1.本发明涉及机械加工设备技术领域,具体涉及一种用于汽车轮毂智能生产线 的全自动轮毂三维扫描系统。
背景技术:
2.轮毂是汽车的重要部件,其成型工艺多样。在汽车铝合金轮毂成型生产线上, 胚料进入加工机床加工前需要对轮毂型号进行识别并需要编写相应的加工程 序,传统的方法是工人进行手工操作,但是把工人从繁重的体力劳动中解脱出 来,实现轮毂成型的智能化,自动化是目前工业发展的趋势。
3.逆向工程是指针对已有产品原型,消化吸收和挖掘蕴含其中的涉及产品设 计、制造和管理等各个方面的一系列分析方法、手段和技术的综合。通过逆向 工程可以实现不同型号轮毂的建模,自动运算出其最优的加工路线并生成加工 程序。因此,逆向工程技术在轮毂加工实现自动化具有广阔的发展前景和重大 的研究意义。在逆向工程中对原产品的测量过程尤为关键,主要有传统量具手 动测量、三坐标测量仪测量、三维扫描仪测量等。但传统量具手动测量方法人 为误差较大,且难以实现复杂曲面的测量;而三坐标测量仪为接触式测量方法, 虽然测量精度高,但受限于本身结构,测量头无法接触的部位不能测量,有较 大的局限性。三维激光扫描技术是一种非接触式测量方法,具有采集速度快、 采集精度高、采集空间不受限制等优点。因此,三维扫描技术对于轮毂的加工 设计实现自动化、解放人力,提高生产效率具有重大意义。
4.发明cn201910145102.5中提供了一种三维扫描装置,该发明通过扫描仪安 装在旋转平台上,使三维扫描仪相对于待扫描工件转动,但是旋转平台上的半 径是固定的,故三维扫描仪相对与待扫描工件的径向距离无法调节,扫描平台 无法定位待扫描工件的位置,因此严重影响三维扫描仪的扫描精度。若应用于 汽车轮毂智能生产线会严重影响轮毂的加工精度;
5.发明cn201910514988.6中了一种三维扫描仪辅助工具及三维扫描装置,该 装置是另三维扫描仪绕工件旋转扫描。但是该装置无法调节三维扫描仪相对于 待扫描攻坚的径向距离,而且该装置只能三维扫描仪在一平面上水平扫描,无 法调剂三维扫描仪的仰角,对扫描数据获取不充分,影响三维模型的构建。
6.综上所述,现有技术仍然需要人力将待扫描物体搬运至扫描平台,自动化程 度不高,耗费人力;无法定位待扫描物体在扫描平台上的位置,扫描平台缺少 定位装置和夹紧装置,待扫描物体在扫描过程中容易发生位置的改变,严重影 响扫描精度;对于被扫描物体的尺寸要求具有一定的局限性,无法对于不同尺 寸的被扫描物体自动做出调整,而汽车轮毂的尺寸多样,对于扫描装置的灵活 性和适应性要求较高;三维扫描仪的自由度较低,无法根据待扫描工件的尺寸 调节与待扫描工件的焦距;不适合生产线生产模式,无法自动取件,装夹。因 此,现有发明技术无法应用于高效、精密、自动化的汽车轮毂智能生产线中, 设计一种结构合理,自动取件,自动装夹、自动扫描的高精度轮毂三维扫描装 置迫在眉睫。
技术实现要素:
7.针对现有技术不足,本发明的目的是提供一种用于汽车轮毂智能生产线的全 自动轮毂三维扫描系统,可实现高度自动化,将工人从生产过程中解放出来, 减轻工人的劳动强度,提高生产效率。
8.为了实现上述目的,本发明是通过如下的技术方案实现:
9.本发明公开的一种用于汽车轮毂智能生产线的全自动轮毂三维扫描系统, 包括:
10.底板,在所述底板上设有x向、y向位移控制装置;
11.辊道装配体,其安装在底板上,包括辊道,在辊道上安装有对射式光电光 电传感器和用于轮毂对中的轮毂对中定位装置;
12.三维扫描装置,包括安装架,安装架底部通过y向位移控制装置控制;在 所述的安装架上安装有三维扫描仪;
