1.本发明属于光伏电池背膜生产技术领域,具体涉及一种光伏电池背膜卷对卷网格丝印设备。
背景技术:
2.传统现有的光伏电池背膜生产设备存在以下问题:1、生产设备在结构设计上存在不合理,导致生产效率偏低;2、其放卷单元的上料及收卷单元的卸料依赖于人工校准及人工搬运,卷料的装卸换卷速度较慢、降低了生产效率;3、其进卷单元的新旧料对接采用压辊将驳接前后两卷膜料首尾两端以搭接的方式压合,再通过手动切刀将压合外多余膜料切除,新旧料对接产生的废料较多、膜料压合及切断过程不够稳定、操作时间长、影响生产效率,而且这种新旧料对接方式无法实现尾料的纸芯分离、卷料的尾料再利用率低;4、其放卷纠偏装置采用传统的四支点双辊纠偏装置,这种四支点双辊纠偏装置直接利用圆弧运动来完成纠偏动作,适用性较差,同时在加工、装配及维护方面的成本较高;5、其丝印单元需要间歇式送料,在印刷过程中卷料停止运行保持零速,在经过丝印单元后膜料送至辅助烘箱供热单元,在这过程中,膜料在丝印单元和辅助烘箱供热单元之间存在较大的速度差,难以保证膜料稳定匀速地向辅助烘箱供热单元输送。
技术实现要素:
3.针对现有技术的不足,本发明旨在提供一种结构设计更合理、生产效率更高的具有卷料装卸换料效率更高、新旧膜料对接更方便、放卷纠偏精度高及能确保膜料能稳定匀速地送至辅助烘箱供热单元的光伏电池背膜卷对卷网格丝印设备。
4.为实现上述目的,本发明采用如下技术方案:
5.一种光伏电池背膜卷对卷网格丝印设备,沿膜行进路线依次包括放卷单元、进卷单元、放卷接膜储料架、电晕除尘装置、放卷纠偏装置、给料储料架、丝印单元、辅助烘箱供热单元、微波固化单元、电晕装置、出卷单元、收卷纠偏装置及收卷单元,放卷单元及收卷单元设有用于装卸卷料的半自动升降装置,进卷单元设有将新料与旧料零速对接的驳接料装置,放卷纠偏装置采用具有三支点纠偏机构的三支点双辊纠偏装置,丝印单元和辅助烘箱供热单元之间设有地坑式储料装置,地坑式储料装置在丝印单元和辅助烘箱供热单元之间存在速度差时,对膜料进行缓冲以实现使膜料匀速给进辅助烘箱供热单元进行加热。
6.优选的,放卷单元及收卷单元具有卷料架,卷料架包括支撑机座、工型回转架、导辊组件及气涨夹头,工型回转架的两端通过旋转轴安装于支撑机座并由电机驱动装置驱动旋转,导辊组件安装于工型回转架,气涨夹头通过气涨轴安装于工型回转架并由气动件驱动伸缩动作,气涨轴与旋转轴同步传动连接;半自动升降装置包括电动升降装置及检测机构,电动升降装置包括料台托架、水平调节组件、升降平台、升降架沉降座及升降架地坑,料台托架的顶面具有凹槽,料台托架的底部通过水平调节组件安装于升降平台,升降架沉降座设于升降架地坑,升降平台和升降架沉降座之间设有液压升降机构,料台托架对应位于
气涨夹头的下方;检测机构包括编码器、同步轮、同步带及支撑轴,同步轮由同步带传动连接并通过支撑轴安装于工型回转架,同步轮与工型回转架的旋转轴同步旋转,编码器安装于支撑轴。
7.优选的,驳接料装置包括机架、第一吸附盘、清废吸盘、第二吸附盘、工作区、气动杠杆、底座及直线导轨,机架及底座安装于进卷单元,第一吸附盘、清废吸盘及第二吸附盘为长方形状并均安装于机架,清废吸盘位于第一吸附盘的下方,第二吸附盘和第一吸附盘之间形成工作区,清废吸盘的后部连接气动杠杆并通过直线导轨与底座滑动连接,第一吸附盘和清废吸盘之间形成第一切断缝,第一切断缝设有第一切刀,第二吸附盘之间形成有第二切断缝,第二切断缝设有第二切刀。
8.优选的,三支点双辊纠偏装置包括固定机架、浮动机架、驱动装置、导辊组件及活动支点,导辊组件安装于浮动机架,驱动装置安装于固定机架并与浮动机架传动连接,活动支点呈等腰三角状分布设于固定机架,活动支点包括安装于浮动机架底部的球面轴承及设于固定机架的导向轴,导向轴配合安装于球面轴承的内圈。
9.优选的,地坑式储料装置包括储料地坑、吸附板组件及扶膜片组件,吸附板组件分别贴合于储料地坑的两端地坑壁设置,扶膜片组件设于储料地坑的地坑底壁,吸附板组件由真空吸盘、储料板及吸附导辊组成,扶膜片组件由导辊、储料板组成。
