一种基于简化keca的陶瓷辊道窑烧成带异常检测方法及系统
技术领域
1.本发明涉及陶瓷辊道窑烧成带异常检测技术领域,更具体地,涉及一种基于简化keca的陶瓷辊道窑烧成带异常检测方法及系统。
背景技术:
2.陶瓷生产过程中的高能耗和低能效是制约着陶瓷工业的发展的主要因素。在陶瓷生产过程中,辊道窑内陶瓷制品的烧成过程占生产总能耗的70%~80%。作为陶瓷烧成过程中的核心设备的辊道窑,由于其烧成带工况复杂以及长期处于满负荷运行状态,发生异常的可能性很高,而且这些异常往往很难诊断;在生产过程中会导致生产效率低和产品质量差等问题,严重影响了陶瓷工业的能源利用率。研究发现,在安全运行的基础上提高生产效率和产品质量的方法主要有两种,分别是改进现有的控制技术以及采用先进的预测维护方法。其中,对现有的控制技术进行改进后,生产效率的提升低于5%,而先进的预测维护方法可以使生产效率提高20%~40%,异常检测是预测维护方法的一种支持技术。因此,采用异常检测方法对烧成过程中的异常情况进行及时有效的检测与诊断,是保证辊道窑正常、高效地运行,提升辊道窑的能效的关键。
3.目前陶瓷工业针对辊道窑异常工况的检测方法与手段十分有限。对某陶瓷企业的辊道窑运行现场进行调查分析,发现该企业虽然引进了数字化采集装置和中控系统,但在设定窑炉工艺参数、辊道检修、风机调整等操作时仍然依靠人工,尤其检查烧成过程中燃气、辊道运行状态、隔热状态等异常检修完全依赖人工巡查,对突发异常事件反应缓慢,处理异常事件的效率较低。人工智能技术的发展,为陶瓷辊道窑进行异常检测提供了新思路。通过构建辊道窑烧成带异常检测模型,实现辊道窑烧成带异常状态的监测并定位异常位置,减少异常状态下的能源损耗,对降低企业生产成本、促进陶瓷工业可持续发展具有重要的意义。
4.现有技术中,公开号为:cn110457550a中国发明专利公开了一种烧结过程中异常运行数据的校正方法。首先,采用箱型图法对烧结过程中的运行数据进行异常检测,得到若干异常数据;再使用核模糊c均值聚类算法对正常运行的历史数据进行聚类划分,得到若干类别;然后计算异常运行数据与不同聚类中心的欧式距离,根据最小欧式距离对应的类别得到若干异常运行数据的所属类别;最后利用基于马氏距离的最近邻算法在异常运行数据的所属类别中获得与异常运行数据最相似的正常运行的历史数据来对其进行校正,并将校正后的异常运行数据保存到烧结过程历史数据库中。该方案基于模糊均值聚类思想对异常进行检测校正,无法实时,精确的检测出能耗异常。
技术实现要素:
5.本发明为克服上述现有技术中辊道窑异常检测方法中检测模型复杂度高,检测成本高,无法实时、精确的检测出异常的缺陷,提供一种基于简化keca的陶瓷辊道窑烧成带异常检测方法及系统。
6.本发明的首要目的是为解决上述技术问题,本发明的技术方案如下:
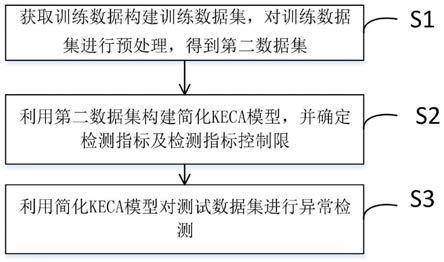
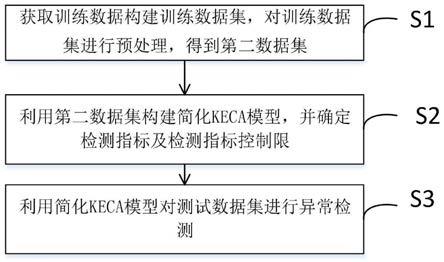
7.本发明第一方面提供了一种基于简化keca的陶瓷辊道窑烧成带异常检测方法,包括以下步骤:
8.s1:获取训练数据构建训练数据集,对训练数据集进行预处理,得到第二数据集;
9.s2:利用第二数据集构建简化keca模型,并确定检测指标及检测指标控制限;
10.获取测试数据集并进行预处理;
11.s3:利用简化keca模型对测试数据集进行异常检测。
12.进一步地,步骤s1具体过程为:
13.采集辊道窑烧成带系统正常状态下的过程变量数据作为训练数据集,记为第一数据集;
14.对第一数据集进行归一化处理,计算第一数据集的欧式距离,根据预设的欧氏距离阈值简化训练数据集得到第二数据集。
