1.本技术涉及连接器生产设备技术领域,尤其是涉及一种连接器生产组装设备及其组装方法。
背景技术:
2.随着社会的快速发展,人们对于消费性电子产品越来越依赖,连接接口标准化规范经过多年发展,出现了不同标准的连接器接口,最新发布的type
‑
c相较于原来的连接器接口,变得更加轻薄、更加纤细。现有的type
‑
c常常被用于不同类别的产品线材,针对不同产品线材,对type
‑
c提出了不同的要求。为了满足电子产品的日益微型化要求,连接器往往通过多个料件进行组装而成。
3.目前,也是为了降低连接器的生产成本,如图1,通常生产的连接器12包括一体成型的端子组件121以及外壳122两部分,在连接器12生产装配的过程中,通常工作人员采用手工将一体成型的端子组件121压入外壳122内实现对连接器12的组装,不但可提高连接器12的防水气密性,还可有效降低连接器12的生产成本。
4.针对上述中的相关技术,发明人认为存在以下缺陷:在对连接器进行组装的过程中,工作人员通常采用手工将端子组件压入外壳内时,费时费力,且组装效率较低,因此,亟需一种对连接器易于组装的设备。
技术实现要素:
5.为了提高连接器的组装效率,本技术提供一种连接器生产组装设备及其组装方法。
6.第一方面,本技术提供一种连接器生产组装设备,采用如下的技术方案:一种连接器生产组装设备,包括底座、立板、驱动件、上压板以及下压板,所述立板设于所述底座顶部,所述驱动件设于所述立板上,所述上压板设于所述驱动件靠近底座的一端,所述下压板放置于所述底座上,所述上压板与所述下压板相对设置,所述驱动件能够驱使所述上压板靠近所述下压板移动,所述下压板与上压板相对的一侧设有若干用于与连接器外壳相配合的插槽。
7.通过采用上述技术方案,连接器生产过程中,对连接器的外壳与端子组件进行组装时,通过将外壳首先插入插槽内将外壳进行固定,再将端子组件预插入外壳使得端子组件与外壳对正,然后将下压板放置在底座上,通过驱动件驱使上压板向下压板靠近,在上压板移动的过程中,上压板顶住端子组件将其压入外壳内,完成对外壳与端子组件的组装,省时省力,使得连接器的组装更加方便,有效的提高了连接器的组装效率。
8.可选的,所述上压板包括支撑板以及基板,所述支撑板设于所述驱动件上,所述基板可拆卸连接于所述支撑板远离驱动件的一侧,所述基板远离支撑板的一侧设有用于与端子组件配合的压槽,所述压槽所在基板的一侧与所述插槽所在下压板的一侧相对设置。
9.通过采用上述技术方案,在对连接器进行组装时,在基板上设置压槽,在将端子组
件压入外壳内时,使得端子组件的一端伸入压槽内,通过压槽对端子组件的限位效果,避免在压合的过程中,端子组件与基板间发生滑动而影响压合效果;通过设置的基板与支撑板可拆卸连接,方便对基板进行更换,通过更换基板,使得设备方便对不同规格的端子组件与外壳进行压合,进而提高设备的适用性。
10.可选的,还包括若干固定件,所述固定件插设于所述插槽内,所述固定件靠近上压板的一端用于与连接器的外壳配合插接。
11.通过采用上述技术方案,将固定件首先插设在插槽内,在将外壳固定自固定件上,然后通过固定端子组件对其进行压合工作,由于在生产过程中会生产不同规格的连接器,通常需要对不同规格的连接器进行组装,进而可直接通过更换固定件使得设备便于对不同规格的连接器进行组装,进一步提高设备的适用性。
12.可选的,所述固定件包括固定段以及连接段,所述连接段用于插设于所述插槽内,所述固定段能够插设于连接器的外壳内,所述固定段远离连接段的一端端面设有用于与端子组件配合的卡槽。