13.轮毂扫描平台,其安装在辊道装配体末端,且通过x向位移控制装置控制;
14.机器人,安装在轮毂扫描平台一侧,用于三维扫描后的轮毂输运工作。
15.进一步的,所述辊道为一种通过式辊道,辊道末端设置有辊道窗口,辊道的 安装应使辊道窗口的中心位于沿x轴方向矩形槽上方,对射式光电传感器安装 于辊道窗口开始处于结束处,用于检测轮毂是否到达指定位置,进而分别控制 轮毂对中定位装置工作和轮毂扫描平台进行取件。
16.进一步的,所述轮毂对中定位装置安装在辊道棍子下方,由气缸驱动的曲柄 滑块机构,滑台上装有带v型轮的支架。支架要穿过棍子间隙,通过v型轮推 动轮毂轮缘部分使轮毂处于辊道中间位置,防止轮毂在通过辊道时掉落。
17.进一步的,所述轮毂扫描平台包括一个升降平台,在所述的升降平台上安 装有转盘,在所述转盘的中心设有轮毂夹紧装置和检测平台上有无轮毂的传感 器。进一步的,转盘通过传动装配体与升降平台相连。
18.进一步的,所述用于夹紧轮毂的轮毂夹紧装置由气缸、支撑块、安装盘、内 撑爪装配体、第一连杆组成,支撑块安装在安装盘上,安装盘与气缸活塞杆螺 纹连接,安装盘上设有安装座用于与第一连杆一端相连,第一连杆另一端与内 撑爪装配体连接,内撑爪装配体又与气缸缸体上的安装座连接。轮毂夹紧装置 是由气缸驱动的曲柄滑块机构,气缸回缩内撑爪装配体从内部撑紧轮毂,轮毂 夹紧完成。
19.进一步的,所述内撑爪装配体由第二连杆,安装块,球头,半球头组成, 第二连杆安装在安装块的杆槽内,球头安装在安装块的球槽内,球头与半球头 通过螺纹连接。半球头通过球面副可以实现一定角度的转动,由此可以适应不 同尺寸的轮毂曲面。使轮毂夹紧装置的适应性更高。
20.进一步的,所述控制轮毂转动的转盘中间设有安装轮毂夹紧装置气缸的方形 槽,气缸为嵌入式安装,方形槽内设有圆形内槽,安装有轮辐式称重传感器, 气缸与轮辐式称重传感器相连,轮辐式称重传感器可用于监测轮毂夹紧装置上 是否有夹持轮毂,进而控制位置控制模块运行。转盘另设有气体管路通道,气 体管路可从转盘内部接入气缸。
21.上述用于汽车轮毂智能生产线的全自动轮毂三维扫描系统的工作过程如 下:
22.轮毂被辊道上被运送到对射式光电传感器位置时,对射式光电传感器发送信 号给计算机,进而控制轮毂对中定位装置工作,保证轮毂位于辊道中间位置。 同时,计算机可
通过传感器发送的信号分析计算可得到轮毂直径,轮毂被运送 到辊道窗口上时,对射式光电传感器发送信号给计算机,进而控制辊道电机停 止运转,轮毂在辊道窗口上停住,等待取料。
23.辊道电机停止运转后,计算机控制位移控制模块上沿x轴方向安装的滚珠丝 杠机构运转,该滚珠丝杠机构滑台上搭载的轮毂扫描平台被运送到轮毂正下方 位置,紧接着升降平台升起,轮毂夹紧装置气缸活塞杆伸出,轮毂被顶离辊道。 此时,轮辐式称重传感器检测到轮毂已被顶起并发送信号给计算机。
24.计算机接收到轮辐式称重传感器发送的已取料信号后,进而控制位移控制模 块上沿x轴方向安装的滚珠丝杠机构运转,将轮毂扫描平台运送到三维扫描仪 装置正前方。
25.轮毂扫描平台到达位置后,轮毂夹紧装置将轮毂夹紧,升降平台复位。一定 时间后,转盘开始转动。
26.转盘转动后,三维扫描仪开始工作,计算机根据获得的数据是否清晰可以通 过控制位移控制模块和三维扫描装置的滚珠丝杠机构,三维扫描装置的舵机进 而调整轮毂与三维扫描仪的焦距。扫描完成后,计算机处理扫描数据,根据获 得的三维模型计算机自动设计其最优的加工路径并自动编写加工程序并保存, 若下一个轮毂与该轮毂同一型号,则可直接使用该加工程序。
