1.本发明属于生物环保领域,具体涉及一种餐厨垃圾资源化利用的废气无害化处理系统。
背景技术:
2.餐厨垃圾中含有大量的丢弃的食物或食材残渣,这些物质可以作为生产饲料或肥料的原料。目前主流的餐厨垃圾处理工艺是将垃圾粉碎搅拌后进行挤压,完成固液分离;分离出的固形物进行发酵用于生产堆肥,或是用于干燥后制备饲料。分离出的液态物质则可以用于提取生物燃油或进行沼气生产等。
3.利用餐厨垃圾中分离出的固形物生产饲料的过程,往往需要对餐厨垃圾中的固形物进行干燥和杀菌。常规的干燥和杀菌方式是在干燥处理室内进行高温烘干,高温既可以实现干燥还可以达到灭菌效果。此外,为了进一步提升灭菌和杀虫效果,还会在物料翻堆时采用明火快速烘烤的方式进行处理。
4.以上处理过程中,在干燥室内会因为不完全燃烧产生一氧化碳,同时在干燥过程还会有部分发酵反应生成甲烷、氮氧化物等有毒有害气体,这些气体直接排放到空气中会产生污染。此外,餐厨垃圾中的油脂含量丰富,在干燥处理过程中还会挥发出大量的油气成分,这些物质的随意排放不仅污染环境也造成资源浪费。
技术实现要素:
5.针对现有技术中餐厨垃圾回收处理的干燥室中容易产生有毒有害气体,造成环境污染,油气挥发造成污染和资源浪费的问题,本发明提供一种餐厨垃圾资源化利用的废气无害化处理系统。
6.为了达到上述目的,本发明是通过以下技术方案来实现的:
7.一种餐厨垃圾资源化利用的废气无害化处理系统,该型废气无害化处理系统包括烟气收集组件、三元催化器、切换管道、第一空气压缩机、油气凝结器、第一单向阀、第一截止阀、第二截止阀、第三截止阀、冷却系统、气体检测装置,以及控制器。
8.其中,烟气收集组件包括集烟罩和风箱箱体,风箱箱体内设置风柜、电机和风轮,风柜的出口与排烟道的入口连通。
9.三元催化器用于对烟气进行催化处理;三元催化器的管状壳体和壳体内部的催化剂载体之间设置电加热网;三元催化器的入口与排烟道的出口连通。
10.切换管道与三元催化器并行设置,切换管道和三元催化器的入口处通过第一三通阀与排烟道的出口连通。
11.第一空气压缩机安装在三元催化器和切换管道的后段,第一空气压缩机的入口处通过第二三通阀分别与三元催化器和切换管道的出口连通。
12.油气凝结器内部包括凝油腔和集油腔;凝油腔的顶部为入口,凝油腔的入口与第一空气压缩机的出口连通;凝油腔的腔体中央设置促凝结载体,促凝结载体用于促进烟气
中的气相物液化凝结;促凝剂载体安装在凝油腔内的载体安装架上;凝油腔的底部与集油腔的顶部连通,集油腔呈竖直放置的纺锤形,集油腔的侧壁上设置排气口,排气口处安装有第一气液分离器,排气口与第一气液分离器的气体入口连通,第一气液分离器的气体出口延伸至建筑的烟道内,第一气液分离器的液体排放口通过排放管与集油腔的底部连通;所述集油腔的底部设置排油口。
13.第一单向阀安装在第一空气压缩机出口和凝油腔的入口之间,流体的可通方向为沿第一空气压缩机的出口进入到凝油腔内。
14.第一截止阀安装在凝油腔和集油腔的接口处,第一截止阀用于控制凝油腔和集油腔的导通性。
15.第二截止阀安装在第一气液分离器的气体出口处,第二截止阀用于控制集油腔中气体排放过程的通断。
16.第三截止阀安装在集油腔的排油口处,第三截止阀用于控制集油腔中液化回收的油品排放过程的通断。
17.冷却系统包括通过循环管道依次连通的蒸发器、第二压缩机、冷凝器、储液罐、干燥过滤器、电磁阀以及膨胀阀;储液罐内填充有制冷剂;蒸发器的管道设置在油气凝结器的外周,冷凝器的管道设置在三元催化器前端的排烟道外周。
18.气体检测装置中包括第一检测模块和第二检测模块,第一检测模块用于检测空气中一氧化碳、氮氧化合物的综合浓度q1,第二检测模块用于检测空气中挥发性油气的综合浓度q2。
19.控制器与电机、第一空气压缩机、电加热网、冷却系统、第一三通阀、第二三通阀、第一截止阀、第二截止阀、第三截止阀、气体检测装置电连接;所述控制器用于电机、第一空气压缩机、电加热网、冷却系统、第一三通阀、第二三通阀、第一截止阀、第二截止阀、第三截止阀的运行状态,并接收气体检测装置的检测数据。