15.进一步地,所述对第一数据集进行归一化处理,计算第一数据集的欧式距离,根据预设的欧氏距离阈值简化训练数据集得到第二数据集,具体过程为:
16.将第一数据集构建成样本矩阵,对样本矩阵进行归一化处理;
17.计算归一化后样本矩阵不同两行之间的欧式距离;
18.将不同两行之间的欧氏距离逐一和预设的欧氏距离阈值比较;
19.若不同两行之间的欧氏距离小于预设的欧氏距离阈值,则将欧氏距离对应的两行样本进行删除或合并处理;若不同两行之间的欧氏距离大于预设的欧氏距离阈值,则将欧氏距离对应的两行样本数据保留下来,所有保留下来的样本数据所组成新的数据集,记为第二数据集。
20.进一步地,所述欧氏距离阈值通过以下公式计算:
[0021][0022]
其中,d
l
表示欧氏距离阈值,n表示样本矩阵行数,d
i,j
表示第i行和第j行之间的欧氏距离。
[0023]
进一步地,步骤s2所述利用第二数据集构建keca模型即利用keca方法对第二数据集在主成分方向上的降维,具体步骤为:
[0024]
对第二数据集进行归一化处理;
[0025]
计算归一化处理后第二数据集中样本的renyi熵;
[0026]
利用每个renyi熵计算每个熵的贡献率,并确定熵的贡献率阈值,
[0027]
根据熵的贡献率阈值得到主成分个数k,并将数据映射到k个核主成分方向上即得到了降维后的第二数据集。
[0028]
进一步地,主成分个数确定的具体流程为:
[0029]
设存在数据集d:x1,
…
,x
n
是由概率密度函数p(x)生成,则数据集中样本的二阶renyi熵定义为:
[0030]
h(p)=
‑
log∫p2(x)dx
ꢀꢀꢀ
(2)
[0031]
由公式(2),令:
[0032]
v(p)=∫p2(x)dx
ꢀꢀꢀ
(3)
[0033]
公式(2)中的对数函数为递增类型的函数,则通过v(p)的估计值能够得到h(p)的估计值,v(p)通过调用parzen窗估计器进行估计得到调用parzen窗估计器时的概率密度函数如式4所示:
[0034][0035]
其中,k
σ
(x,x
t
)为特征空间的核函数,通常采用径向基函数,可表示为:
[0036][0037]
其中,σ为核函数的参数,通过样本均值来估计期望算子,可以得到:
[0038][0039]
表示v(p)的估计值;将公式(6)转化为:
[0040][0041]
其中,k为n
×
n的样本核矩阵,1为n
×
1的向量,renyi熵用核矩阵的特征值和相应的特征向量表示,其中核矩阵可以特征分解为:
[0042]
k=ede
t
ꢀꢀꢀ
(8)
[0043]
其中,d为特征值λ1,
…
,λ
n
的对角矩阵,e为一个以特征向量e1,
…
,e
n
为列的矩阵,e
t
为e的转置,因此v(p)的估计值可表示为:
[0044][0045]
样本点映射到k个核主成分方向上形成的新数据集φ
eca
为:
[0046][0047]
计算renyi熵的贡献率η:
[0048][0049]
其中,m为核特征空间数据集的均值向量,m的表达式为:
[0050][0051]
m
eca
表示φ
eca
转换后数据的均值向量,m
eca
表达式为:
[0052][0053]
计算出每个样本的renyi熵的贡献率,将熵贡献率从大到小排序,并进行相加计算,一直到累计的熵贡献率值大于预设的阈值,此时特征向量个数即为选择的主成分个数。
[0054]
进一步地,步骤s2中检测指标为t2统计量和spe统计量;其中,t2统计量的计算公式
为:
[0055]
t2=[t
k,1
,t
k,2
,
…
,t
k,p
]λ
‑1[t
k,1
,t
k,2
,
…
,t
k,p
]
t
ꢀꢀꢀ
(14)