27.机器人将轮毂从轮毂夹紧装置上取走,整个三维扫描装置进入下一个工作循 环;
28.上述发明的有益效果如下:
29.(1)本发明的汽车轮毂三维扫描系统高度自动化,不需要工人对各种型号 的轮毂进行区分,不需要手动进行加工程序的编写,工人只需要监视计算机即 可。极大地解放了人力,提高了生产效率;
30.(2)本发明的汽车轮毂三维扫描系统可以使轮毂在扫描平台上完全固定, 不会在扫描过程中产生位置变化影响扫描精度;
31.(3)本发明的汽车轮毂三维扫描系统可以适应大部分尺寸的汽车轮毂,适 应性与灵活性比较强;
32.(4)本发明的汽车轮毂三维扫描系统,可以使工人远离加工设备,提高了 工人的操作环境安全性;
33.(5)本发明的汽车轮毂三维扫描系统,成本较低,且结构紧凑,空间利用 率高。
附图说明
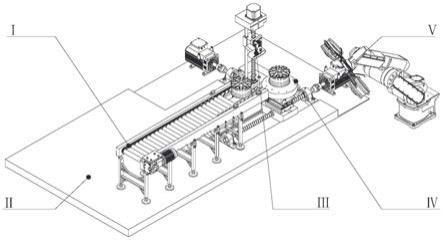
34.图1为全自动轮毂三维扫描系统的轴测图;
35.图2为全自动轮毂三维扫描系统的爆炸图;
36.图3为辊道装配体的轴测图;
37.图4为辊道装配体的安装剖视图;
38.图5为轮毂对中定位装置的爆炸图;
39.图6为轮毂定位装置安装局部剖视图;
40.图7为位移控制模块的上视图;
41.图8为位移控制模块a
‑
a截面剖视图;
42.图9为轮毂三维扫描装置的爆炸图;
43.图10为轮毂三维扫描装置的安装局部剖视图;
44.图11为轮毂扫描平台爆炸图;
45.图12为轮毂夹紧装置爆炸图;
46.图13为轮毂夹紧装置安装剖视图;
47.图14为轮毂夹紧装置夹爪爆炸图;
48.图15为轮毂夹紧装置夹爪安装剖视图;
49.图16为轮毂与气缸和轮辐式称重传感器安装剖视图;
50.图17为传动装配体爆炸图;
51.图18为蜗轮蜗杆安装位置上视图;
52.图19为蜗轮安装剖视图;
53.图20为蜗杆安装剖视图;
54.图21为升降台轴测图;
55.图22为传动装配体工作台结构剖视图;
56.图23为机器人轴测图;
57.其中,辊道装配体ⅰ、位移控制模块ⅱ、三维扫描装置ⅲ、轮毂扫描平台ⅳ、 机器人
ⅴ
。
58.轮毂对中定位装置
ⅰ‑
1、法兰座
ⅰ‑
2、辊道
ⅰ‑
3、轮毂i
‑
4、对射式光电传 感器
ⅰ‑
5、对射式光电传感器
ⅰ‑
6。
59.带螺杆v型轮
ⅰ‑1‑
1、支架
ⅰ‑1‑
2、滑台
ⅰ‑1‑
3、底座
ⅰ‑1‑
4、气缸
ⅰ‑1‑
5、 连杆
ⅰ‑1‑
6、连杆
ⅰ‑1‑
7;
60.底板
ⅱ‑
1、第一滚珠丝杠装配体
ⅱ‑
2、第二滚珠丝杠装配体
ⅱ‑
3。
61.电机
ⅲ‑
1、电机支撑座
ⅲ‑
2、滚珠丝杠上安装座
ⅲ‑
16、滑台
ⅲ‑
5、三维扫 描仪安装架
ⅲ‑
6、三维扫描仪
ⅲ‑
9、舵机
ⅲ‑
14、导杆
ⅲ‑
10、滚珠丝杠
ⅲ‑
13、 带座外球面球轴承
ⅲ‑
12、滚珠丝杠安装座
ⅲ‑
11、工作台
ⅲ‑
15、法兰
ⅲ‑
3、六 角法兰面螺母
ⅲ‑
4、舵机臂
ⅲ‑
7、螺丝
ⅲ‑
8、联轴器
ⅲ‑
17;
62.轮毂夹紧装置
ⅳ‑
1、转盘
ⅳ‑
2、升降平台
ⅳ‑
3、工作台
ⅳ‑
4、传动装配体
ⅳꢀ‑
5、轮辐式称重传感器
ⅳ‑
6;
63.支撑块
ⅳ‑1‑
1、安装盘
ⅳ‑1‑
2、内撑爪装配体
ⅳ‑1‑
3、气缸
ⅳ‑1‑
4、连杆
ⅳꢀ‑1‑
5;
64.连杆
ⅳ‑1‑3‑
1、安装块
ⅳ‑1‑3‑
2、半球头
ⅳ‑1‑3‑
4、球头
ⅳ‑1‑3‑
3、螺丝
ⅳ‑1‑3‑
5;
65.轮毂内轮辐中心圆端面
ⅰ‑4‑
1、内圆表面
