1.本实用新型用于电芯制作领域,特别是涉及一种电芯加工装置。
背景技术:
2.现有的电芯在加工成型过程中,多是通过夹具夹紧进行各工位之间的输送,这样在输送过程中效率较慢,而且耗费夹具成本较高。
技术实现要素:
3.本实用新型的目的在于至少解决现有技术中存在的技术问题之一,提供一种电芯加工装置,能够有效节约夹具成本。
4.本实用新型解决其技术问题所采用的技术方案是:一种电芯加工装置,包括移送机构,所述移送机构用于将电芯在定位切边工位、滴胶工位以及折边工位之间输送,所述移送机构包括移送导轨、升降机构和平移机构,所述平移机构的移动端与所述升降机构连接,所述升降机构的升降端安装有升降板,所述升降板上设有第一吸附装置,所述移送导轨上安装第二吸附装置。
5.上述技术方案中至少具有如下优点或有益效果:电芯吸附在第一吸附装置和第二吸附装置上,当需要在定位切边工位、滴胶工位以及折边工位之间输送时,第二吸附装置松开电芯,升降机构通过升降板将第一吸附装置连同一起电芯顶起,然后平移机构带动升降机构移动到下一工位,然后升降机构下降,使得第一吸附装置与下一工序的第二吸附装置对齐,然后相应的第二吸附装置吸紧电芯,这样通过升降机构和平移机构之间的协作来完成电芯在各个工位之间的移动,有效节约了夹具成本。
6.进一步作为本实用新型技术方案的改进,还包括冷热烫工位,所述冷热烫工位具有多个热烫装置和多个冷烫装置,电芯经过所述热烫装置烫边后再经过所述冷烫装置定型。
7.进一步作为本实用新型技术方案的改进,所述升降机构包括升降电机、齿轮和齿条,所述齿轮安装在所述升降电机的动力输出端,所述齿条与所述齿轮啮合,所述齿条通过连接板与所述升降板连接。
8.进一步作为本实用新型技术方案的改进,所述平移机构包括平移电机、丝杆和丝母,所述丝杆安装在所述平移电机的动力输出端,所述丝杆与所述丝母配合连接,所述丝母与所述升降机构连接。
9.进一步作为本实用新型技术方案的改进,所述定位切边工位具有定位机构和切边机构,所述定位机构包括设在所述移送机构两侧的定位部件和挡板,所述定位部件和所述挡板能够相向或背向滑动,所述切边机构包括上切刀和下切刀,所述上切刀能够相对所述下切刀升降移动。
10.进一步作为本实用新型技术方案的改进,所述定位机构还包括机座、第一定位座和第二定位座,所述第一定位座和所述第二定位座均安装在所述机座上并位于所述移送机
构两侧,所述第一定位座和所述第二定位座均能沿垂直于所述移送机构的输送方向滑动,所述定位部件滑动安装在所述第一定位座上,所述挡板安装在所述第二定位座上。
11.进一步作为本实用新型技术方案的改进,所述定位部件包括槽板和定位板,所述定位板嵌入所述槽板并与所述槽板转动连接,所述槽板和所述定位板之间加装第一缓冲装置。
12.进一步作为本实用新型技术方案的改进,所述定位机构还包括升降压块,所述升降压块包括上压板和下压板,所述上压板上安装导套,所述下压板上安装导柱,所述导套与所述导柱配合连接。
13.进一步作为本实用新型技术方案的改进,所述导柱外侧安装第二缓冲装置。
14.进一步作为本实用新型技术方案的改进,所述切边机构底部安装调节机构,所述调节机构包括调节螺丝和调节块,所述调节块与所述切边机构固定连接,所述调节螺丝安装在所述机座上并与所述调节块螺纹连接。
附图说明
15.下面结合附图对本实用新型作进一步说明:
16.图1是本实用新型一个实施例的整体结构示意图;
17.图2是图1所示实施例中移送机构的结构示意图;
18.图3是图2中a处局部放大图;
19.图4是图2中b处局部放大图;
20.图5是图1所示实施例中定位机构和切边结构的结构示意图;
21.图6是图5所示实施例的另一视角示意图;
22.图7是图5中c处的局部放大图。
具体实施方式
23.本部分将详细描述本实用新型的具体实施例,本实用新型之较佳实施例在附图中示出,附图的作用在于用图形补充说明书文字部分的描述,使人能够直观地、形象地理解本实用新型的每个技术特征和整体技术方案,但其不能理解为对本实用新型保护范围的限制。