[0056]
其中,t
k
=[t
k,1
,t
k,2
,
…
,t
k,p
]
t
为得分向量,λ
‑1为特征值倒数的对角阵;
[0057]
t2统计量的控制限计算公式为:
[0058][0059]
spe统计量计算公式为:
[0060][0061]
其中,n为非零特征值的个数,p为主元个数;
[0062]
spe统计量的控制限计算公式为:
[0063][0064]
其中,g=θ/2ω,h=2ω2/θ,ω是k次采样spe平均值,θ是k次采样spe方差。
[0065]
进一步地,步骤s3所述的利用简化keca模型对测试数据集进行异常检测具体步骤为:
[0066]
采集辊道窑烧成带系统正常状态下的过程变量数据作为测试数据集;
[0067]
对测试数据集进行归一化处理;
[0068]
构建rkeca方法的测试数据集核矩阵;
[0069]
基于测试集计算检测指标的值,并将计算值与预设的检测指标阈值比较判断是否出现异常。
[0070]
进一步地,基于测试集计算检测指标的值,并将计算值与预设的统计量控制限比较判断是否出现异常,具体的过程为:
[0071]
当检测统计量的值大于统计量的控制限,且存在3个及以上超过控制限的数据时,则判定此时存在异常;
[0072]
当spe统计量大于控制限时,则判定此时存在异常;
[0073]
当spe统计量小于超过控制限,而t2统计量大于控制限时,则根据实际情况进行判断;
[0074]
若spe统计量和t2统计量均没有大于控制限,则判定此时不存在异常。
[0075]
本发明第二方面提供了一种基于简化keca的陶瓷辊道窑烧成带异常检测系统,该系统包括:存储器、处理器,所述存储器中包括基于简化keca的陶瓷辊道窑烧成带异常检测方法程序,所述基于简化keca的陶瓷辊道窑烧成带异常检测方法程序被所述处理器执行时实现如下步骤:
[0076]
s1:获取训练数据构建训练数据集,对训练数据集进行预处理,得到第二数据集;
[0077]
s2:利用第二数据集构建简化keca模型,并确定检测指标及检测指标控制限;
[0078]
获取测试数据集并进行预处理;
[0079]
s3:利用简化keca模型对测试数据集进行异常检测。
[0080]
与现有技术相比,本发明技术方案的有益效果是:
[0081]
本发明通过重构数据集的核矩阵来构建简化的keca模型,降低了模型的复杂度和计算成本,在提高模型检测性能的同时,提高了检测的实时性和精确度。
附图说明
[0082]
图1为本发明一种基于简化keca的陶瓷辊道窑烧成带异常检测方法流程图。
[0083]
图2为本发明实施例中spe统计量变化对比图。
[0084]
图3为本发明实施例中t2统计量变化对比图。
[0085]
图4为本发明实施例中变化量贡献率对比图。
[0086]
图5为本发明一种基于简化keca的陶瓷辊道窑烧成带异常检测系统框图。
具体实施方式
[0087]
为了能够更清楚地理解本发明的上述目的、特征和优点,下面结合附图和具体实施方式对本发明进行进一步的详细描述。需要说明的是,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
[0088]
在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是,本发明还可以采用其他不同于在此描述的其他方式来实施,因此,本发明的保护范围并不受下面公开的具体实施例的限制。
[0089]
实施例1
[0090]
如图1所示,本发明第一方面提供了一种基于简化keca的陶瓷辊道窑烧成带异常检测方法,包括以下步骤:
[0091]
s1:获取训练数据构建训练数据集,对训练数据集进行预处理,得到第二数据集;