20.控制器控制的废气无害化处理系统的自动运行过程如下:
21.s1:开启废气无害化处理系统,完成设备初始化。
22.s2:检测室内空气中一氧化碳、氮氧化合物的综合浓度q1,以及挥发性油气的综合浓度q2,并执行步骤s3。
23.s3:根据q1、q2的值做出如下判断和决策:
24.(1)当满足条件q1时,废气无害化处理系统的所有组件不运行,使得系统保持待机状态;保持待机状态持续时间达到规定周期t0后,并返回执行s2。
25.(2)当不满足条件q1<q01且q2<q02时,执行步骤s4。
26.s4:根据q1、q2的值做出如下判断和决策:
27.(1)当q1≥q1,且q2≥q2时,同时执行如步骤s51的有害气体处理过程和油气回收过程;完成一个处理周期t1后,返回执行步骤s2。
28.(2)q1<q1,且q2≥q2时,仅执行如步骤s52的油气回收过程;完成一个处理周期t2后,返回执行步骤s2。
29.(3)当q1≥q1,且q2<q2时,仅执行如步骤s53的有害气体处理过程;完成一个处理周期t3后,返回执行步骤s2。
30.(4)当q1<q1,且q2<q2时,仅执行如步骤s54的循环排气过程;完成一个处理周期
t4后,返回执行步骤s2。
31.s5:废气无害化处理系统运行处理阶段,包括以下四种过程:
32.s51:执行有害气体处理和油气回收过程,该过程包括如下步骤:
33.s511:电机运行;切换第一三通阀和第二三通阀,使得三元催化器导通;加热网开启;第一空气压缩机运行;第一截止阀开启,第二截止阀和第三截止阀关闭;冷却系统开启;先对油气进行催化反应,除去有害气体;再在油气凝结器中对挥发物进行冷凝;运行规定时间t1后,执行步骤s512。
34.s512:关闭第一截止阀,开启第二截止阀,对集油腔进行泄压;保持该状态运行规定时间t2后,执行步骤s513。
35.s513:关闭第二截止阀,开启第三截止阀,对集油腔进行排油;保持该状态运行规定时间t3后,完成一个有害气体处理和油气回收过程的处理周期t1。
36.s52:执行油气回收过程,该过程包括如下步骤:
37.s521:电机运行;切换第一三通阀和第二三通阀,使得切换管道导通;加热网关闭;第一空气压缩机运行;第一截止阀开启,第二截止阀和第三截止阀关闭;冷却系统开启;在油气凝结器中对挥发物进行冷凝;运行规定时间t1后,执行步骤s552。
38.s522:关闭第一截止阀,开启第二截止阀,对集油腔进行泄压;保持该状态运行规定时间t2后,执行步骤s523。
39.s523:关闭第二截止阀,开启第三截止阀,对集油腔进行排油;保持该状态运行规定时间t3后,完成一个油气回收过程的处理周期t2。
40.s53:执行有害气体处理过程,该过程包括如下步骤:
41.s531:电机运行;切换切换第一三通阀和第二三通阀,使得三元催化器导通;加热网开启。
42.s532:冷却系统关闭,第一空气压缩机关闭,第一截止阀、第二截止阀开启,第三截止阀关闭,保持该状态运行规定时间t4后,完成一个有害气体处理过程的处理周期t3。
43.s54:执行循环排气过程,该过程包括如下步骤:
44.s541:电机运行;切换第一三通阀和第二三通阀,使得切换管道导通;加热网关闭。
45.s542:冷却系统关闭,第一空气压缩机关闭,第一截止阀、第二截止阀开启,第三截止阀关闭,保持该状态运行规定时间t5后,完成一个循环排气过程的处理周期t4。
46.进一步地,三元催化器的壳体呈长管状,壳体为双层的薄板结构,双层薄板之间设置绝热夹层,绝热夹层由石棉纤维毡填充而成,催化剂载体含有蜂窝状多孔结构,催化剂载体上含有催化剂,催化剂为金属铂、铑或钯中的一种或多种的组合。
47.进一步地,促凝结载体为漏斗状烧结块,烧结块的表面和内部分布有蜂窝状结构,烧结块具有吸湿性;促凝结载体由碳酸钙、碳酸氢钠、氯化镁、硫酸镁、氯化钠中的一种或多种与凝结剂混匀后,再经过润湿、成型、烘焙加工后得到的。