13.通过采用上述技术方案,对连接器进行组装时,通过将固定件的连接段插入插槽内进行固定,使得固定件的固定段插入外壳内实现对外壳的固定,在对端子组件与外壳进行压合时,通过在固定段的端部设置卡槽,在将端子组件与外壳压合后,使得端子组件的一端伸入卡槽内,使得对端子组件与外壳的压合过程更加稳定,进而提高连接器的组装质量。
14.可选的,所述下压板上设有限位槽,所述插槽位于所述限位槽的底部,当外壳插接于所述固定件上时,外壳相对的两侧壁与所述限位槽的槽壁抵接。
15.通过采用上述技术方案,在将固定件插入插槽内后,使得外壳的侧壁与限位槽的槽壁抵接,使得限位槽对外壳起到进一步限位固定的作用,使得端子组件与外壳压合的过程更加稳定,进一步提高设备的稳定性。
16.可选的,所述固定件包括固定段以及连接段,所述连接段用于插设于所述插槽内,所述固定段远离所述连接段的一端端面设有连接槽,外壳能够插入所述连接槽内。
17.通过采用上述技术方案,对连接器进行组装时,连接段插入插槽内,将外壳插入连接槽内实现对外壳的固定,通过固定件对外壳实现固定效果,当需要对不同规格的连接器进行组装时,只需更换对应的固定件即可,提高设备的适用性。
18.可选的,所述下压板上设有限位槽,所述插槽位于所述限位槽的底部,所述固定件插设于所述插槽内时,所述固定件相对的两侧壁与所述限位槽的槽壁抵接。
19.通过采用上述技术方案,在将固定件插入插槽内后,使得固定件的侧壁与限位槽的槽壁抵接,使得限位槽对固定件起到进一步限位固定的作用,使得压合过程更加稳定,进一步提高设备的稳定性。
20.可选的,还包括挡条,所述挡条设于所述底座上且位于所述下压板相对的两侧,所述挡条与所述下压板的侧壁抵接。
21.通过采用上述技术方案,在将端子组件与外壳压合时,在外壳固定在下压板上后,通过挡条对下压板的两侧进行限位,在下压板放置在底座上后,在挡条的限位作用下,方便对下压板与上压板进行对正,进而方便对端子组件与外壳进行压合操作。
22.可选的,还包括顶杆,所述顶杆穿过所述底座且与底座螺纹连接,所述顶杆靠近上压板的一端能够与所述上压板靠近下压板的一侧抵接。
23.通过采用上述技术方案,在驱动件驱使上压板移动将端子组件与外壳进行压合时,通过转动顶杆来对顶杆位于底座顶部的长度进行调节,在压合的过程中通过顶杆对上压板进行限位,避免由于上压板对端子组件与外壳过渡压合导致损坏,进一步有效提高对连接器组装的稳定性。
24.第二方面,本技术提供一种连接器生产组装方法,采用如下的技术方案:一种连接器生产组装方法,包括如下步骤:s1:将连接器外壳的一端插入插槽内进行固定;s2:再将端子组件的连接端预插入外壳内,然后将下压板放置在底座上,使得下压板与上压板正对;s3:最后通过驱动件驱使所述上压板相对下压板运动将端子组件压入外壳内,即完成对连接器的组装。
25.通过采用上述技术方案,首先将连接器外壳固定在下压板上,然后将端子组件与外壳对正预装在外壳上,通过驱动件驱使上压板下压将端子组件压入外壳内,即可完成对连接器的组装,操作简单,省时省力,有效提高连接器的组装效率。
26.综上所述,本技术包括以下至少一种有益技术效果:1.通过设置底座、立板、驱动件、上压板以及下压板,通过驱动件驱使上压板向下压板靠近,在上压板移动的过程中,上压板顶住端子组件将其压入外壳内,完成对外壳与端子组件的组装,有效的提高了连接器的组装效率。