ⅰ‑4‑
2;
66.齿轮
ⅳ‑5‑
1、轴套
ⅳ‑5‑
2、传动轴
ⅳ‑5‑
3,带座外球面球轴承
ⅳ‑5‑
4、蜗轮
ꢀⅳ‑5‑
5、电机箱体
ⅳ‑5‑
6,电机
ⅳ‑5‑
7,蜗杆
ⅳ‑5‑
9,联轴器
ⅳ‑5‑
8,外齿式 回转支承
ⅳ‑5‑
12、电机箱盖板
ⅳ‑5‑
11、带座外球面球轴承
ⅳ‑5‑
10;
67.承载座
ⅳ‑3‑
1、支撑杆
ⅳ‑3‑
2、连杆
ⅳ‑3‑
3、气缸
ⅳ‑3‑
4、导轨
ⅳ‑3‑
6、滑 块
ⅳ‑3‑
7、安装座
ⅳ‑3‑
5。
具体实施方式
68.本技术的一种典型实施方式中,如图1
‑
图2所示,汽车轮毂自动化三维扫 描系统包括辊道装配体ⅰ,位移控制模块ⅱ,三维扫描装置ⅲ,轮毂扫描平台
ꢀⅳ
和机器人
ⅴ
。各个
机构中的动力件与计算机分别单独连接。其中,辊道装配 体ⅰ应放置于位移控制模块ⅱ上,在位移控制模块ⅱ中的第一滚珠丝杠装配体
ꢀⅱ‑
2上分别设置有三维扫描装置ⅲ和轮毂扫描平台ⅳ,其中三维扫描装置ⅲ可 通过第二滚珠丝杠装配体
ⅱ‑
3沿y轴方向移动,从而改变三维扫描装置ⅲ与轮 毂
ⅰ‑
4的焦距。轮毂扫描平台ⅳ可通过第一滚珠丝杠装配体
ⅱ‑
2沿x轴方向移 动,可移动至辊道
ⅰ‑
3窗口下方位置并搬运轮毂i
‑
4后移动至三维扫描装置
ⅲꢀ
前方,在位移控制模块ⅱ旁边放置有机器人
ⅴ
,机器人
ⅴ
可在三维扫描系统工 作完成后将轮毂
ⅰ‑
4运送至加工机床中。
69.具体的,辊道装配体ⅰ:负责将轮毂运输至指定位置;动力传装配体ⅱ:负 责三维扫描装置ⅲ的沿y轴方向移动和轮毂扫描平台ⅳ的沿x轴方向移动;三 维扫描装置ⅲ:负责对轮毂
ⅰ‑
4进行三维扫描并构建三维模型;轮毂扫描平台
ꢀⅳ
:负责从辊道装配体ⅰ搬运轮毂
ⅰ‑
4至指定位置,夹持轮毂
ⅰ‑
4,使轮毂
ⅰ‑
4在该装置上转动;机器人
ⅴ
:负责将经过三维扫描后的轮毂
ⅰ‑
4搬运至卧式 车床中。
70.如图3
‑
图4所示,辊道装配体ⅰ由轮毂对中定位装置
ⅰ‑
1、辊道
ⅰ‑
3、对 射式光电传感器
ⅰ‑
5、对射式光电传感器
ⅰ‑
6组成,辊道
ⅰ‑
3采用通过式辊道。 对射式光电传感器
ⅰ‑
5和对射式光电传感器
ⅰ‑
6分别安装在辊道窗口开始处和 末处两端的辊道支架上;轮毂对中定位装置
ⅰ‑
1安装在对射式光电传感器
ⅰ‑
5 左端辊子下方处,轮毂对中定位装置
ⅰ‑
1中的支架
ⅰ‑1‑
2穿过辊子间隙。轮毂 对中定位装置
ⅰ‑
1通过法兰座
ⅰ‑
2与辊道支架连接。
71.具体的,轮毂
ⅰ‑
4在辊道
ⅰ‑
3上传送至对射式光电传感器
ⅰ‑
5位置处时, 对射式光电传感器
ⅰ‑
5将信息传送给计算机,计算机发送信息给气动回路从而 使轮毂对中定位装置
ⅰ‑
1工作,使轮毂
ⅰ‑
4处于辊道
ⅰ‑
3正中间位置,从而防 止轮毂
ⅰ‑
4在通过辊道
ⅰ‑
3的窗口时掉落。轮毂
ⅰ‑
4在到达辊道
ⅰ‑
3末端的 对射式光电传感器
ⅰ‑
6位置时,对射式光电传感器
ⅰ‑
6将信息传达给计算机, 计算机接受信息后对伺服电机发送停止指令,对轮毂扫描平台ⅳ发送取料信息。 轮毂
ⅰ‑
4被取走后,对射式光电传感器
ⅰ‑
6将信息传达给计算机,计算机对伺 服电机下达运行指令,辊道装配体ⅰ系统开始新的工作循环。
72.如图5
‑
图6所示,轮毂对中定位装置
ⅰ‑
1由带螺杆v型轮
ⅰ‑1‑
1,支架
ⅰꢀ‑1‑
2,滑台
ⅰ‑1‑
3,底座
ⅰ‑1‑
4,气缸
ⅰ‑1‑
5,连杆
ⅰ‑1‑
6,连杆
ⅰ‑1‑
7组成;
73.两个滑台
ⅰ‑1‑
3安装在底座
ⅰ‑1‑