[0092]
步骤s1具体过程为:
[0093]
采集辊道窑烧成带系统正常状态下的过程变量数据作为训练数据集,记为第一数据集;
[0094]
对第一数据集进行归一化处理,计算第一数据集的欧式距离,根据预设的欧氏距离阈值简化训练数据集得到第二数据集。
[0095]
其中,所述对第一数据集进行归一化处理,计算第一数据集的欧式距离,根据预设的欧氏距离阈值简化训练数据集得到第二数据集,具体过程为:
[0096]
将第一数据集构建成样本矩阵,对样本矩阵进行归一化处理;
[0097]
计算归一化后样本矩阵不同两行之间的欧式距离;
[0098]
将不同两行之间的欧氏距离逐一和预设的欧氏距离阈值比较;
[0099]
其中,欧氏距离阈值通过以下公式计算:
[0100][0101]
其中,d
l
表示欧氏距离阈值,n表示样本矩阵行数,d
i,j
表示第i行和第j行之间的欧氏距离。
[0102]
若不同两行之间的欧氏距离小于预设的欧氏距离阈值,则将欧氏距离对应的两行样本进行删除或合并处理;若不同两行之间的欧氏距离大于预设的欧氏距离阈值,则将欧氏距离对应的两行样本数据保留下来,所有保留下来的样本数据所组成新的数据集,记为第二数据集。
[0103]
需要说明的,对于一个n
×
m的归一化样本矩阵x,矩阵中不同行之间的欧氏距离,可用如下公式计算:
[0104]
d
i,j
=||x
i
‑
x
j
||2,i,j=1,
…
,n;i≠j
[0105]
从欧氏距离公式中可以得到,两两相对的样本矩阵x的欧式距离有个。如果所得d
i,j
值越大,则表明样本矩阵x中i和j两行数据的距离越远,即差异性越大;如果所得d
i,j
值越小,则表明样本矩阵x中i和j两行数据的距离越近,即差异性越小。因此,欧氏距离提供了样本矩阵x中非常相似的成对数据的信息。而对于样本数据集中相似的成对数据,将会极大地增加了所建立的keca模型的计算量和内存需求。因此,对初始样本数据进行简化处理,保留一些具有代表性的非冗余的样本数据是很有必要的。将维度为n
×
m的样本矩阵x缩减为维度为n
×
m(n<<n)的矩阵x,并建立简化keca模型是本发明要实现的重点目标。
[0106]
在理想的情况下,当欧式距离d
i,j
为0时,则表示样本矩阵x中i和j这两行数据完全相似,在样本矩阵的简化处理中可以直接删除其中一行数据。而在实际中,欧式距离d
i,j
为0的情况基本不存在,所以需要设置一个阈值,将欧式距离d
i,j
小于所设定阈值的所在行数据进行删除或合并处理,将欧式距离d
i,j
大于阈值的样本数据保留下来,所有保留下来的样本数据所组成新的数据集,为简化数据矩阵x。此外,初始的样本数据集为归一化处理后的数据集,因此,根据经验阈值可设为样本矩阵的欧式距离值的均值。
[0107]
s2:利用第二数据集构建简化keca模型,并确定检测指标及检测指标控制限;
[0108]
获取测试数据集并进行预处理;
[0109]
需要说明的是,步骤s2所述利用第二数据集构建简化keca模型即利用keca方法对第二数据集在主成分方向上降维,具体过程为:
[0110]
对第二数据集进行归一化处理;
[0111]
计算归一化处理后第二数据集中样本的renyi熵;
[0112]
利用每个renyi熵计算每个熵的贡献率,并确定熵的贡献率阈值,
[0113]
根据熵的贡献率阈值得到主成分个数k,并将数据映射到k个核主成分方向上即得到了降维后的第二数据集。
[0114]
其中,主成分个数确定的具体流程为:
[0115]
设存在数据集d:x1,
…
,x
n
是由概率密度函数p(x)生成,则数据集中样本的二阶renyi熵定义为:
[0116]
h(p)=