27.2.通过设置的固定件,需要对不同规格的连接器进行组装,可直接通过更换固定件使得便于对不同规格的连接器进行组装,进一步提高设备的适用性。
28.3.连接器的组装方法,将外壳固定在下压板上,通过驱动件驱使上压板下压将端子组件压入外壳内,即可完成对连接器的组装,操作简单,省时省力,有效提高连接器的组装效率。
附图说明
29.图1是背景技术中连接器的结构示意图。
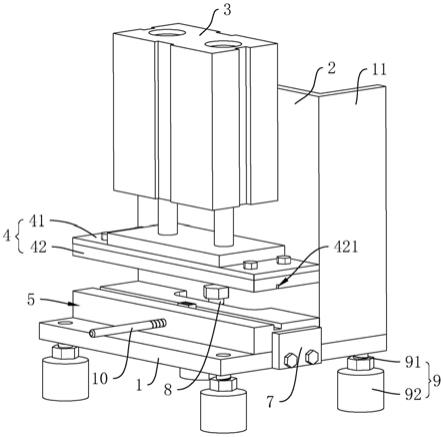
30.图2是本技术实施例一种连接器生产组装设备的结构示意图。
31.图3是本技术实施例中下压板的结构示意图。
32.图4是本技术实施例1中固定件的结构示意图。
33.图5是本技术实施例2中固定件的结构示意图。
34.附图标记说明:1、底座;2、立板;3、驱动件;4、上压板;41、支撑板;42、基板;421、压槽;5、下压板;51、插槽;52、限位槽;53、容纳槽;6、固定件;61、固定段;62、连接段;63、卡槽;64、连接槽;7、挡条;8、顶杆;9、支脚;91、支腿;92、支座;10、把手;11、加强板;12、连接器;121、端子组件;122、外壳。
具体实施方式
35.以下结合附图1
‑
5对本技术作进一步详细说明。
36.实施例1本技术实施例公开一种连接器生产组装设备。参照图2与图3,组装设备包括底座
1、立板2、驱动件3、上压板4以及下压板5,立板2焊接于底座1顶部,且立板2与底座1顶面垂直,驱动件3通过螺栓固定于立板2上端的一侧,驱动件3具体为双轴气缸,驱动件3的轴向与底座1顶面垂直,上压板4安装于驱动件3靠近底座1的一端,立板2远离驱动件3的一侧两端焊接有加强板11,加强板11底部于底座1焊接,提高立板2工作时的稳定性;上压板4包括支撑板41以及基板42,支撑板41通过螺栓固定于驱动件3的输出轴上,基板42通过螺栓固定于支撑板41远离驱动件3的一侧,基板42与底座1顶面平行且与立板2侧壁滑动连接,基板42远离支撑板41的一侧沿长度方向开设有压槽421,压槽421用于与端子组件121配合,对连接器12进行组装时,端子组件121上端可伸入压槽421内,对端子组件121进行限位,避免压合时端子组件121发生偏移。
37.参照图2与图3,下压板5放置于底座1上,上压板4与下压板5相对设置,下压板5与立板2侧壁抵接,下压板5远离立板2的一侧通过螺纹连接有把手10,组装连接器12时,工作人员通过把手10将下压板5抵紧在立板2上进行固定,下压板5与上压板4相对的一侧开设有若干用于与连接器12外壳122相配合的插槽51,插槽51沿下压板5长度方向均匀分布,压槽421所在基板42的一侧与插槽51所在下压板5的一侧正对,下压板5上沿长度方向开设有限位槽52,插槽51位于限位槽52的底部,将外壳122固定在下压板5上,将端子组件121预插入外壳122上端使得端子组件121与外壳122对正,通过驱动件3驱使上压板4靠近下压板5移动,基板42向下移动,使得端子组件121的上端伸入压槽421内,基板42继续向下移动将端子组件121压入外壳122内,实现对端子组件121与外壳122的组装。
38.参照图3与图4,还包括若干固定件6,固定件6插设于插槽51内,固定件6靠近上压板4的一端用于与连接器12的外壳122配合插接,固定件6包括固定段61以及连接段62,连接段62用于插设于插槽51内,固定段61远离连接段62的一端端面开设有连接槽64,外壳122能够插入连接槽64内,若干固定件6上的连接槽64设置有不同大小规格,不同规格连接槽64的固定件6便于与对应规格的连接器12外壳122连接,同一规格固定件6可设置多个,对不同规格的连接器12进行组装,进而可直接通过更换固定件6使得设备便于对不同规格的连接器12进行组装。固定件6插设于插槽51内时,固定件6相对的两侧壁与限位槽52的槽壁抵接,限位槽52对固定件6起到进一步限位固定的作用,使得压合过程更加稳定。