24.本实用新型中,如果有描述到方向(上、下、左、右、前及后)时,其仅是为了便于描述本实用新型的技术方案,而不是指示或暗示所指的技术特征必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
25.本实用新型中,“若干”的含义是一个或者多个,“多个”的含义是两个以上,“大于”“小于”“超过”等理解为不包括本数;“以上”“以下”“以内”等理解为包括本数。在本实用新型的描述中,如果有描述到“第一”“第二”仅用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
26.本实用新型中,除非另有明确的限定,“设置”“安装”“连接”等词语应做广义理解,例如,可以是直接相连,也可以通过中间媒介间接相连;可以是固定连接,也可以是可拆卸连接,还可以是一体成型;可以是机械连接,也可以是电连接或能够互相通讯;可以是两个
元件内部的连通或两个元件的相互作用关系。所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本实用新型中的具体含义。
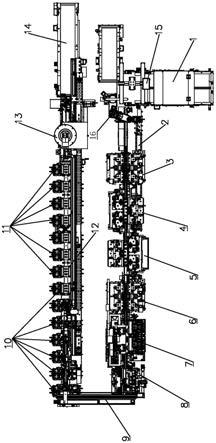
27.参见图1~图4,本实用新型提供了一种电芯加工装置,主要包括移送机构2,其中移送机构2用于将电芯在定位切边工位、滴胶工位以及折边工位之间输送。
28.具体的,移送机构2包括移送导轨20、升降机构21和平移机构22,平移机构22的移动端与升降机构21连接,升降机构21的升降端安装有升降板23,升降板23上设有第一吸附装置24,移送导轨20上安装第二吸附装置25,第一吸附装置24和第二吸附装置25上均设有用于吸附电芯的吸嘴。
29.在本实用新型中,升降板23两侧均设有移送导轨20,每条移送导轨20上与相应工位对应的位置设有第二吸附装置25,升降板23上设有与各第二吸附装置25对应的第一吸附装置24,且第一吸附装置24能够与第二吸附装置25平齐对接。
30.进一步的,参见图1,电芯加工装置还包括上料机构1,上料机构1具有用于输送电芯的输送带,输送带上方安装有ccd检测装置15,通过ccd检测装置15用于识别电芯的正反面。
31.移送机构2设在上料机构1的下一工序,移送机构2与上料机构1之间设有四轴机械手16,四轴机械手16能够将ccd检测装置15识别到的反面电芯移送出去,将ccd检测装置15识别到的正面电芯送到移送机构2上。
32.参见图3,升降机构21包括升降电机210、齿轮211和齿条212,齿轮211安装在升降电机210的动力输出端,齿条212通过齿轮211啮合传动,齿条212通过连接板213与升降板23连接。
33.当然升降机构21除了采用齿轮211和齿条212啮合来实现升降之外,还可以采用凸轮机构或者液压顶升机构等实现升降。
34.参见图4,平移机构22包括平移电机220、丝杆221和丝母222,丝杆221安装在平移电机220的动力输出端,丝杆221与丝母222配合连接,丝母222与升降机构21连接。
35.当然平移机构22除了采用上述传动方式之外,还可以采用曲柄连杆或者液压活塞杆等结构。
36.参见图2、图3、图4,在本实用新型所示的实施例中,移送导轨20的下侧设有两个升降机构21、一个平移机构22和两个安装座26,每个安装座26上分别安装一个升降机构21,两个安装座26之间通过加长板27连接,平移机构22的丝母222与其中一个安装座26固定连接,或者两个安装座26上均安装丝母222,然后通过同一丝杆221进行传动。
37.移送机构2侧边设有定位切边工位,定位切边工位具有定位机构和切边机构50,定位机构包括分别设在移送机构两侧的定位部件36和挡板37,定位部件36和挡板37能够相向或背向滑动来实现夹紧或松开的动作,切边机构50包括上切刀51和下切刀52,上切刀51能够相对下切刀52升降移动,从而实现切割的作用。
