1.本技术涉及往复压缩机现场检修的技术领域,尤其是涉及一种往复压缩机现场检修用承托装置。
背景技术:
2.往复压缩机是一种通过气缸内活塞或者隔膜的往复运动使缸体容积周期变化并实现气体增压和输送的设备。
3.在大型往复压缩机内,活塞杆与十字头通过打压体连接的,在对往复压缩机进行检修时,需要在往复压缩机的滑道内对打压体进行拆卸和回装,打压体在拆装过程中都是通过人手拖拉完成打压体的运输。
4.针对上述中的相关技术,发明人认为在大型往复机内的打压体自身重量很重,仅仅通过人手托运打压体,在检修过程中需要耗费较多时间,导致检修效率较低。
技术实现要素:
5.为了改善往复式压缩机在检修过程中耗时较多,检修效率较低的问题,本技术提供一种往复压缩机现场检修用承托装置。
6.本技术提供的一种往复压缩机现场检修用承托装置采用如下的技术方案:
7.一种往复压缩机现场检修用承托装置,包括承托板、设置在承托板上且用于带动承托板在往复压缩机内的滑道内滑移的滑动组件以及设置在承托板上的托架,所述滑动组件上设有用于调节承托板高度的调节件。
8.通过采用上述技术方案,在打压体进行回装时,先将承托板和滑动组件一并放置在往复压缩机的滑道内,再通过行车将打压体吊运至承托板上,将打压体放置在托架上,通过推动承托板,承托板带动滑动组件在滑道内滑动,承托板从而顺利在滑道内移动,承托板在移动时通过托架带动打压体移动,当打压体位于活塞杆和十字头之间时,再利用调节组件调节承托板的高度,承托板从而带动打压体升降,实现打压体、十字头以及活塞杆的同心调节,完成同心调节后再手动完成打压体、活塞杆以及十字头的连接,完成打压体的回装,以此快速完成打压体的运输,缩短打压体在回装过程中花费的时间,有利于提高往复压缩机的检修效率;同时通过承托板完成打压体的运输,降低检修过程中的作业人员的劳动强度,既有利于减少作业人员在检修过程中产生工伤的可能性,也有利于降低打压体在运输时掉落而损坏的可能性。
9.可选的,所述滑动组件包括滑动板、固定在滑动板上的滑动块以及转动连接在滑动块上的滑动钢珠,所述滑动板与所述承托板滑移连接,所述滑动块设置在滑动板远离承托板的一侧,所述滑动钢珠的侧面伸出滑动块,所述滑动钢珠伸出滑动块的一侧与往复压缩机的滑道相抵接。
10.通过采用上述技术方案,再带动承托板移动时,通过推动承托板,承托板带动滑动板移动,滑动板带动滑动块移动,滑动块带动滑动钢珠移动,滑动钢珠与往复压缩机的滑道
摩擦而发生转动,滑动块从而顺利在往复压缩机的滑道内发生移动,从而顺利推动承托板移动。
11.可选的,所述调节件包括固定在滑动板上的超薄型千斤顶,所述超薄型千斤顶的活塞杆与所述承托板固定连接。
12.通过采用上述技术方案,当需要调节承托板的高度时,超薄型千斤顶的活塞杆伸出,推动承托板移动,从而顺利调节承托板的高度。
13.可选的,所述托架的侧面上开设有放置弧面。
14.通过采用上述技术方案,在打压体放置在托架上时,放置弧面增加托架与打压体之间的接触面积,有利于提高托架与打压体的限位效果,降低打压体在托架上发生移动的可能性。
15.可选的,所述放置弧面内设有保护垫。
16.通过采用上述技术方案,保护垫减少打压体与托架直接接触的可能性,降低托架磨损打压体的可能性。
17.可选的,所述托架上设有抱箍,所述托架上设有用于固定抱箍的连接件。
18.通过采用上述技术方案,当打压体放置在托架上后,通过连接件固定好抱箍,以此进一步对打压体进行固定,降低打压体在往复压缩机内移动时发生偏移的可能性。