4的导轨
ⅰ‑1‑4‑
2上,气缸
ⅰ‑1‑
5与底座
ꢀⅰ‑1‑
4固定连接,气缸
ⅰ‑1‑
5使活塞杆与一个滑台
ⅰ‑1‑
3固定连接。连杆
ⅰ‑1‑
7 中心孔与底座
ⅰ‑1‑
4中心孔铰接,连杆
ⅰ‑1‑
6一端与滑台
ⅰ‑1‑
3铰接,另一端 的与连杆
ⅰ‑1‑
7铰接。连杆
ⅰ‑1‑
7,连杆
ⅰ‑1‑
9,滑台
ⅰ‑1‑
3共同组成曲柄滑 块机构。支架
ⅰ‑1‑
2与滑台
ⅰ‑1‑
3固定连接。带螺杆v型轮
ⅰ‑1‑
1与支架
ⅰ‑1‑
2 固定连接。
74.具体的,轮毂对中定位装置
ⅰ‑
1收到计算机发送的运行指令后,气缸
ⅰ‑1‑
5 活塞杆回缩,通过曲柄滑块机构,两端的滑台
ⅰ‑1‑
3沿导轨相向运动,带螺杆 v型轮
ⅰ‑1‑
1与轮毂
ⅰ‑
4轮缘接触并将轮毂
ⅰ‑
4向中间位置推动。一次定位完 成后,装置复位为下一次定位做准备。
75.如图7
‑
图8所示,位移控制模块ⅱ由底板
ⅱ‑
1,第一滚珠丝杠装配体
ⅱ‑
2, 第二滚珠丝杠装配体
ⅱ‑
3组成。底座
ⅱ‑
1上具有两个用于安装第一滚珠丝杠装 配体
ⅱ‑
2和第二滚珠丝杠装配体
ⅱ‑
3的长槽,沿x轴方向的长槽安装的第一滚 珠丝杠装配体
ⅱ‑
2用来控制轮毂放置装置ⅳ的移动,沿y轴方向的长槽安装的 第二滚珠丝杠装配体
ⅱ‑
3用来控制三维
扫描装置ⅲ的移动。
76.如图9
‑
图10所示,三维扫描装置ⅲ由电机
ⅲ‑
1,电机支撑座
ⅲ‑
2,滚珠丝 杠上安装座
ⅲ‑
16,滑台
ⅲ‑
5,三维扫描仪安装架
ⅲ‑
6,三维扫描仪
ⅲ‑
9,舵机
ꢀⅲ‑
14,导杆
ⅲ‑
10,滚珠丝杠
ⅲ‑
13,带座外球面球轴承
ⅲ‑
12,滚珠丝杠下安 装座
ⅲ‑
11,工作台
ⅲ‑
15组成。
77.电机
ⅲ‑
1安装座与电机支撑座
ⅲ‑
2上的连接;滚珠丝杠上安装座
ⅲ‑
16与 电机支撑座
ⅲ‑
2通过法兰
ⅲ‑
3进行连接;法兰
ⅲ‑
3与滚珠丝杠上安装座
ⅲ‑
16 固定连接。导杆
ⅲ‑
10伸出端车有外螺纹,导杆
ⅲ‑
10伸出端穿过滚珠丝杠上安 装座
ⅲ‑
16的沉头孔与滚珠丝杠下安装座
ⅲ‑
11的沉头孔与六角法兰面螺母
ⅲ‑
4 螺纹连接进行轴向固定。带座外球面球轴承
ⅲ‑
12安装于滚珠丝杠上安装座
ⅲꢀ‑
16和滚珠丝杠下安装座
ⅲ‑
11上。
78.滚珠丝杠
ⅲ‑
13上端穿过滚珠丝杠上安装座
ⅲ‑
16上的通孔与电机
ⅲ‑
1的轴 共同连接在联轴器
ⅲ‑
17上。滑台
ⅲ‑
5安装于导杆
ⅲ‑
10和滚珠丝杠
ⅲ‑
13上。 工作台
ⅲ‑
15与滑台
ⅲ‑
5上固定连接。舵机
ⅲ‑
14安装座与工作台
ⅲ‑
15固定连 接。舵机臂
ⅲ‑
7安装于舵机
ⅲ‑
14的轴上。舵机臂
ⅲ‑
7与三维扫描仪安装架
ⅲꢀ‑
6固定连接。三维扫描仪
ⅲ‑
9安装在三维扫描仪安装架
ⅲ‑
6内,三维扫描仪安 装架
ⅲ‑
6上设有螺纹孔,通过螺丝
ⅲ‑
8对三维扫描仪进行固定。
79.具体的,三维扫描装置ⅲ安装在第二滚珠丝杠装配体
ⅱ‑
3上,通过第二滚 珠丝杠
ⅱ‑
3可以实现三维扫描装置ⅲ沿y轴的移动,进而实现三维扫描仪
ⅲ‑
9 沿y轴的移动。三维扫描装置ⅲ上的滑台
ⅲ‑
5沿滚珠丝杠
ⅲ‑
13和导杆
ⅲ‑
10的 滑动可以实现三维扫描仪
ⅲ‑
9沿z轴的移动,通过舵机
ⅲ‑
14可以实现三维扫 描仪
ⅲ‑
9转动一定角度。至此,三维扫描仪
ⅲ‑
9可以在一定空间内实现x、y、 z轴的移动并可以实现一定角度的转动从而自动调整三维扫描仪
ⅲ‑
9与轮毂i
‑