39.参照图2与图3,还包括挡条7与顶杆8,挡条7通过螺栓固定于底座1的两侧,两侧的挡条7位于下压板5的两侧端部,挡条7与下压板5的侧壁抵接,挡条7对下压板5的两侧进行限位,在下压板5放置在底座1上后,在挡条7的限位作用下,方便对下压板5与上压板4进行对正。顶杆8具体为螺杆,顶杆8穿过底座1且与底座1螺纹连接,顶杆8轴向与底座1垂直,且位于立板2靠近上压板4的一侧,顶杆8靠近上压板4的一端能够与上压板4靠近下压板5的一侧抵接,下压板5上靠近顶杆8处开设有容纳槽53,转动顶杆8对顶杆8伸出底座1顶部的长度进行调节,在压合的过程中顶杆8对上压板4进行限位,避免由于上压板4对端子组件121与外壳122过渡压合导致损坏。
40.参照图2,还包括支脚9,支脚9包括支腿91以及支座92,支腿91分别螺纹连接于底座1底部的四角处,支座92螺纹连接于支腿91远离底座1的一端,支脚9与支座92配合对底座1进行支撑,通过转动支腿91来调节支腿91伸出底座1底部的长度,进而调节底座1四角处支脚9的高度,方便调节使得底座1水平,提高设备的稳定性。
41.本技术实施例一种连接器生产组装设备的实施原理为:需要对连接器12进行组装
时,首先将对应连接器12外壳122的固定件6插入插槽51内,在将外壳122固定在固定件6上,将端子组件121预插入外壳122使得端子组件121与外壳122对正后,然后将下压板5放置在底座1上,使得下压板5与基座对正,通过驱动件3驱使基板42向下压板5靠近,使得端子组件121的上端伸入压槽421内,基板42继续下降将端子组件121压入外壳122内,即可实现对连接器12的组装效果。
42.本技术实施例还公开一种连接器生产组装方法,参照图2与图3,采用上述实施例的一种连接器生产组装设备,包括如下步骤:s1:将固定件6插入插槽51内,然后将连接器12外壳122的一端插入连接槽64内进行固定;s2:再将端子组件121的连接端预插入外壳122内,使得端子组件121与外壳122对正,将下压板5放置在底座1上,使得下压板5与上压板4正对;s3:最后通过驱动件3驱使上压板4相对下压板5运动将端子组件121压入外壳122内,即完成对连接器12的组装。
43.实施例2参照图3与图5,本实施例与实施例1的不同之处在于,固定件6包括固定段61以及连接段62,连接段62用于插设在插槽51内,固定段61能够插入连接器12的外壳122内,固定段61远离连接段62的一端端面开设有用于与端子组件121配合的卡槽63,将端子组件121压入外壳122内时,端子组件121的端部能够伸入卡槽63内,通过固定段61插入外壳122内实现对外壳122的固定。下压板5上开设有限位槽52,插槽51位于限位槽52的底部,固定件6插入插槽51内,将外壳122与固定件6上的固定段61插接时,外壳122相对的两侧壁与限位槽52的槽壁抵接,限位槽52对外壳122起到进一步限位固定的作用,使得端子组件121与外壳122压合的过程更加稳定。
44.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。