48.进一步地,集烟罩设置在油品检测台的上方,集烟罩的内胆中设置过滤网罩、不锈钢风网和集油槽,过滤网罩和不锈钢风网设置在风柜的入口处,集油槽设置在不锈钢风网的下方;不锈钢风网位于过滤网罩的下部,不锈钢风网呈倒金字塔型;集油槽和集烟罩可拆卸连接。
49.进一步地,油气凝结器的凝油腔顶部设置可开合的密封门;集油腔的排油口通过
油管与集烟罩中的集油槽连通。
50.进一步地,第一气液分离器为基于填充分离原理设计的气液分离器,第一气液分离器的内部弯管中含有填料。
51.进一步地,第一空气压缩机的为螺杆式空气压缩机。
52.进一步地,步骤s3中,q01是空气中一氧化碳、氮氧化合物综合浓度的最低可检测值,当实际综合浓度不高于该值时,认为空气中的一氧化碳和氮氧化物不会对人体不产生影响,无需进行处理;q02时空气中挥发性油气综合浓度的最低可检测值,当实际浓度不高于该值时,认为空气中油气挥发物不会造成危害,无需进行处理。
53.进一步地,步骤s4中,q1是根据专家经验获取的空气中因燃烧反应产生的一氧化碳、氮氧化合物综合浓度的最低危险阈值,当实际浓度q1高于阈值q1时,有害气体对人体具有危害性;q2是根据专家经验获取的空气中因挥发产生的油气的最低可回收处理的综合浓度,当实际浓度q2高于该浓度q2时,油气凝结器可对挥发物进行冷凝回收处理;当浓度低于该值时,不具有液化回收处理的可操作性。
54.进一步地,步骤s3中的待机状态下,电机、第一空气压缩机;制冷系统;第一截止阀、第二截止阀、第三截止阀均处于关闭状态。
55.本发明提供一种餐厨垃圾资源化利用的废气无害化处理系统,具有如下的有益效果:
56.1、本发明提供的废气无害化处理系统在实现臭气排除和空气循环的基础上,还能够对油品检测实验室中因燃烧反应产生的氮氧化物、一氧化碳和甲烷等挥发性油气进行检测处理,将有害气体氧化还原成无害的气体,并排放到大气中。同时对空气中大量挥发的汽油会柴油气体进行检测分析和冷凝回收处理。
57.2、本发明的废气无害化处理系统中,将传统的汽车用三元催化器进行结构改进,并增加了加热装置,从而使得该产品能够在废气无害化处理系统的气体无害化处理中发挥更好的处理效果。本发明的使用油气凝结器是一种全新设计的新产品,该装置能够将收集的高温油气迅速降温并加压,利用凝油腔中的促凝结载体的高吸附性,使其充当凝结核促进油气的快速液化冷凝,并将液化后的油品高效分离出来;从而提高油气的回收比和回收效率。
58.3、本发明中废气无害化处理系统功能丰富且具有高度的自动化水平,其能够自动检测空气环境中的多种气体成分综合浓度,并根据检测结果控制废气无害化处理系统的运行状态;本发明中的废气无害化处理系统具有待机、有害气体处理和油气回收、单有害气体处理、单油气回收、循环排气五种工作模式;不同的工作模式可以应对不同的问题。
59.4、该设备虽然性能强大,但是能耗却相对较低。主要原因在于:本发明的产品中,冷却系统既可以对油气凝结器进行制冷降温,同时可以利用设备的产热对前端的油气进行加热,提高设备的节能效果。同时设备针对不同情境采用不同的工作模式也可以降低设备的运行能耗,并提高相关组件和耗材的实际使用寿命。
附图说明
60.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
61.图1为本发明实施例1中废气无害化处理系统的结构示意图;
62.图2为本发明实施例1中烟气收集组件的结构拆解示意图;
63.图3为本发明实施例1中油气凝结器的结构示意图;
64.图4为本发明实施例1中三元催化器的剖面结构示意图;
65.图5为本发明实施例1中促凝结载体和载体安装架的结构安装示意图;
66.图6为本发明实施例1中废气无害化处理系统自动运行方法的流程图;
67.图7为本发明实施例2中废气无害化处理系统的结构示意图;
68.图8为本发明实施例3中废气无害化处理系统的结构示意图;
69.图9为本发明实施例3中废气无害化处理系统的结构示意图;