4 间的焦距,使获得的三维扫描数据更加清晰。
80.如图11所示,轮毂扫描平台ⅳ由轮毂夹紧装置
ⅳ‑
1,转盘
ⅳ‑
2,升降平台
ꢀⅳ‑
3,工作台
ⅳ‑
4,传动装配体
ⅳ‑
5,轮辐式称重传感器
ⅳ‑
6组成。升降平台
ꢀⅳ‑
3安装于工作台
ⅳ‑
4上,传动装配体
ⅳ‑
5安装于升降平台
ⅳ‑
3上,传动装 配体
ⅳ‑
5上安装有外齿式回转支承
ⅳ‑5‑
12,转盘
ⅳ‑
2安装在外齿式回转支承
ꢀⅳ‑5‑
12上,转盘
ⅳ‑
2内部设置有轮辐式称重传感器
ⅳ‑
6,轮毂夹紧装置
ⅳ‑
1 嵌入转盘
ⅳ‑
2内,并与轮辐式称重传感器
ⅳ‑
6相连。
81.具体的,轮毂夹紧装置
ⅳ‑
1:负责将轮毂
ⅰ‑
4从辊道
ⅰ‑
3上取下并夹持住 轮毂
ⅰ‑
4。转盘:使轮毂
ⅰ‑
4和轮毂夹紧装置
ⅳ‑
1转动,使三维扫描仪
ⅲ‑
9能 够完整的扫描轮毂
ⅰ‑
4所有外表面。升降平台
ⅳ‑
3:控制整个装置升降,为轮 毂夹紧装置
ⅳ‑
1将轮毂
ⅰ‑
4从辊道
ⅰ‑
3上取下提供高度条件。传动装配体
ⅳ‑
5: 驱动转盘
ⅳ‑
2转动。工作台
ⅳ‑
4:轮毂扫描平台ⅳ通过工作台
ⅳ‑
4与滑台
ⅱ‑2‑
3 连接。
82.如图12、图13、图14、图15所示,轮毂夹紧装置
ⅳ‑
1由支撑块
ⅳ‑1‑
1, 安装盘
ⅳ‑1‑
2,内撑爪装配体
ⅳ‑1‑
3,气缸
ⅳ‑1‑
4,连杆
ⅳ‑1‑
5组成。支撑块
ꢀⅳ‑1‑
1与安装盘
ⅳ‑1‑
2固定连接,支撑块
ⅳ‑1‑
1的上表面需要精加工以获得较 高的表面精度。安装盘
ⅳ‑1‑
2中心设有螺纹孔,沿周向设有三个安装座,连杆
ꢀⅳ‑1‑
5与安装盘
ⅳ‑1‑
2的安装座铰接,连杆
ⅳ‑1‑
5与内撑爪装配体
ⅳ‑1‑
3的 连杆
ⅳ‑1‑3‑
1铰接。活塞杆
ⅳ‑1‑4‑
1伸出端车有外螺纹,气缸
ⅳ‑1‑
4底部焊接 有螺纹杆。气缸
ⅳ‑1‑
4的活塞杆伸出端与安装座中心螺纹孔固定连接。内撑爪 装配体
ⅳ‑1‑
3的连杆
ⅳ‑1‑3‑
1与气缸缸体部分铰接。
83.内撑爪装配体
ⅳ‑1‑
3由连杆
ⅳ‑1‑3‑
1,安装块
ⅳ‑1‑3‑
2,半球头
ⅳ‑1‑3‑
4, 球头
ⅳ‑1‑3‑
3组成,球头
ⅳ‑1‑3‑
3上焊接有螺纹杆,球头
ⅳ‑1‑3‑
3上的螺纹杆 与半球头
ⅳ‑1‑3‑
4上螺纹孔固定连接。球头
ⅳ‑1‑3‑
3上的球头部分安装于安装 块
ⅳ‑1‑3‑
2的球槽内。连杆
ⅳ‑1‑3‑
1伸出端安装于安装块
ⅳ‑1‑3‑
2的杆槽内, 连杆
ⅳ‑1‑3‑
1与安装块
ⅳ‑1‑3‑
2通过螺丝
ⅳ‑1‑3‑
5进行固定连接。此时半球头
ꢀⅳ‑1‑3‑
4可在空间内做一定角度的转动,半球头
ⅳ‑1‑3‑
4在空间实现一定角度 的转动从而可以适应不同尺寸的轮毂
ⅰ‑
4。
84.具体的,活塞杆向上伸出时,安装盘
ⅳ‑1‑
2带动连杆
ⅳ‑1‑
5从而带动内撑 爪装配体
ⅳ‑1‑
3顺时针转动,支撑块
ⅳ‑1‑
1顶住轮毂内轮辐中心圆端面
ⅰ‑4‑
1 将轮毂
ⅰ‑
4顶起,活塞杆向下回缩时,安装盘iv
‑1‑
2带动连杆
ⅳ‑1‑
5从而带 动内撑爪装配体
ⅳ‑1‑
3逆时针转动,当内撑爪装配体
ⅳ‑1‑
3的半球头
ⅳ‑1‑3‑
4 与轮毂
ⅰ‑
4内圆表面
ⅰ‑4‑
2相互接触,当轮毂
ⅰ‑
4施加给轮毂夹紧装置
ⅳ‑
1 与轮毂夹紧装置
ⅳ‑
1施加给轮毂
ⅰ‑
4的力达到平衡时,此时轮毂
ⅰ‑
4处于夹紧 状态。显而易见,轮毂夹紧装置
ⅳ‑
1为内撑式夹紧方式,该夹紧方式可以从轮 毂
ⅰ‑
4内部对轮毂
ⅰ‑