19.可选的,所述调节件包括转动连接在滑动板上的调节杆,所述调节杆上固定有主动蜗杆,所述滑动板上转动连接有传动轴,所述传动轴上设有与主动蜗杆相啮合的从动蜗轮,所述传动轴远离从动蜗轮的一端固定有升降蜗杆,所述滑动板上转动连接有升降螺杆,所述升降螺杆上固定有与升降蜗杆相啮合的升降蜗轮,所述升降螺杆远离所述升降蜗轮的一端穿过所述承托板,所述升降螺杆与所述承托板螺纹连接。
20.通过采用上述技术方案,在调节承托板的高度时,通过转动调节杆,调节杆带动主动蜗杆转动,主动蜗杆带动从动蜗轮转动,从动蜗轮带动传动轴转动,传动轴带动升降蜗杆转动,升降蜗杆带动升降蜗轮转动,升降蜗轮驱动升降螺杆转动,升降螺杆在转动时,驱动承托板沿升降螺杆的轴线方向移动,完成调节后,再利用升降蜗轮和升降蜗杆的自锁原理,限制升降螺杆的转动,从而顺利固定承托板的位置,以此顺利调节升降螺杆的高度。
21.可选的,所述滑动板上固定有导向杆,所述导向杆穿过所述承托板并与所述承托板滑移连接。
22.通过采用上述技术方案,导向杆限制承托板的移动方向,减少承托板在移动过程中发生偏移的可能性。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.在回装打压体时,先将承托板和滑动组件一并放置在往复压缩机的滑道内,再利用行车将打压体吊运至承托板上,利用托架承载打压体,再通过推动承托板,承托板通过滑动组件在滑道内滑移,从而顺利带动打压体向靠近活塞杆一侧移动,再通过调节件调节承托板的高度,从而调整打压体的高度,实现打压体、活塞杆以及十字头的同心调节,完成调节后,再将打压体、活塞杆以及十字头连接在一起,顺利完成打压体的回装,以此缩短打压体在回装过程中花费的时间,有利于提高往复压缩机的检修效率;同时通过承托板完成打压体的运输,降低工作人员手动托运打压体的可能性,既降低作用人员在检修过程中的劳动强度,有利于减少作业人员受到工伤的可能性,也降低打压体在运输过程中掉落造成
损坏的可能性;
25.2.放置弧面增加托架与打压体的接触面积,提高托架对打压体的限位效果,减少打压体在运输过程中发生偏移的可能性;
26.3.保护垫减少打压体直接与托架接触的可能性,降低托架磨损打压体的可能性。
附图说明
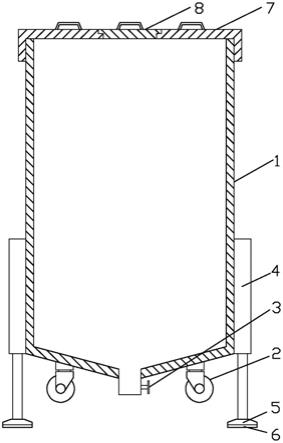
27.图1是本技术实施例1中往复压缩机现场检修用承托装置的整体结构示意。
28.图2是本技术实施例1中抱箍、托架以及连接件的爆炸结构示意图。
29.图3是图1中滑道板、滑动块以及滑道钢珠的剖面结构示意图。
30.图4是图3中a部放大图。
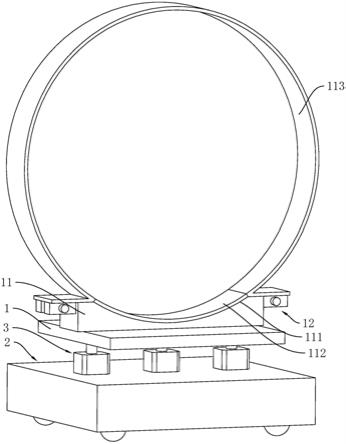
31.图5是本技术实施例2中往复压缩机现场检修用承托装置的整体结构示意。
32.图6是图5中滑动板、调节件以及承托板的剖面结构示意图。
33.图7是图6中b部放大图。
34.附图标记说明:1、承托板;11、托架;111、放置弧面;112、保护垫;113、抱箍;1130、防翻套;12、连接件;121、固定板;1210、连接槽;1211、连接孔;2、滑动组件;21、滑动板;211、滑动腔;22、滑动块;221、滑动缺口;23、滑动钢珠;231、小钢珠;3、调节件;31、超薄型千斤顶;32、调节杆;321、主动蜗杆;33、传动轴;331、从动蜗轮;332、升降蜗杆;34、升降螺杆;341、升降蜗轮;35、导向杆。
具体实施方式
35.以下结合附图1
‑
7对本技术作进一步详细说明。
36.本技术实施例公开一种往复压缩机现场检修用承托装置。