‑
log∫p2(x)dx
ꢀꢀꢀ
(2)
[0117]
由公式(2),令:
[0118]
v(p)=∫p2(x)dx
ꢀꢀꢀ
(3)
[0119]
公式(2)中的对数函数为递增类型的函数,则通过v(p)的估计值得到h(p)的估计值,v(p)通过调用parzen窗估计器进行估计得到调用parzen窗估计器时的概率密度函数如式4所示:
[0120][0121]
其中,k
σ
(x,x
t
)为特征空间的核函数,通常采用径向基函数,可表示为:
[0122]
[0123]
其中,σ为核函数的参数,通过样本均值来估计期望算子,可以得到:
[0124][0125]
表示v(p)的估计值;将公式(6)转化为:
[0126][0127]
其中,k为n
×
n的样本核矩阵,1为n
×
1的向量,renyi熵用核矩阵的特征值和相应的特征向量表示,其中核矩阵可以特征分解为:
[0128]
k=ede
t
ꢀꢀꢀ
(8)
[0129]
其中,d为特征值λ1,
…
,λ
n
的对角矩阵,e为一个以特征向量e1,
…
,e
n
为列的矩阵,e
t
为e的转置,因此v(p)的估计值可表示为:
[0130][0131]
样本点映射到k个核主成分方向上形成的新数据集φ
eca
为:
[0132][0133]
计算renyi熵的贡献率η:
[0134][0135]
其中,m为核特征空间数据集的均值向量,m的表达式为:
[0136][0137]
m
eca
表示φ
eca
转换后数据的均值向量,m
eca
表达式为:
[0138][0139]
计算出每个样本的renyi熵的贡献率,将熵贡献率从大到小排序,并进行相加计算,一直到累计的熵贡献率值大于预设的阈值,此时特征向量个数即为选择的主成分个数。
[0140]
需要说明的是,本发明基于构建的简化keca模型,采用t2统计量和spe统计量进行异常检测,其中其中,t2统计量的计算公式为:
[0141]
t2=[t
k,1
,t
k,2
,
…
,t
k,p
]λ
‑1[t
k,1
,t
k,2
,
…
,t
k,p
]
t
ꢀꢀꢀ
(14)
[0142]
其中,t
k
=[t
k,1
,t
k,2
,
…
,t
k,p
]
t
为得分向量,λ
‑1为特征值倒数的对角阵;
[0143]
t2统计量的控制限计算公式为:
[0144][0145]
spe统计量计算公式为:
[0146]
[0147]
其中,n为非零特征值的个数,p为主元个数;
[0148]
spe统计量的控制限计算公式为:
[0149][0150]
其中,g=θ/2ω,h=2ω2/θ,ω是k次采样spe平均值,θ是k次采样spe方差。
[0151]
s3:利用keca模型对测试数据集进行异常检测。
[0152]
需要说明的是,利用简化keca模型对测试数据集进行异常检测具体步骤为:
[0153]
采集辊道窑烧成带系统正常状态下的过程变量数据作为测试数据集;
[0154]
对测试数据集进行归一化处理;
[0155]
构建rkeca方法的测试数据集核矩阵;
[0156]
基于测试集计算检测指标的值,并将计算值与预设的检测指标阈值比较判断是否出现异常。
[0157]
更具体地,基于测试集计算检测指标的值,并将计算值与预设的统计量控制限比较判断是否出现异常,具体的过程为:
[0158]
当检测统计量的值大于统计量的控制限,且存在3个及以上超过控制限的数据时,则判定此时存在异常;
[0159]
当spe统计量大于控制限时,则判定此时存在异常;
[0160]
当spe统计量小于超过控制限,而t2统计量大于控制限时,则根据实际情况进行判断;
[0161]
若spe统计量和t2统计量均没有大于控制限,则判定此时不存在异常。