4进行夹紧,整个轮毂夹紧装置
ⅳ‑
1完全置于轮毂
ⅰ‑
4 内部,从而大大降低了对于轮毂三维扫描的干扰。
85.如图17所示,转盘
ⅳ‑
2中心设置有方形槽用以安装轮毂夹紧装置
ⅳ‑
1,方 形槽内设置有圆形内槽用以安装轮辐式称重传感器
ⅳ‑
6。转盘
ⅳ‑
2圆形内槽的 螺纹孔
ⅳ‑2‑
3与轮辐式称重传感器
ⅳ‑
6上的螺纹孔固定连接,轮辐式称重传感 器
ⅳ‑
6与计算机连接。气缸
ⅳ‑1‑
4底部的螺纹杆与轮辐式称重传感器
ⅳ‑
6中心 孔螺纹连接,转盘
ⅳ‑
2与气缸
ⅳ‑1‑
4通过螺钉连接,螺钉不能扭紧以防轮辐式 称重传感器
ⅳ‑
6检测不到重力的变化。
86.需要说明的是:转盘
ⅳ‑
2颜色整体为黑色,以降低扫描过程中外界因素的 干扰。转盘
ⅳ‑
2上贴有标识点,标识点的布置是随机的,颜色为亮色。转盘
ⅳꢀ‑
2方形槽内设置有气路通道,气路管路可通过管道接入气缸上的气孔。轮辐式 称重传感器
ⅳ‑
6与计算机连接。
87.具体的,当轮毂夹紧装置
ⅳ‑
1将轮毂
ⅰ‑
4从辊道
ⅰ‑
3上顶起时,轮辐式称 重传感器
ⅳ‑
6检测到信号,并将信号传输给计算机,计算机处理信号后发送信 号给位移控制模块ⅱ,位移控制模块ⅱ接收信号后将轮毂扫描平台ⅳ运输到三 维扫描仪
ⅲ‑
9前并对轮毂
ⅰ‑
4进行加紧后进行三维扫描。
88.如图18、图19所示,传动装配体
ⅳ‑
5由齿轮
ⅳ‑5‑
1,外齿式回转支承
ⅳꢀ‑5‑
12,电机箱盖板
ⅳ‑5‑
11,带座外球面球轴承
ⅳ‑5‑
10,带座外球面球轴承
ⅳꢀ‑5‑
4,蜗杆
ⅳ‑5‑
9、蜗轮
ⅳ‑5‑
5、电机
ⅳ‑5‑
7、电机箱体
ⅳ‑5‑
6组成。齿轮
ⅳꢀ‑5‑
1与外齿式回转支承
ⅳ‑5‑
12相互啮合并且安装在电机箱盖
ⅳ‑5‑
11上,电机
ꢀⅳ‑5‑
7,蜗轮
ⅳ‑5‑
5,蜗杆
ⅳ‑5‑
9,带座外球面球轴承
ⅳ‑5‑
4,带座外球面球 轴承
ⅳ‑5‑
10安装在电机箱体
ⅳ‑5‑
6内部,蜗轮与蜗杆相互啮合。
89.具体的,电机
ⅳ‑5‑
7主轴的转动通过蜗轮
ⅳ‑5‑
5蜗杆
ⅳ‑5‑
9的减速后传动 给齿轮
ⅳ‑5‑
1,齿轮
ⅳ‑5‑
1带动外齿式回转支承
ⅳ‑5‑
12转动,从而使外齿式 回转支承
ⅳ‑5‑
12带动转盘
ⅳ‑
2转动。
90.如图20所示,外齿式回转支承
ⅳ‑5‑
12内圈上的通孔与电机箱体盖板
ⅳꢀ‑5‑
11的固定连接。带座外球面球轴承
ⅳ‑5‑
10与电机箱盖板
ⅳ‑5‑
11固定连接, 带座外球面球轴承
ⅳ‑5‑
13与电机箱体
ⅳ‑5‑
6固定连接。传动轴与带座外球面 球轴承
ⅳ‑5‑
10、
ⅳ‑5‑
13配合安装。蜗轮
ⅳ‑5‑
5与传动轴
ⅳ‑5‑
3安装时采用轴 肩进行轴向定位,通过轴套进行轴向固
定,通过圆头键传递扭矩,传动轴
ⅳ‑5‑
3 上端穿过电机箱盖板
ⅳ‑5‑
11上的通孔与齿轮
ⅳ‑5‑
1配合,齿轮
ⅳ‑5‑
1与传动 轴
ⅳ‑5‑
3安装时采用轴套
ⅳ‑5‑
2进行轴向定位,并采用挡圈进行轴向固定,齿 轮
ⅳ‑5‑
1安装时要确保与外齿式回转支承
ⅳ‑5‑
12啮合。蜗杆
ⅳ‑5‑
9与带座外 球面球轴承
ⅳ‑5‑
4安装配合。安装时蜗杆
ⅳ‑5‑
9要保证与蜗轮
ⅳ‑5‑
5啮合。蜗 杆与电机
ⅳ‑5‑
7轴通过联轴器连接。电机
ⅳ‑5‑
7安装座与电机箱体
ⅳ‑5‑
6固定 连接。电机箱体盖板
ⅳ‑5‑
11与电机箱体
ⅳ‑5‑
6固定连接。至此,电机
ⅳ‑5‑
7、 蜗轮
ⅳ‑5‑
5、蜗杆
ⅳ‑5‑
9、带座外球面球轴承