37.实施例1
38.参照图1,往复压缩机现场检修用承托装置包括承托板1、托架11、用于带动承托板1在往复压缩机的滑道内滑移的滑动组件2以及用于调节承托板1高度的调节件3,滑动组件2设置在承托板1的底壁上,调节件3设置在滑动组件2上,托架11设置在承托板1远离滑动组件2的一侧,托架11的上顶壁上开设有放置弧面111,放置弧面111内粘粘有保护垫112;在对打压体进行回装时,先将承托板1和滑动组件2均放置在往复压缩机的滑道上,再利用行车将打压体吊运至托架11上,将打压体放置在放置弧面111内,利用保护垫112将托架11与打压体进行隔离,减少托架11磨损打压体的可能性,再利用放置弧面111限制打压体的移动范围;打压体放置好后,作业人员手动推动承托板1,承托板1带动滑动组件2在往复压缩机的滑道内滑移,承托板1通过托架11带动打压体靠近活塞杆和十字头,再通过调节件3调节承托板1的高度,承托板1通过托架11推动打压体升高,从而根据十字头和活塞杆的位置,调整打压体的高度,顺利对打压体与十字头和活塞杆进行同心调节,完成调节后,将打压体、十字头以及活塞杆连接在一起,完成打压体的回装;以此在打压体回装过程中快速完成打压体的运输,节省打压体在安装过程中所花费的时间,从而缩短往复压缩机的检修时花费的时间,提高检修效率;同时通过承托板1完成打压体的运输,减少作业人员手动搬运打压体的可能性,既有利于降低作业人员的劳动强度,降低作业人员在检修过程中发生工伤的可能性,也有利于减少打压体在搬运过程中掉落而损坏的可能性。
39.参照图2,所述托架11上拼接有抱箍113,托架11上设有用于固定抱箍113的连接件12;通过连接件12将抱箍113拼接在托架11上,从而将打压体固定好,减少打压体在移动过程中发生偏移的可能性,同时在回装其他零件时,也可以利用抱箍113与托架11配合,将其他零件固定在托架11上,从而提高托架11的使用范围。
40.参照图2,连接件12包括固定板121,固定板121焊接在托架11的外侧壁上,抱箍113上焊接有防翻套1130,固定板121上设有供防翻套1130插入连接槽1210,固定板121上开设有与防翻套1130连通的连接孔1211;固定板121与防翻套1130可以通过螺栓和螺母实现连接,也可以通过销钉实现连接;当采用螺栓连接时,连接孔1211内穿设螺栓,螺栓穿过连接孔1211的一端再穿过防翻套1130,螺栓穿过防翻套1130的一端穿出固定板121,螺栓穿出连接孔1211的一端螺纹连接有锁紧螺母;当通过销钉连接时,销钉的一端穿入连接孔1211内,销钉穿入连接孔1211内的一端再穿入防翻套1130内。
41.参照图3和图4,滑动组件2包括滑动板21、滑动块22以及滑动钢珠23,滑动板21设置在承托板1远离托架11的一侧,滑动板21的底壁上开设有滑动腔211,滑动块22固定在滑动腔211内,滑动块22可以直接焊接在滑动腔211的腔壁上,也可以通过螺栓与滑动板21固定连接,滑动块22远离滑动板21的一侧开设有滑动缺口221,滑动钢珠23转动连接在滑动缺口221内,滑动钢珠23与滑动缺口221的侧壁之间放置有若干个小钢珠231,滑动钢珠23的侧面伸出滑动缺口221,滑动钢珠23伸出滑动缺口221的一侧与滑道相抵接;滑动块22可以设置四个,四个滑动块22两两一组,两组滑动块22相对设置;在推动承托板1时,承托板1带动滑动板21移动,滑动板21带动滑动块22移动,滑动块22带动滑动钢珠23移动,滑动钢珠23与滑道摩擦而发生转动,滑动钢珠23在滑动缺口221内转动时与小钢珠231摩擦,小钢珠231减少滑动钢珠23与滑动缺口221之间的摩擦力;随着滑动钢珠23的转动,滑动板21在滑道上滑移,承托板1从而顺利在滑道上滑移。
