1.本实用新型属于辅助工装技术领域。用于电镀生产线镀镍工装夹具,具体涉及一种用于长时间镀镍工艺的阴极保护装置,特别适合于零件外形为圆柱体的镀镍工艺。
背景技术:
2.随着航空事业的快速发展,电镀设备的自动化、数字化要求越来越高,相应对工装夹具的技术含量也越来越高。
3.某航空产品在表面处理电镀镍过程中,采用定点旋转移动方式,固定旋转转速、温度、时间、电流密度等条件下,施镀零件尖端出现电力线集中现象,当长时间施镀(>1h)时,造成零件尖端镀层厚度严重超差,镀层厚度超差达到100%,因此需要对原工装夹具(专利号为zl201822088288.9)进行升级改进。
技术实现要素:
4.本实用新型的目的是:设计一种用于长时间镀镍工艺的阴极保护装置,以解决当零件长时间施镀时,无法保证施镀零件整体镀层厚度的均匀性的技术问题。
5.为解决此技术问题,本实用新型的技术方案是:
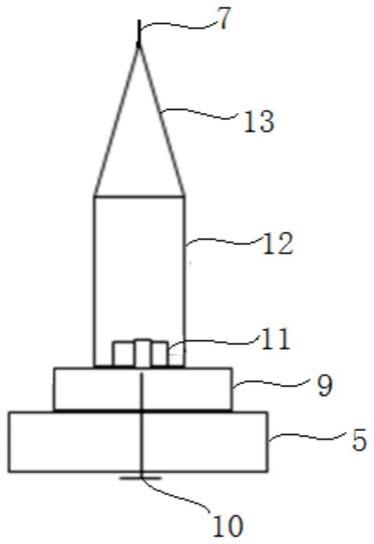
6.一种用于长时间镀镍工艺的阴极保护装置,所述装置包含:顶针7、底座9、轴承11、锥体13、圆柱体12;
7.圆柱体12底部连接在底座9上方,底座9固定在支架5上;
8.所述零件主体外形为圆柱形,
9.当零件下端外形为圆锥体时,所述顶针7固定安装在锥体13上端尖部,锥体13、圆柱体12上下固定;
10.当零件下端外形为圆柱体时,则锥体13可替换为与所述圆柱体12截面积相等的圆柱体。
11.所述圆柱体12底部通过轴承11与底座9连接。
12.优选地,所述锥体13、圆柱体12上下一体成型。
13.优选地,所述底座9、轴承11一体成型;
14.所述底座9通过螺钉10固定在支架5上;
15.所述顶针7材质为不锈钢。
16.优选地,所述顶针7可以过盈安装或者焊接在锥体13上端。
17.本实用新型的有益效果是:
18.该装置具有安装简单、调节方便,阴极保护装置可跟零件一起旋转等优点,固定产品零件表面与阳极板的距离,确保被加工零件每个部位每个点电力线分布均匀;同时安装水平移动装置,行程为10mm,使产品零件表面溶液不断更新;解决了电镀件圆周面整体镀层厚度的均匀性问题。产品零件上中下部位的镀层均匀性得到了改善,产品零件整体表面镀层厚度相差控制在2微米以内。
附图说明
19.为了更清楚地说明本实用新型实施的技术方案,下面将对本实用新型的实例中需要使用的附图作简单的解释。显而易见,下面所描述的附图仅仅是本实用新型的一些实施例,对于本领域的技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
20.图1为本实用新型的阴极保护装置示意图;
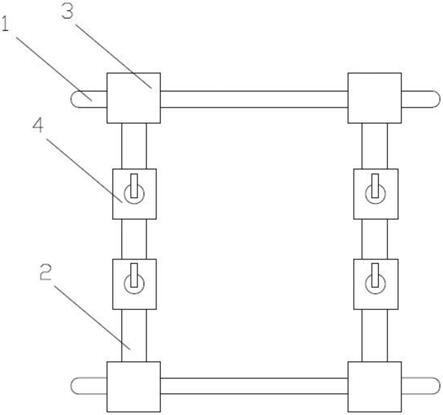
21.图2为本实用新型的阴极保护装置在电镀生产线施镀零件装挂工装中的组合示意图;
22.图3为组合工装的侧面示意图;
23.图4为本实用新型的阴极保护装置另一种实现方式的示意图、
24.其中,1.传动装置、2.螺钉、3.转轴、4.转换接头、5.支架、6.零件、 7.顶针、8.阴极保护装置、9.底座、10.螺钉、11轴承、13锥体、12圆柱体、 14.阳极板。
具体实施方式
25.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例是本实用新型的一部分实施例,而不是全部实施例。基于本实用新型中的实施例,本领域的普通技术人员在没有做出创造性劳动的前提下,所获得的所有其他实施例,都属于本实用新型保护的范围。
26.下面将详细描述本实用新型实施例的各个方面的特征。在下面的详细描述中,提出了许多具体的细节,以便对本实用新型的全面理解。但是,对于本领域的普通技术人员来说,很明显的是,本实用新型也可以在不需要这些具体细节的情况下就可以实施。下面对实施例的描述仅仅是为了通过示出本实用新型的示例对本实用新型更好的理解。本实用新型不限于下面所提供的任何具体设置和方法,而是覆盖了不脱离本实用新型精神的前提下所覆盖的所有的产品结构、方法的任何改进、替换等。