70.图10为本发明实施例4中废气无害化处理系统的结构示意图;
71.图11为本发明实施例4中废气无害化处理系统控制部分的模块连接示意图;
72.图中标记为:1、烟气收集组件;2、三元催化器;3、第一单向阀;4、油气凝结器;5、第一空气压缩机;6、冷却系统;7、切换管道;8、气体检测装置;11、风箱箱体;12、集烟罩;13、风柜;14、电机;15、风轮;16、过滤网罩;17、不锈钢风网;18、集油槽;19、排烟道;21、壳体;22、绝热夹层;23、加热网;24、催化剂载体;41、凝油腔;42、集油腔;43、第一气液分离器;44、第一截止阀;45、第二截止阀;46、第三截止阀;47、排油口;48、排气口;61、循环管道;62、蒸发器;63、第二压缩机;64、冷凝器;65、储液罐;66、干燥过滤器;67、电磁阀;68、膨胀阀;71、第一三通阀;72、第二三通阀;100、控制器;411、载体安装架;412、促凝结载体;431、排放管;471、油管。
具体实施方式
73.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
74.实施例1
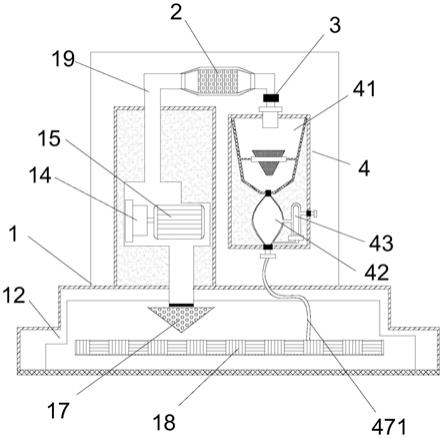
75.如图1和图2所示,本实施例提供的一种餐厨垃圾生物处理用废气无害化处理系统,该系统部署在餐厨垃圾生物处理的干燥室内,用于对干燥室内的废气进行无害化处理。该废气无害化处理系统包括烟气收集组件1,烟气收集组件1包括集烟罩12和风箱箱体11,风箱箱体11内设置风柜13、电机14和风轮15,风柜13的出口与排烟道19的入口连通;该废气无害化处理系统还包括:三元催化器2,油气凝结器4,第一单向阀3,第一截止阀44,第二截止阀45,第三截止阀46,以及控制器100。以下称废气无害化处理系统收集的未处理气体为烟气。
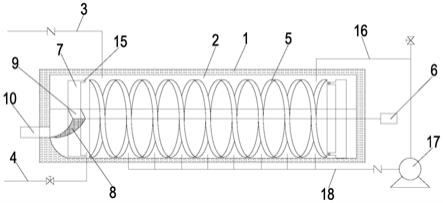
76.其中,三元催化器2用于对烟道中的烟气进行催化处理;三元催化器2的入口与排烟道19的出口连通,三元催化器2的出口与油气凝结器4的入口连通。三元催化器2包括长管状壳体21和内部的催化剂载体24,催化剂载体24为以三氧化二铝为主要成分加工的蜂窝状载体;催化剂载体24中含有催化剂;催化剂为金属铂、铑或钯中的一种或多种的组合。催化剂用于将烟气中的一氧化碳、挥发性油气和氮氧化物通过氧化和还原作用转变为无害的二氧化碳、水和氮气。其中,在催化剂的催化作用下,三元催化器2中可能发生包括如下的各类氧化还原反应:
[0077][0078][0079][0080][0081][0082][0083][0084]
本实施例中,如图4所示,三元催化器2的壳体21为双层薄板,薄板内带有绝热夹层22,绝热夹层22中填充有绝热层材料,绝热层材料为石棉纤维毡;壳体21和催化剂载体24的间隙中设置电加热网23;电加热网23与控制器100电连接。在本实例中,风轮15抽吸到三元催化器2中的油烟主要为低温气体;在低温状态下,上述氧化还原反应的程度较低,无法将烟气中的挥发性油气、一氧化碳和氮氧化物进行充分无害化处理。而本实施例中将三元催化器2的管程结构大幅度延长,同时配合电加热网23对烟气和催化剂载体24进行加热,使得上述氧化还原反应的程度提高,从而将有害气体充分处理干净。除此之外,加热过程中可以防止油气等成分在三元催化器2的蜂窝状载体上附着,避免催化剂载体被堵塞。加热过程还会使得加热后的混合物气体在后段的油气凝结器4中遇冷受压后更容易液化。
[0085]
本实施例中提供的油气凝结器4,如图3所示,油气凝结器4内部包括凝油腔41和集油腔42;凝油腔41呈漏斗状,其顶部为入口,凝油腔41的入口与三元催化器2的出口连通;凝油腔41的腔体中央设置促凝结载体412,促凝结载体412用于促进烟气中的气相物在高压环境中凝结为液相;促凝剂载体安装在凝油腔41内的载体安装架411上;凝油腔41的底部与集油腔42的顶部连通,集油腔42呈竖直放置的纺锤形,集油腔42的中部侧壁上设置排气口48,集油腔42的底部设置排油口47。