38.本实用新型中,定位切边工位设有两个,分别为第一定位切边工位4和第二定位切边工位5。
39.进一步的,移送机构2侧边还设有裙边整形装置,本实用新型中,裙边整形装置设有两个,分别为第一裙边整形装置3和第二裙边整形装置6。
40.第一定位切边工位4和第二定位切边工位5均位于第一裙边整形装置3和第二裙边
整形装置6之间,沿着移送机构2的运送方向,其布置顺序依次为:第一裙边整形装置3、第一定位切边工位4、第二定位切边工位5和第二裙边整形装置6。
41.滴胶工位设有滴胶及胶线检测机构7,滴胶及胶线检测机构7设在移送机构2的一侧并位于第二裙边整形装置6的下一工序,滴胶及胶线检测机构7用于对电芯的裙边进行涂胶并检测胶线。
42.折边工位设有辊折机构8,辊折机构8设在移送机构2的一侧并位于滴胶及胶线检测机构7的下一工序,辊折机构8用于对涂胶完成的裙边进行折边,以使裙边翻折到电芯主体。
43.在一些实施例中,辊折机构8的下一工序设有冷热烫工位,其中辊折机构8与冷热烫工位之间设有中转机械手9,经过辊折机构8加工后的电芯通过中转机械手9送到冷热烫工位,冷热烫工位具有热烫装置10和冷烫装置11,电芯在热烫装置10与冷烫装置11之间通过多动子机械手12传动。
44.参见图1,在一些实施例中,冷热烫工位具有多个热烫装置10和多个冷烫装置11,所有冷烫装置11布置在所有热烫装置10的下一工序,经过辊折机构8加工后的电芯通过中转机械手9送到冷热烫工位,依次经过多个热烫装置10进行烫边保压,然后经过冷烫装置11冷却定型,这样能够有效减少折边后的保压时长,提高电芯成型效率。
45.进一步的,冷热烫工位的下一工序设有出料机构14,出料机构14用于将加工成型的电芯送出产线,其中,冷热烫工位与出料机构14之间安装有尺寸检测装置13,用于检测成型后的电芯尺寸。
46.具体的加工流程为,电芯首先通过上料机构1的输送带送入产线,输送带上方的ccd检测装置15会对电芯进行检测以识别电芯的正反面,ccd检测装置15识别到的反面电芯会通过四轴机械手16移动到另一输送带输送出去,ccd检测装置15识别到的正面电芯会通过四轴机械手16送入移送机构2,移送机构2将电芯输送到第一裙边整形装置3,通过第一裙边整形装置3对电芯的裙边进行压平,然后通过移送机构2送到第一定位切边工位4,对电芯的一侧进行切边,裁切完成后,继续送到第二定位切边工位5的工位,对电芯的另一侧进行切边,然后通过移送机构2送到第二裙边整形装置6,通过第二裙边整形装置6对裁切后的电芯裙边进行二次整形,整形完成后通过移送机构2送到滴胶及胶线检测机构7的工位,通过滴胶及胶线检测机构7对电芯侧边进行涂胶,并进行胶线检测,涂胶完成后进入折边工位,通过辊折机构8对涂胶完成的裙边进行90度折边,使裙边翻折到电芯主体,折边后的电芯通过中转机械手9转移到冷热烫工位,首先通过热烫装置10对电芯进行烫边保压,然后通过冷烫装置11进行冷却定型,然后送到尺寸检测装置13检测尺寸,测完尺寸后通过出料机构14送出。
47.移送机构2在运送电芯时,通过四轴机械手16将电芯放置到第一吸附装置24和第二吸附装置25上,第一吸附装置24和第二吸附装置25上均设有吸嘴,第一吸附装置24和第二吸附装置25抽真空后就能够将电芯吸住,当电芯需要转移到其他工位时,第二吸附装置25断真空,使得第二吸附装置25与电芯分开,升降电机210驱动齿轮211转动,齿轮211啮合齿条212传动,齿条212带动连接板213向上移动,使得升降板23上的第一吸附装置24连同电芯向上顶起,然后平移电机220驱动丝杆221转动,丝杆221带动丝母222和升降机构21一起平移,从而使得第一吸附装置24连同电芯移动到下一工位,这样直接通过升降机构21和平
移机构22来完成电芯在各个工位之间的移动,有效节约了夹具成本。
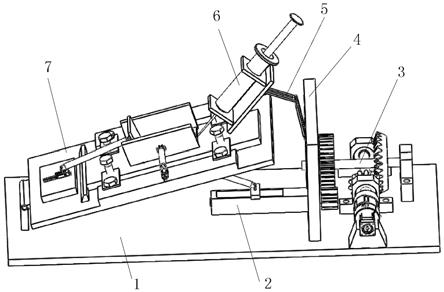