27.在各个附图和下面的描述中,没有示出公知的结构和技术,以避免对本实用新型造成不必要的模糊。
28.本实用新型的工装夹具(旋转飞巴)是在表面处理电镀生产线施镀零件装挂方面的升级改进,具体结构如图1所示,
29.当零件下端为圆锥形时,顶针7过盈安装在锥体13上端,锥体13、圆柱体12上下一体成型,成型后的形状与零件形状相似,圆柱体12截面积与零件截面积相等;
30.如图2、图3所示,在生产使用时,工装夹具上安装传动装置1,旋转传动装置联动安装在五个传动转轴3,利用螺钉2将支架5固定在传动箱上1,支架5底板与传动装置垂直分别安装5只阴极保护装置,通过转换接头4分别安装5 只零件6,零件管头放顶针7上成一体,传动转轴3转换接头4、零件与本实用新型的阴极保护装置8一起转动。
31.如图4所示出当零件为圆柱形时,本实用新型的实现方式,此时,锥体13、圆柱体12统一成型成圆柱体,与零件形状一致。
32.在保持电镀槽内施镀件与各块阳极板纵向横向的距离一致的同时,在施镀件下方加装阴极保护装置,保证阳极电力线分布均匀性,解决施镀件头部镀层与其它部位镀层的
均匀性,提高施镀件尖端与中部镀层厚度的均匀性。通过试验证明,施镀件在一定电流密度、转速下,施镀件管体镀层厚度控制在2微米以内。镀层的均匀度得到控制,缩短了产品生产周期,满足客户的使用要求。
33.最后应该说明的是:以上实施例仅用以说明本实用新型的技术方案,但本实用新型的保护范围并不局限于此,任何熟悉本领域的技术人员在本实用新型揭露的技术范围内,可以轻易想到各种等效的修改或者替换,这些修改或者替换都应该涵盖在本实用新型的保护范围之内。
技术特征:
1.一种用于长时间镀镍工艺的阴极保护装置,其特征在于:所述装置包含:顶针(7)、底座(9)、轴承(11)、锥体(13)、圆柱体(12);圆柱体(12)底部连接在底座(9)上方,底座(9)固定在支架(5)上;当零件下端外形为圆锥体时,所述顶针(7)固定安装在锥体(13)上端尖部,锥体(13)、圆柱体(12)上下固定;当零件下端外形为圆柱体时,则锥体(13)可替换为与所述圆柱体(12)截面积相等的圆柱体。2.根据权利要求1所述的一种用于长时间镀镍工艺的阴极保护装置,其特征在于:圆柱体(12)底部通过轴承(11)与底座(9)连接。3.根据权利要求1所述的一种用于长时间镀镍工艺的阴极保护装置,其特征在于:所述锥体(13)、圆柱体(12)上下一体成型。4.根据权利要求1所述的一种用于长时间镀镍工艺的阴极保护装置,其特征在于:底座(9)、轴承(11)一体成型。5.根据权利要求1所述的一种用于长时间镀镍工艺的阴极保护装置,其特征在于:底座(9)通过螺钉(10)固定在支架(5)上。6.根据权利要求1所述的一种用于长时间镀镍工艺的阴极保护装置,其特征在于:顶针(7)过盈安装在锥体(13)上端。7.根据权利要求1所述的一种用于长时间镀镍工艺的阴极保护装置,其特征在于:顶针(7)焊接在锥体(13)上端。8.根据权利要求1所述的一种用于长时间镀镍工艺的阴极保护装置,其特征在于:顶针(7)材质为不锈钢。
技术总结
本实用新型属于辅助工装技术领域,涉及一种用于长时间镀镍工艺的阴极保护装置;所述装置包含:顶针(7)、底座(9)、轴承(11)、圆柱体(12);圆柱体(12)底部连接在底座(9)上方,底座(9)固定在支架(5)上;当零件下端外形为圆锥体时,所述顶针(7)固定安装在锥体(13)上端尖部,锥体(13)、圆柱体(12)上下固定;当零件下端外形为圆柱体时,则锥体(13)可替换为与所述圆柱体(12)截面积相等的圆柱体;本实用新型用于电镀生产线镀镍工装夹具,特别适合于零件外形为圆柱体的镀镍工艺,解决了电镀件圆周面整体镀层厚度的均匀性问题。层厚度的均匀性问题。层厚度的均匀性问题。
技术研发人员:杜志强 张建荣
受保护的技术使用者:太原航空仪表有限公司
技术研发日:2020.12.24
技术公布日:2021/11/23
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。