10.本发明具有如下有益效果:
11.本发明光伏电池背膜卷对卷网格丝印设备,具有结构设计更合理、生产效率更高,卷料装卸换料效率更高、新旧膜料对接更方便、放卷纠偏精度高及能确保膜料能稳定匀速地送至辅助烘箱供热单元的特点。
附图说明
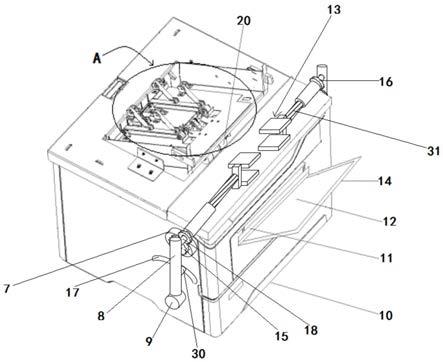
12.图1为本发明光伏电池背膜卷对卷网格丝印设备的整体图;
13.图2为本发明其半自动升降装置的示意图;
14.图3为本发明其卷料架的结构图;
15.图4为本发明其驳接料装置的示意图;
16.图5为本发明其三支点双辊纠偏装置的正视图;
17.图6为图5所示三支点双辊纠偏装置的活动支点的设置结构图;
18.图7为本发明其地坑式储料装置的示意图。
具体实施方式
19.下面结合附图及具体实施例,对本发明作进一步的描述,以便于更清楚地理解本发明要求保护的技术思想。
20.如图1所示的光伏电池背膜卷对卷网格丝印设备,沿膜行进路线依次包括放卷单元1、进卷单元2、放卷接膜储料架3、电晕除尘装置4、放卷纠偏装置5、给料储料架6、丝印单元7、辅助烘箱供热单元9、微波固化单元10、电晕装置11、出卷单元12、收卷纠偏装置13及收卷单元14,其中,放卷单元1及收卷单元14设有用于装卸卷料的半自动升降装置100,如图2、图3所示该半自动升降装置100包括电动升降装置101及检测机构102,放卷单元1及收卷单元14具有卷料架15,卷料架15包括支撑机座151、工型回转架152、导辊组件153及气涨夹头
154,工型回转架152的两端通过旋转轴155安装于支撑机座151并由电机驱动装置驱动旋转,导辊组件153安装于工型回转架152,气涨夹头154通过气涨轴156安装于工型回转架152并由气动件如气缸驱动伸缩动作,气涨轴156与旋转轴155同步传动连接;电动升降装置101包括料台托架103、水平调节组件104、升降平台105、升降架沉降座106及升降架地坑107,料台托架103的顶面具有凹槽108,料台托架103的底部通过水平调节组件104安装于升降平台105,升降架沉降座106设于升降架地坑107,升降平台105和升降架沉降座106之间设有液压升降机构如由液压油缸驱动的折叠机构等,料台托架103对应位于气涨夹头154的下方;检测机构102包括编码器102a、同步轮102b、同步带102c及支撑轴102d,同步轮102b由同步带102c传动连接并通过支撑轴102d安装于工型回转架152,同步轮102b与工型回转架152的旋转轴155同步旋转,编码器102a安装于支撑轴102d。该水平调节组件104包括设于料台托架103底部的滑块及设于升降平台105的导轨,导轨垂直于气涨夹头154的中心轴线设置,滑块滑动配合安装于导轨。
21.需要说明的是,以上驱动工型回转架152旋转的电机驱动装置、以及气涨轴156与旋转轴155同步传动连接、同步轮102b与工型回转架152的旋转轴155的同步旋转结构均属于现有常规技术手段,在此不赘述。
22.放卷单元1在装料时,将卷料放于料台托架103的凹槽108并使卷料的中心轴校准到与凹槽108的中心轴位于同一竖直平面,然后通过水平调节组件104调节料台托架103使卷料的中心轴与气涨夹头154的中心轴位于同一竖直平面,通过液压升降机构驱动升降平台105带动料台托架103及卷料上升至相应高度,使卷料的中心轴与气涨夹头154的中心轴达到同一高度,由气涨夹头154动作夹紧卷料完成卷料装配,工型回转架152在电机驱动装置的驱动下旋转到另一侧进行放卷作业;待进行下一卷料的装料时,工型回转架152旋转回位并通过编码器102a测量的角度使回位后的气涨夹头154的中心轴与待装卷料的中心轴位于同一竖直平面,重新进入新的放卷工作。同理,在收卷单元14卸料时,卷料中心轴线与料台托架103的凹槽108的中心轴位于同一竖直平面,升降平台105升起承接卷料后再下降将卷料移出。这种半自动升降装置100的设置可以改善在收放卷过程中的卷料校准问题,省去人工校准及人工搬运,不仅可以提高换卷速度、提高生产效率、节约人力成本,同时还可以根据不同卷料的料径设置参数来控制升降平台105的升降高度,操作简易方便。