48.参加图5、图6、图7,定位机构还包括机座30、第一定位座31和第二定位座320,机座30上设有分别位于移送机构2两侧的第一导轨32和第二导轨33,第一导轨32和第二导轨33均沿垂直于移送机构2的输送方向延伸,第一定位座31通过滑块滑动装配在第一导轨32上,机座30上安装电缸39,第一定位座31连接电缸39的动力输出端,电缸39能够驱动第一定位座31在第一导轨32上滑动,第一定位座31上设有定位部件36、第一固定块34和第三导轨35,第三导轨35沿垂直于移送机构2的输送方向延伸,定位部件36通过滑块滑动安装在第三导轨35上,第一固定块34上设有第一调节螺栓340,通过旋转第一调节螺栓340就能够调节定位部件36在第三导轨35上滑动。
49.定位部件36包括槽板360和定位板361,槽板360滑动装配在第三导轨35上,定位板361嵌入槽板360并与槽板360通过转轴362连接,槽板360上设有第三调节螺栓363,第三调节螺栓363用于调节定位板361以转轴362为圆心在槽板360内偏摆一定角度。
50.具体的,定位板361嵌入槽板360的槽口中,转轴362穿过槽板360的中部与定位板361转动连接,槽板360的封闭端设有两个第三调节螺栓363,第三调节螺栓363与槽板360螺纹连接,通过旋转两个第三调节螺栓363能够使得定位板361偏摆一定的角度。
51.第二定位座320滑动装配在第二导轨33上,第二定位座320上设有挡板37,机座30上设有第二固定块38,第二固定块38上设有第二调节螺栓380,通过旋转第二调节螺栓380能够调节第二定位座320在第二导轨33上滑动,以使挡板37靠近或远离定位板361。
52.进一步的,槽板360和定位板361之间加装第一缓冲装置364,在本实用新型中,第一缓冲装置364为弹簧,弹簧的一端连接第三调节螺栓363,另一端连接在定位板361的侧边,定位板361与挡板37夹紧电芯的过程中弹簧起到缓冲的作用,防止损坏电芯。
53.当然第一缓冲装置364除了采用弹簧之外还可以采用碟簧等装置。
54.进一步的,定位切边工位还包括升降压块40,升降压块40包括上压板400和下压板401,上压板400安装在第一气缸42的动力输出端,上压板400上设有导套,下压板401上安装有导柱,导柱配合在导套内部,导柱外部设有第二缓冲装置41,第二缓冲装置41的一端与上压板400连接,另一端与下压板401连接,当电芯到位后,第一气缸42驱动上压板400和下压板401下降对电芯进行按压定位,上压板400与下压板401之间的第二缓冲装置41起到缓冲的作用,以防止升降压块40下压过程中将电芯压坏。
55.其中第二缓冲装置41采用弹簧,当然第二缓冲装置41除了采用弹簧之外,还可以采用碟簧等装置。
56.在一些实施例中,机座30上设有电机56和第二气缸57,电机56通过传动装置与切边机构50连接,当电芯被定位夹紧后,电机56通过传动装置带动切边机构50前后移动,第二气缸57能够带动切边机构50上下移动,这样切边机构50能够在电机56和第二气缸57的带动下移动到靠近电芯裙边的位置,然后通过切边机构50进行裁切。
57.在工作过程中,上切刀51通过第三气缸53进行驱动,下切刀52安装在上切刀51的下方并位于挡板37的一侧,当电芯夹紧做好定位工作后,第三气缸53驱动上切刀51下降将电芯的侧边进行切除。
58.定位切边工位的下方设有废料收集箱60,裁切后的废料会落入废料收集箱60中收集起来。
59.参见图6,在一些实施例中,切边机构50底部安装调节机构55,调节机构55包括调节螺丝551和调节块550,调节块550与切边机构50固定连接,调节螺丝551安装在机座30上并与调节块550螺纹连接,使用过程中旋转调节螺丝551能够对切边机构50进行左右调节。
60.当然,本技术并不局限于上述实施方式,熟悉本领域的技术人员在不违背本实用新型精神的前提下还可作出等同变形或替换,这些等同的变型或替换均包含在本技术权利要求所限定的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。