[0162]
如图5所示,本发明第二方面提供了一种基于简化keca的陶瓷辊道窑烧成带异常检测系统,该系统包括:存储器、处理器,所述存储器中包括基于简化keca的陶瓷辊道窑烧成带异常检测方法程序,所述基于简化keca的陶瓷辊道窑烧成带异常检测方法程序被所述处理器执行时实现如下步骤:
[0163]
s1:获取训练数据构建训练数据集,对训练数据集进行预处理,得到第二数据集;
[0164]
s2:利用第二数据集构建简化keca模型,并确定检测指标及检测指标控制限;
[0165]
获取测试数据集并进行预处理;
[0166]
s3:利用keca简化模型对测试数据集进行异常检测。
[0167]
验证与分析
[0168]
本实施例通过具体的陶瓷辊道窑烧成系统异常检测进行具体说明。
[0169]
步骤1:陶瓷辊道窑烧成系统异常情况总结
[0170]
辊道窑烧成带的工作过程十分复杂,其热工过程涉及气体力学、燃料燃烧学、传热学等科学领域。在陶瓷烧制工序中,各个系统设备根据制定的温度制度、气氛制度和压力制度的共同作用下,完成整个烧成过程。其中任意一个环节出现异常都会直接影响陶瓷制品的质量和产量,不仅会使整个辊道窑烧成带系统的性能下降,而且会造成大量的能源损失和不必要的资源浪费,给企业带来相当的经济损失。为保证辊道窑烧成带正常、安全、高效的运行,需要对其运行过程的各类影响因素以及可能存在的异常情况进行分析。
[0171]
辊道窑烧成带在生产过程中常见的异常类型大致可以分成工艺异常和设备异常两种。工艺异常主要是由于温度制度、气氛制度和压力制度的控制不当所引起的异常工况,设备异常主要是由于辊道、烧嘴、电机、执行机构等硬件设备的老化或仪表故障所导致的异
常现象如表1。
[0172]
表1异常现象以及产生原因
[0173][0174]
在辊道窑烧成带系统的运行过程中,存在着温度、流量等可测变量,这些可测变量都是对辊道窑烧成带影响最为重要的设备产生的数据,是影响辊道窑烧成带在生产过程中运行状况的关键变量,可以反映出辊道窑烧成带系统的运行状况。可测变量的详细描述如表2:
[0175]
表2可测变量描述表
[0176]
[0177][0178]
通过辊道窑烧成带常见异常现象和可测变量分析,结合企业实际生产情况,对辊道窑烧成带中常见的异常进行了总结。本发明所考虑的异常类型主要包括三大类:
[0179]
(1)物质流流量异常,主要为烧成带各气体和陶瓷坯体流量异常;
[0180]
(2)窑内温度异常,主要为烧成带出入口烟气温度异常;
[0181]
(3)窑内气氛异常,主要为天然气泄漏异常
[0182]
本发明只考虑单一异常情况,所考虑的异常如表3:
[0183]
表3异常描述表
[0184]
异常编号异常描述1天然气的质量流量变小2天然气的质量流量变大3助燃气的质量流量变小4助燃气的质量流量变大5烟气质量流量变小6烟气质量流量变大7入口烟气温度变低8入口烟气温度变高9砖坯质量流量变小10砖坯质量流量变大11天然气泄漏
[0185]
步骤2:数据采集
[0186]
数据采集自某陶瓷生产企业辊道窑烧成带设备2019年10月的运行过程,一共20个状态变量,由于一些控制参数和状态参数的全部监测值没有发现变化,以及存在一些与异常无关的参数,所以对变量进行选择,从中选取了11个变量,如表4所示,其中t1~t6分别为瓷砖坯体、助燃气、输入烟气、烧制砖、输出烟气和窑体外壁表面的温度;m1~m5分别为瓷砖坯体、天然气、助燃气、输入烟气和输出烟气的流速。辊道窑状态变量
[0187]
表4状态变量表
[0188]
状态变量变量含义t1–
t6温度测量值m1–
m5流速测量值
[0189]