[0086]
本实施例中还包括安装在三元催化器2出口和凝油腔41的入口之间的第一单向阀3,流体的可通方向为沿三元催化器2出口进入到凝油腔41内。安装在凝油腔41和集油腔42的接口处的第一截止阀44,第一截止阀44用于控制凝油腔41和集油腔42的导通性。安装在集油腔42的排气口48处的第二截止阀45,第二截止阀45用于控制集油腔42中气体排放过程的通断。以及安装在集油腔42的排油口47处的第三截止阀46,第三截止阀46用于控制集油腔42中液化回收的油品排放过程的通断。
[0087]
本实施例中提供的废气无害化处理系统还包括控制器100;控制器100用于控制电机14、第一截止阀44、第二截止阀45和第三截止阀46的运行状态。电机14、第一截止阀44、第二截止阀45和第三截止阀46均与控制器100电连接。
[0088]
本实施例中,如图5所示,促凝结载体412为漏斗形载体,促凝结载体412的表面和内部分布有蜂窝状结构;制备该载体的材料具有吸湿性。该材料的性质使得高浓度的油气极易吸附在促凝结载体412上,并发生液化现象。液化后的油液滴的表面张力较强,会粘连在促凝结载体412,同时吸引周围的油气进一步液化凝结。
[0089]
本实施例中使用的促凝结载体412由碳酸钙、氯化镁、硫酸镁按照等质量比混合,
并与凝结剂混匀后,再经过润湿、成型、烘焙加工后得到的。载体安装架411包括安装环,安装环上连接有呈放射状向外延伸的支架,支架与油气凝结器4中凝油腔41的内部固定连接;促凝结载体412放置在安装环上。
[0090]
电机14转动后,废气无害化处理系统抽吸的富含挥发性油气的混合气体通过第一单向阀3进入到凝油腔41内之后,控制器100将第一截止阀44打开,同时将第二截止阀45和第三截止阀46保持关闭状态;经三元催化器2段加热后的油气进入到凝油腔41中,由于气体的不断进入,凝油腔41内的气压不断升高,同时凝油腔41内的温度明显低于三元催化器2内的温度,在高压、低温的状态下,这些混合气体中的油气极易发生液化。而促凝结载体412起到了凝结核的作用,这些油气会在凝油腔41内的促凝结载体412上发生液化现象,液化的油气在重力作用下落入到下方的集油腔42内。此时控制器100再将第一截止阀44关闭,同时开启第二截止阀45,沿排气口48将空气排放出去,对集油腔42进行压力释放;压力释放到适当程度后,再关闭第二截止阀45,同时开启第三截止阀46,利用集油腔42内残余的适当压力将液化后的油品沿排油口47挤出。油品排完之后重新关闭第三截止阀46,同时开启第一截止阀44,执行上述气态油品的液化过程。在本实施例中的废气无害化处理系统运行过程,控制器100可以通过程序控制该时序过程中的进行。
[0091]
本实施例中,集烟罩12设置在油品检测台的上方,集烟罩12的内胆中设置过滤网罩16、不锈钢风网17和集油槽18,过滤网罩16和不锈钢风网17设置在风柜13的入口处,集油槽18设置在不锈钢风网17的下方。
[0092]
集烟罩12中的过滤网罩16和不锈钢风网17的作用是对进入到风柜13以及后段的气体进行初步过滤分离,由于电机14和风轮15的抽吸作用,部分灰尘、液滴等也可能会即进入到风柜13中,这些物质可能会对后段的设备造成堵塞,影响其功能效果。因此,本实施例中通过过滤网罩16和不锈钢风网17对混合气体进行初步过滤后,得到较为纯净的气体,同时对初步分离出的油液,由集油槽18进行接收。
[0093]
本实施例中,不锈钢风网17位于过滤网罩16的下部,不锈钢风网17呈倒金字塔型;集油槽18和集烟罩12可拆卸连接。不锈钢风网17的结构可以使得过滤的液滴更容易附着在不锈钢风网17表面,并落入到下方的集油槽18中;集油槽18的可拆卸设计便于在存满之后进行拆卸,操作人员可以将收集的油品盛装到相关的容器中,再重新将集油槽18安装到集烟罩12上。
[0094]
