部分,以在所述管状主体上形成可充气套囊。
[0218]
41.根据条目39或条目40所述的方法,还包括移动所述第一芯并移除所述可移除芯以释放所述管状主体的步骤。
[0219]
42.根据条目36
‑
41中任一项所述的方法,还包括步骤:
[0220]
将第一材料放置在临近具有第一材料的所述中间条带的一个或多个空隙中;以及
[0221]
熔化包括第二材料的所述中间条带的一部分,以便将所述第一材料扩散到所述第二材料中。
[0222]
43.一种形成物体的方法,包括:
[0223]
在第一注射模具中,在与固定装置相关联的第一芯上注射模制所述物体的第一部分;
[0224]
将所述固定装置放置在第二注射模具中;以及
[0225]
注射模制所述物体的第二部分。
[0226]
44.根据条目43所述的方法,其中所述第一芯相对于所述固定装置能移动,并且还包括在注射模制所述物体的所述第一部分或所述第二部分之后移动所述第一芯的步骤。
[0227]
45.根据条目43或条目44所述的方法,其中注射模制所述物体的所述第二部分的步骤包括在与所述固定装置相关联的第二芯上进行注射模制。
[0228]
46.根据条目43
‑
45中任一项所述的方法,其中所述第二芯相对于所述固定装置能移动,并且还包括在注射模制所述物体的所述第一部分的步骤之后并且在注射模制所述物体的所述第二部分之前将所述第二芯移动到部署位置的步骤。
[0229]
47.根据条目43
‑
46中任一项所述的方法,还包括在注射模制所述物体的所述第二部分的步骤之前将一个或多个可移除芯放置在所述第二注射模具内的步骤。
[0230]
48.根据条目43
‑
47中任一项所述的方法,其中所述注射模制所述物体的所述第二部分的步骤包括将膜包覆模制到所述一个或多个可移除芯上。
[0231]
49.根据条目43
‑
48中任一项所述的方法,其中所述一个或多个可移除芯与所述固定装置一起从所述第二注射模具移除。
[0232]
50.根据条目43
‑
49中任一项所述的方法,其中在注射模制所述物体的所述第二部分之后并且在注射模制所述物体的所述第三部分之前,从所述膜移除所述一个或多个可移除芯。
[0233]
51.根据条目50所述的方法,还包括闭合并密封所述膜以形成所述物体的可充气部分的步骤。
[0234]
52.一种由根据条目36
‑
51中任一项所述的方法形成的气道管理装置。
[0235]
部署位置部署位置部署位置部署位置部署位置部署位置如本文所用,以单数语法形式“一”、“一个”和“该”书写的下列术语中的每一个术语意指“至少一个”或“一个或多个”。在本文使用的短语“一个或多个”不会改变“一”、“一个”或“该”的这种预期含义。因此,如本文所用,术语“一”、“一个”和“该”也可以指并包含多个所陈述实体或物体,除非本文另外特别定义或陈述,或者上下文另外明确指出。例如,如本文所用,短语“单元”、“装置”、“组件”、“机构”、“部件”、“元件”和“步骤或过程”也可以分别指并包含多个单元、多个装置、多个组件、多个机构、多个部件、多个元件和多个步骤或过程。
[0236]
如本文所用,以下术语中的每一者:“包括”、“包含”、“具有”、“有”和“含有”,以及它们的语言/语法变体、派生词、或/和缀合物意指“包括但是不限于”,并且被认为是指定了所述的部件、特征、特性、参数、整数或步骤,并且不排除添加一个或多个附加部件、特征、特性、参数、整数、步骤或其组合。如下术语中的每一者都被认为在意义上等同于短语“基本上由
……
组成”。如本文所用,短语“由
……
组成”和“由
……
构成”中的每一者都表示“包括并限于”。短语“基本上由
……
组成”意指所陈述实体或项目(系统、系统单元、系统子单元装置、组件、子组件、机构、结构、部件元件或、外围设备设施、附件、或材料、方法或过程、步骤或过程、子步骤或子过程),其是所公开的发明的示例性实施例的整体或一部分,和/或用于实现所公开的发明的示例性实施例,可以包括至少一个附加特征或特性:系统单元系统子单元装置、组件、子组件、机构、结构、部件或元件或、外围设备设施、附件或材料、步骤或过程、子步骤或子过程,但是仅当每个这样的附加特征或特性“没有实质上改变所要求保护的
项目的基本新颖和发明特性或特殊技术特征”时如此。
[0237]
如本文所用,术语“方法”指的是用于完成给定任务的步骤、过程、方式、手段和/或技术,其包括但是不限于所公开发明的相关领域的从业者已知的或者容易从已知的步骤、过程、方式、手段和/或技术发展而来的那些步骤、过程、方式、手段和/或技术。
[0238]
如本文所用,近似术语(诸如大约、基本上、近似地、大致上等)指的是所陈述数值的
±
10%或尽可能接近所述条件。
[0239]
应当完全理解,为了清楚起见,在多个单独实施例的上下文或编排中说明性地描述并呈现的本发明的某些方面、特征和特性,也可以在单个实施例的上下文或编排中以任何合适的组合或子组合来说明性地描述并呈现。相反,在单个实施例的上下文或编排中以组合或子组合说明性地描述并呈现的本发明的各个方面、特征和特性也可以在多个单独实施例的上下文或编排中说明性地描述并呈现。
[0240]
尽管已经通过具体的示例性实施例及其示例说明性地描述并呈现了本发明,但是很明显,本领域的技术人员将会清楚本发明的许多替换、修改和/或变化。因此,所有这些替换、修改和/或变化都落在所附权利要求书的精神内,并且都涵盖在所附权利要求书的广泛范围中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。