通过采集所得的样本数据,建立仿真模型,引入总结的异常情况,其中包含了11个异常类型,每类异常数据各800组,最后所得数据集有12个,12个数据集中11个为异常数据类型,1个为正常数据类型。其中,训练数据集为正常工况数据,包含1000组数据,利用本发明所述方法计算训练数据集的欧式距离,根据预设的欧式距离阈值简化训练数据集,并构
建简化keca模型,;测试数据集由11个独立的数据矩阵组成,每个数据矩阵包含200组正常工况数据和800组异常数据,将会用于对所构建的简化keca模型进行测试和验证。
[0190]
步骤3:模型参数设置
[0191]
由于辊道窑烧成带系统包含了11个异常,因此将会建立11个rkeca模型,其中每个模型对应一个异常。本实施例采用rkeca和keca两种方法分别用于辊道窑烧成带设备异常检测,对其性能进行了比较和验证。在对训练集数据进行重构处理前,利用原始训练集数据分别建立keca模型(核熵成分分析方法)和kpca模型(核主成分分析方法);与本发明提出的rkeca方法(简化keca方法,即本发明方法)在相同的背景下进行比较研究。
[0192]
在rkeca方法(即简化keca)、keca方法和kpca方法的异常仿真中,核函数类型的选择是相同的,均为径向基函数;均采用85%的累积贡献率选取主元个数;监测统计量均选用t2统计量和spe统计量,监测统计量的控制限均设为95%,并规定,如果存在3个及以上的样本数据超限,即可认定为出现异常。仿真中所有所需的参数都是根据实验设置的,当参数取这些值时,异常监测表现出更好的性能和高可靠性。
[0193]
步骤4:结果分析
[0194]
本发明针对异常1进行检测结果分析,所得结果如图2
‑
3所示,其中图2中(a)表示本发明方法(rkeca方法)spe统计量变化,图2中(b)表示采用keca方法spe统计量变化;其中图3中(a)表示本发明方法(rkeca方法)t2统计量变化,图3中(b)表示采用keca方法t2统计量变化;其中图4中(a)表示本发明方法(rkeca方法)变化量贡献率,图4中(b)表示采用keca方法变化量贡献率。
[0195]
为了验证rkeca方法的有效性,本发明采用计算时间(ct)、检出率(fdr)和误报率(far)作为评价指标,基于辊道窑烧成带设备11个异常数据集,分别对比分析了rkeca、keca、kpca三种方法,其中检出率(fdr)和误报率(far)结果来源于spe监测统计量。所得spe监测统计量的异常检测结果如表5所示,三种方法的计算时间对比表如表6所示。
[0196]
从表5中可以看出rkeca方法的检测率为86.85%,误检率为1.05%;而keca方法的检出率为52.83%,误检率为0.86%,kpca方法的检出率为46.11%,误检率为4.09%,实验结果表明了相对于keca方法和kpca方法,rkeca方法具有较优的监测性能,最大的异常监测灵敏度和较佳的误报鲁棒性,验证了rkeca方法的有效性。
[0197]
表511类异常的检出率和误报率表
[0198][0199][0200]
表6三种方法的计算时间对比表
[0201] rkecakecakpcact(s)2.89169.83175.64
[0202]
此外,rkeca方法中通过欧式距离相似度重构的训练集数据,由原始的1000组数据缩减到156组,缩减率为84.4%。从表6中可以看出,rkeca方法的计算时间大大缩短了,相比keca方法缩短了98.3%,相比kpca方法缩短了98.35%。显著减少了计算时间和内存空间成本。
[0203]
显然,本发明的上述实施例仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。