42.参照图2,调节件3包括超薄型千斤顶31,超薄型千斤顶31镶嵌在滑动板21的顶壁上,超薄型千斤顶31沿竖直方向设置,超薄型千斤顶31的活塞杆与承托板1的远离托架11的一侧焊接,超薄型千斤顶31设置三个,三个超薄型千斤顶31沿托架11的径向方向均布;在调节承托板1高度时,超薄型千斤顶31的活塞杆伸出,超薄型千斤顶31的活塞杆从而推动承托板1上移,从而将承托板1升高,以此顺利对承托板1的高度进行调节。
43.本技术实施例一种往复压缩机现场检修用承托装置的实施原理为:在对打压体进行回装时,先将承托板1和滑动组件2放置在往复压缩机的滑道内,再利用行车将打压体吊运至承托板1上,利用托架11承载打压体,再手动推动承托板1,承托板1在带动滑动组件2在往复压缩机的滑道内滑移,从而顺利带动打压体向靠近活塞杆和十字头的一侧移动,再利用调节件3调节承托板1的高度,承托板1从而通过托架11推动打压体升高,从而根据活塞杆与十字头的位置,对打压体、活塞杆以及十字头进行同心调节,在完成调节后,再将活塞杆、打压体以及十字头连接在一起,顺利完成打压体的回装;以此节省打压体在运输过程中花费的时间,缩短打压体回装花费的时间,提高往复压缩机在检修过程中的检修效率;同时利用承托板1完成打压体的运输,减少作业人员手工搬运打压体的可能性,降低了作业人员的劳动强度,既有利于减少作业人员在检修过程中发生工伤的可能性,也有利于避免打压体在运输过程中掉落而损坏的可能性。
44.实施例2
45.参照图5和图6,调节件3包括调节杆32,调节杆32转动连接在滑动板21上,调节杆32沿滑动板21的移动方向延伸,调节杆32的一端伸出滑动板21。
46.参照图6和图7,调节杆32上同轴固定有主动蜗杆321,滑动腔211内转动连接有传动轴33,传动轴33的轴线与调节杆32的轴线相垂直,传动轴33上同轴固定有与主动蜗杆321相啮合的从动蜗轮331,主动蜗杆321和传动轴33均设置两个,两个传动轴33与两个主动蜗杆321一一对应,传动轴33的两端壁上均同轴固定有升降蜗杆332,滑动板21上转动连接有升降螺杆34,升降螺杆34沿竖直方向设置,升降螺杆34的端壁上同轴固定有与升降蜗杆332相啮合的升降蜗轮341,升降螺杆34远离升降蜗轮341的一端穿过承托板1,升降螺杆34与承托板1螺纹连接;升降螺杆34设置四个,四个升降螺杆34两两一组,两组升降螺杆34与两个传动轴33一一对应,传动轴33位于两个升降螺杆34之间。
47.参照图6,滑动板21的顶壁上焊接有导向杆35,导向杆35的轴线与升降螺杆34的轴线平行,导向杆35远离滑动板21的一端穿过承托板1并与承托板1滑移连接。
48.实施例2的实施原理为:在调节承托板1的高度时,手动旋转调节杆32,调节杆32同时带动两个主动蜗杆321转动,主动蜗杆321带动从动蜗轮331转动,从动蜗轮331带动传动轴33转动,传动轴33在转动时同时带动两个升降蜗杆332转动,升降蜗杆332驱动升降蜗轮341转动,升降蜗轮341在转动时带动升降螺杆34转动,由于承托板1受到导向杆35的限制无法自转,当升降螺杆34在转动时,驱动承托板1沿升降螺杆34的轴线方向移动,从而顺利调节承托板1的高度。
49.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。