23.进卷单元2设有将新料与旧料零速对接的驳接料装置200,如图4所示,驳接料装置200包括机架201、第一吸附盘202、清废吸盘203、第二吸附盘204、工作区205、气动杠杆206、底座207及直线导轨208,机架201及底座207安装于进卷单元2,第一吸附盘202、清废吸盘203及第二吸附盘204为长方形状并均安装于机架201,清废吸盘203位于第一吸附盘202的下方,第二吸附盘204和第一吸附盘202之间形成工作区205,清废吸盘203的后部连接气动杠杆206并通过直线导轨208与底座207滑动连接,第一吸附盘202和清废吸盘203之间形成第一切断缝209,第一切断缝209设有第一切刀209a,第二吸附盘204之间形成有第二切断缝204a,第二切断缝204a设有第二切刀(图中未示);第二吸附盘204具体由两块吸盘组成,第二切断缝204a形成于两块吸盘之间。
24.这种驳接料装置200可通过第一吸附盘202将用完的卷料、通过第二吸附盘204将待接卷料分别吸附,再对用完的卷料和待接卷料进行切断,切断后清废吸盘203在气动杠杆206的驱动下移动偏离工作区205,由人工将切出的尾料在安全位置取下,而新料则安置在
旧料接板上实现零速不停机换料驳接;同时还可以在旧料卷脱离纸芯时通过超声波检测信号,检测料卷的尾料位置,预设好停止距离或时间,使尾料在到达清废吸盘203下方时自动停止。
25.放卷纠偏装置5采用具有三支点纠偏机构的三支点双辊纠偏装置,如图5、图6所示包括固定机架51、浮动机架52、驱动装置53、导辊组件54及活动支点55,导辊组件54安装于浮动机架52,驱动装置53安装于固定机架51并与浮动机架52传动连接,活动支点55呈等腰三角状分布设于固定机架51,活动支点55包括安装于浮动机架52底部的球面轴承56及设于固定机架51的导向轴57,导向轴57配合安装于球面轴承56的内圈。驱动装置53具体为由伺服电机驱动的滚珠丝杆传动组件,滚珠丝杆传动连接于浮动机架52。工作时,驱动装置53驱动浮动机架52的其中一个球面轴承56的内圈在与之对应的导向轴57上作直线运动,另外两个球面轴承56会被动地沿与之配合的导向轴57作直线运动,从而使得浮动机架52在三个活动支点55上作圆弧摆动,这种放卷纠偏装置5只需驱动装置53产生一个较小的驱动力即可使得浮动机架52进行圆弧摆动偏移,且反应速度快、定位精准,具有更好的适用性,能有效节约加工、装配及维护方面的成本。
26.丝印单元7和辅助烘箱供热单元9之间设有地坑式储料装置8,地坑式储料装置8在丝印单元7和辅助烘箱供热单元9之间存在速度差时,对膜料进行缓冲以实现使膜料匀速给进辅助烘箱供热单元9进行加热,地坑式储料装置8如图7所示包括储料地坑81、吸附板组件82及扶膜片组件83,吸附板组件82分别贴合于储料地坑81的两端地坑壁设置,扶膜片组件83设于储料地坑81的地坑底壁,吸附板组件82由真空吸盘84、储料板85及吸附导辊86组成,扶膜片组件83由导辊87、储料板85组成。卷料在通过时可以暂时储存在该地坑式储料装置8中,由真空吸盘84制造吸力,吸附板组件82的吸附导辊86和扶膜片组件83的导辊87提供凹型储料空间,控制好丝印单元7的间歇式印刷速度,当丝印单元7印刷停止时,有地坑式储料装置8作为缓冲,仍可以确保膜料稳定匀速地送至辅助烘箱供热单元9,确保生产线的稳定运行。
27.这种光伏电池背膜卷对卷网格丝印设备,在结构设计上更合理、生产效率更高,卷料装卸换料效率更高、新旧膜料对接更方便、放卷纠偏精度高及能确保膜料能稳定匀速地送至辅助烘箱供热单元的特点。
28.对于本领域的技术人员来说,可根据以上描述的技术方案以及构思,做出其它各种相应的改变以及变形,而所有的这些改变以及变形都应该属于本发明权利要求的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。