其中,集油腔42的出口通过油管471与集烟罩12中的集油槽18连通;集油腔42中液化后的油品也排放到集油槽18中,便于对油品进行集中存储和处理。
[0095]
本实例中,集油腔42的排气口48处还设置第一气液分离器43;排气口48与第一气液分离器43的气体入口连通,第一气液分离器43的气体出口延伸至建筑的烟道内,第一气液分离器43的液体排放口通过排放管431与集油腔42的底部连通;第二截止阀45安装于第一气液分离器43的气体出口端。排气口48处主要用于对集油腔42进行泄压,泄压过程中,部分液态油品可能会随着气体沿排气口48被喷射出来,因此,本实例中在排气口48处安装第一气液分离器43,该第一气液分离器43为基于填充分离原理设计的气液分离器。
[0096]
在使用过程中,当排出的气体中夹杂有液态油品时,由于气体与液体的密度不同,二者混合一起流动时受到的阻力不同。当混合流体遇到阻挡时,其中的气体会折流而走,而其中的液体由于惯性会继续有一个向前的速度,向前的液体附着在阻挡填料表面上,并由
于重力的作用向下汇集到一起,通过排放管431排出。本实例中排放管431的出口恰好与集油腔42连通,因此这些液态油品又会重新回到集油腔42内。本实例中的第一气液分离器43中,由于填料相对普通折流分类来说具有更大的阻挡壁面积,而且多次反复折流,液体更容易着壁,所以其分离效率更高。
[0097]
本实例中,油气凝结器4中的凝油腔41顶部设置可开合的密封门;该密封门作为检修口。同时,促凝结载体412在使用一段时间之后,其功能效果会出现一定程度的降低。因此,操作人员可以将密封门打开,对促凝结载体412进行更换,被更换的促凝结载体412经过真空处理和高温煅烧后可以重复使用。
[0098]
本实施例中控制器10在系统运行中采用如图6的自动运行方法,自动运行方法具体包括如下步骤:
[0099]
s1:开启废气无害化处理系统,完成设备初始化;
[0100]
s2:检测室内空气中一氧化碳、氮氧化合物的综合浓度q1,以及挥发性油气的综合浓度q2,并执行步骤s3;
[0101]
s3:根据q1、q2的值做出如下判断和决策:
[0102]
(1)当满足条件q1时,废气无害化处理系统的所有组件不运行,使得设备保持待机状态;保持待机状态持续时间达到规定周期t0后,并返回执行s2;
[0103]
(2)当不满足条件q1<q01且q2<q02时,执行步骤s4;
[0104]
s4:根据q1、q2的值做出如下判断和决策:
[0105]
(1)当q1≥q1,且q2≥q2时,同时执行如步骤s51的有害气体处理过程和油气回收过程;完成一个处理周期t1后,返回执行步骤s2;
[0106]
(2)q1<q1,且q2≥q2时,仅执行如步骤s52的油气回收过程;完成一个处理周期t2后,返回执行步骤s2;
[0107]
(3)当q1≥q1,且q2<q2时,仅执行如步骤s53的有害气体处理过程;完成一个处理周期t3后,返回执行步骤s2;
[0108]
(4)当q1<q1,且q2<q2时,仅执行如步骤s54的循环排气过程;完成一个处理周期t4后,返回执行步骤s2;
[0109]
s5:废气无害化处理系统的运行处理阶段,包括以下四种过程:
[0110]
s51:执行有害气体处理和油气回收过程,该过程包括如下步骤:
[0111]
s511:电机14运行;切换第一三通阀71和第二三通阀72,使得三元催化器2导通;加热网23开启;第一空气压缩机5运行;第一截止阀44开启,第二截止阀45和第三截止阀46关闭;冷却系统6开启;先对油气进行催化反应,除去有害气体;再在油气凝结器4中对挥发物进行冷凝;运行规定时间t1后,执行步骤s512;
[0112]
s512:关闭第一截止阀44,开启第二截止阀45,对集油腔42进行泄压;保持该状态运行规定时间t2后,执行步骤s513;
[0113]
s513:关闭第二截止阀45,开启第三截止阀46,对集油腔42进行排油;保持该状态运行规定时间t3后,完成一个有害气体处理和油气回收过程的处理周期t1;