ⅳ‑5‑
4、带座外球面球轴承
ⅳꢀ‑5‑
10、带座外球面球轴承
ⅳ‑5‑
13、外齿式回转支承
ⅳ‑5‑
12、联轴器
ⅳ‑5‑
8完 全封装在电机箱体
ⅳ‑5‑
6内,可以有效防止灰尘等杂质影响精密零部件的运转, 同时使零部件组成一个整体可以安装在升降平台
ⅳ‑
3上。
91.如图21、图22所示,升降平台
ⅳ‑
3由承载座
ⅳ‑3‑
1,支撑杆
ⅳ‑3‑
2,连杆
ꢀⅳ‑3‑
3,气缸
ⅳ‑3‑
4,导轨
ⅳ‑3‑
6,滑块
ⅳ‑3‑
7,安装座
ⅳ‑3‑
5组成。导轨
ⅳ‑3‑
6安装在承载座
ⅳ‑3‑
1与安装座
ⅳ‑3‑
5上,滑块
ⅳ‑3‑
7安装在导轨
ⅳ‑3‑
6 上,可沿导轨
ⅳ‑3‑
6直线滑动。连杆
ⅳ‑3‑
3铰接部分采用销轴连接,并用开口 销进行固定,安装支撑轴用来实现两边的连杆
ⅳ‑3‑
3与滑块
ⅳ‑3‑
7同步运动。 气缸
ⅳ‑3‑
4安装在支撑杆
ⅳ‑3‑
2上,通过活塞杆的伸缩可控制升降台的升降运 动。承载座
ⅳ‑3‑
1与安装座
ⅳ‑3‑
5耳座上分别设置通孔,可用于承载座
ⅳ‑3‑
1 与传动装配体
ⅳ‑
5和安装座
ⅳ‑3‑
5与工作台
ⅳ‑
4的固定连接。
92.具体的,轮毂扫描平台ⅳ安装在位移控制模块ⅱ上的第一滚珠丝杠装配体
ⅱꢀ‑
2上可进行沿x轴方向的横向移动,当轮毂
ⅰ‑
4在辊道
ⅰ‑
3上就位时,对射式 光电传感器
ⅰ‑
6将信号传输给计算机,计算机分析信号后对位移控制模块ⅱ上 的第一滚珠丝杠装配体
ⅱ‑
2下达指令,第一滚珠丝杠装配体
ⅱ‑
2载着轮毂扫描 平台ⅳ移动到轮毂
ⅰ‑
4正下方位置,轮毂扫描平台ⅳ的升降平台
ⅳ‑
3升起到指 定高度,轮毂夹紧装置
ⅳ‑
1中的气缸
ⅳ‑1‑
4的活塞杆伸出到指定位置将轮毂
ⅰꢀ‑
4顶离辊道
ⅰ‑
3,轮辐式称重传感器
ⅳ‑
6检测到重力信号传送给计算机,计算 机分析信号后发送指令给第一滚珠丝杠装配体
ⅱ‑
2,第一滚珠丝杠装配体
ⅱ‑
2 载着轮毂扫描平台ⅳ移动到预定位置即三维扫描仪
ⅲ‑
9正前方,轮毂夹紧装置
ꢀⅳ‑
1将轮毂
ⅰ‑
4夹紧,三维扫描仪
ⅲ‑
9根据轮毂
ⅰ‑
4尺寸调整合适的扫描位 置,调整完成后,转盘
ⅳ‑
2开始转动,三维扫描仪
ⅲ‑
9对轮毂
ⅰ‑
4进行三维扫 描并建模,根据改轮毂
ⅰ‑
4毛坯的三维模型,计算机自动规划该轮毂
ⅰ‑
4的加 工路径并自动编写数控机床的加工程序导入机床中。准备就绪后,机械手将轮 毂
ⅰ‑
4运送至第一台加工机床中。需要说明的是,计算机对某一型号的轮毂
ⅰꢀ‑
4规划加工路径并编程后,该加工程序会自动保存到计算机数据库中,若下一 个轮毂型号与该轮毂
ⅰ‑
4型号相同,则自动使用该加工程序,不需重新编程。
93.如图23所示,机械手
ⅴ
采用六自由度机械手,机械手
ⅴ
夹持部分采用吸盘 式夹持方式,可以适用不同尺寸的轮毂。机械手
ⅴ
的运行轨迹由计算机控制, 当三维扫描装置ⅲ对轮毂
ⅰ‑
4完成扫描并自动规划出相应的加工路径时,计算 机对机械手
ⅴ
下达指令,机械手
ⅴ
从轮毂夹持装置
ⅳ‑
1上夹取轮毂
ⅰ‑
4,机械 手
ⅴ
夹持部分配置传感器,当机械手
ⅴ
夹持装置对轮毂夹紧时,传感器给计算 机传送信息,计算机分析信息后对三维扫描装置ⅲ上的轮毂夹紧装置
ⅳ‑
1下达 放松轮毂
ⅰ‑
4指令,机械手
ⅴ
将轮毂
ⅰ‑
4从轮毂夹持装置
ⅳ‑
1上取下并送至第 一台卧式车床中进行加工。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。