[0114]
s52:执行油气回收过程,该过程包括如下步骤:
[0115]
s521:电机14运行;切换第一三通阀71和第二三通阀72,使得切换管道7导通;加热网23关闭;第一空气压缩机5运行;第一截止阀44开启,第二截止阀45和第三截止阀46关闭;
冷却系统6开启;在油气凝结器4中对挥发物进行冷凝;运行规定时间t1后,执行步骤s552;
[0116]
s522:关闭第一截止阀44,开启第二截止阀45,对集油腔42进行泄压;保持该状态运行规定时间t2后,执行步骤s523;
[0117]
s523:关闭第二截止阀45,开启第三截止阀46,对集油腔42进行排油;保持该状态运行规定时间t3后,完成一个油气回收过程的处理周期t2;
[0118]
s53:执行有害气体处理过程,该过程包括如下步骤:
[0119]
s531:电机14运行;切换切换第一三通阀71和第二三通阀72,使得三元催化器2导通;加热网23开启;
[0120]
s532:冷却系统6关闭,第一空气压缩机5关闭,第一截止阀44、第二截止阀45开启,第三截止阀46关闭,保持该状态运行规定时间t4后,完成一个有害气体处理过程的处理周期t3;
[0121]
s54:执行循环排气过程,该过程包括如下步骤:
[0122]
s541:电机14运行;切换第一三通阀71和第二三通阀72,使得切换管道7导通;加热网23关闭;
[0123]
s542:冷却系统6关闭,第一空气压缩机5关闭,第一截止阀44、第二截止阀45开启,第三截止阀46关闭,保持该状态运行规定时间t5后,完成一个循环排气过程的处理周期t4。
[0124]
其中,步骤s3中的待机状态下,电机14、第一空气压缩机5、制冷系统、第一截止阀44、第二截止阀45、第三截止阀46均处于关闭状态。
[0125]
步骤s3中,q01是空气中一氧化碳、氮氧化合物综合浓度的最低可检测值,当实际综合浓度不高于该值时,认为空气中的一氧化碳和氮氧化物完全不会对人体不产生影响,无需进行处理;q02时空气中挥发性油气综合浓度的最低可检测值,当实际浓度不高于该值时,认为空气中的挥发性油气完全不会造成危害,无需进行处理。
[0126]
本实施例中的自动运行方法中,将废气无害化处理系统的运行状态分为五种,分别是待机状态、有害气体处理和油气回收状态、单有害气体处理状态、单油气回收状态、循环排气状态;这五种运行状态的选择,根据当前空气中的实时有害气体综合浓度以及挥发性油气综合浓度的值确定。废气无害化处理系统在不同状态下,内部的各组件的运行状态不同,通过这种方式使得各部件在非必要状态下能够停机,从而降低设备运行的能耗,以及提高设备的实际使用寿命。
[0127]
实施例2
[0128]
本实施例提供一种餐厨垃圾生物处理用废气无害化处理系统,本实施例与实施例1的区别在于:
[0129]
如图7所示,本实施例中,在三元催化器2的出口和油气凝结器4的入口位置之间设置了第一空气压缩机5,该第一空气压缩机5为螺杆式空气压缩机。实施例1中,空气通过风柜13中的风轮15驱动,排入到油气凝结器4中,并通过第一单向阀3抑制气体回流。而本实施中,增加使用第一空气压缩机5之后,能够进一步提高油气凝结器4中的压力值,从而有利于油气充分液化回收,提高液化回收效率。
[0130]
实施例3
[0131]
本实施例提供一种餐厨垃圾生物处理用废气无害化处理系统,本实施例与实施例2的区别在于:
[0132]
如图8所示,本实施例中,在油气凝结器4外进一步设置了冷却系统6,如图9所示,该冷却系统6包括循环管道61、蒸发器62、第二压缩机63、冷凝器64、储液罐65、干燥过滤器66、电磁阀67和膨胀阀68。
[0133]
储液罐65中设置制冷剂,制冷剂在压缩机的驱动下,沿循环管道61依次在蒸发器62、第二压缩机63、冷凝器64、储液罐65、干燥过滤器66、电磁阀67和膨胀阀68中完成制冷循环。冷却系统6与控制器100电连接,控制器100用于控制冷却器的运行过程。
[0134]
本实施例中,冷却系统6中的蒸发器62设置在油气凝结器4的外周,用于对油气凝结器4进行冷却;冷却系统6中的冷凝器64设置在三元催化器2入口前端的排烟道19外周上,用于对抽吸的烟气进行初步加热。
[0135]
在制冷循环中,液态的制冷剂从储液罐65中进入到干燥过滤器66中,并通过电磁阀67和膨胀阀68在蒸发器62中实现汽化,制冷剂汽化过程中会从冷凝器64周围吸收热量,从而对油气凝结器4进行降温。之后,汽化的制冷剂经压缩机输送到冷凝器64中完成冷凝液化,并重新回到储液罐65中。制冷剂冷凝液化过程中,会向外释放大量的热量,这些热量被释放到排烟道19外周,加热排烟道19内部的油气。冷凝器64的除了作为制冷系统的一部分之外,实际上又起到了对三元催化器2催化过程的辅助加热作用,可以有效节约设备运行过程中的能源消耗,提升该设备的能效利用率。
[0136]
蒸发器62对油气凝结器4进行冷却之后,油气凝结器4内的环境温度大大降低,低温且高压的环境,可以显著提升油气凝结器4对油气的冷凝效果,并提高本实例中设备的油气回收率。
[0137]
实施例4
[0138]
如图10所示,本实施例与实施例3的区别在于:本实施例增加了切换管道7,切换管道7为普通的管道,该切换管道7与三元催化器2并行设置,切换管道7入口和三元催化器2的入口处均通过第一三通阀71与排烟道19连通,切换管道7的出口处和三元催化器2的出口处均通过第二三通阀72与油气凝结器4的入口连通。图11显示了本实施例中废气无害化处理系统控制部分的模块连接示意图。
[0139]
同时,本实施例还在集烟罩12上设置气体检测装置8,气体检测装置8中包括第一检测模块和第二检测模块,第一检测模块用于检测空气中一氧化碳、氮氧化合物的综合浓度q1,第二检测模块用于检测空气中挥发性油气的综合浓度q2。
[0140]
本实例中,气体检测装置8、第一三通阀71和第二三通阀72均与控制器100电连接,控制器100接收气体检测装置8的检测结果,并根据检测结果控制第一三通阀71、第二三通阀72以及油气凝结器4、制冷系统的运行状态。控制器100的决策过程如下:
[0141]
(1)当q1≥q1,且q2≥q2时,第一三通阀71和第二三通阀72保持三元催化器2导通、运行,关闭切换管道7;同时,制冷系统运行,油气凝结器执行油气冷凝回收过程;
[0142]
(2)q1<q1,且q2≥q2时,第一三通阀71和第二三通阀72保持三元催化器2关闭,开通切换管道7;同时,制冷系统运行,油气凝结器执行油气冷凝回收过程;
[0143]
(3)当q1≥q1,且q2<q2时,第一三通阀71和第二三通阀72保持三元催化器2导通、运行,关闭切换管道7;同时,制冷系统关闭,油气凝结器不执行油气冷凝回收过程,直接将接收的气体排出;
[0144]
(4)当q1<q1,且q2<q2时,第一三通阀71和第二三通阀72保持三元催化器2关闭,
开通切换管道7;同时,制冷系统关闭,油气凝结器不执行油气冷凝回收过程,直接将接收的气体排出;
[0145]
其中,q1是根据专家经验获取的一氧化碳、氮氧化合物综合浓度的最低危险阈值,当实际浓度q1高于阈值q1时,需要对有害气体进行无害化处理。q2是根据专家经验获取的空气中挥发性油气的最低可回收处理的综合浓度,当实际浓度q2高于该浓度q2时,本实施例中的油气凝结器4可以对挥发物进行冷凝回收处理,当浓度低于该值时,说明不具有回收处理价值,此时,可关闭相关的冷凝回收组件。
[0146]
本实施例中的废气无害化处理系统,其制冷系统和三元催化器2无需长时间运行和使用,仅在气体检测装置8检测到需要进行有害气体处理,或进行挥发油气回收时才开始运行。这大大降低了设备使用过程中的能耗;同时也延长了三元催化器2、促凝结载体412等设备或耗材的实际使用寿命。
[0147]
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。