1.本实用新型涉及结构胶胶粘剂技术领域,具体是一种控制单搭结构胶粘接厚度的拉伸剪切制样装置,具有控制厚度精确、操作简单、成本较低、便于清理测试区域多余结构胶等优点。
背景技术:
2.采用单搭法测试结构胶胶粘剂拉伸剪切性能时,结构胶粘接厚度直接影响检测数据的准确性及检测结果评价。目前,结构胶胶粘剂领域通常采用单搭法测试结构胶拉伸剪切性能。单搭法有两类标准:一类是国标(gb/t 7124),该方法通常适用于胶粘剂粘接厚度较小的样块,通常采用手工操作的方法控制粘接厚度与粘接面积;另一类是国际标准和/或美标(iso 11003和/或astm d3165),该方法通常适用于胶粘剂粘接厚度较大的样块,通常采用手工操作的方法控制粘接厚度,通过正反两面切割保证粘接面积。采用传统方法制作的结构胶拉伸剪切样块主要缺点在于:
⑴
手工操作要求比较高,尺寸精度很难控制;
⑵
采用国标中方法,粘接厚度通过小垫片控制,只能在部分区域放置,容易导致未放置垫片区域厚度难以控制;
⑶
采用国际标准和/或美标中方法,通过雕刻机和/或机床在样品正反两面切割出凹槽,正面凹槽与反面凹槽之间的距离难以控制到标准要求,不同的开槽深度也会影响测试结果的准确性,而且购买相应设备成本较高。
技术实现要素:
3.为克服上述现有技术中的缺陷与不足,本实用新型旨在提供一种控制单搭结构胶粘接厚度的拉伸剪切制样装置,具有控制厚度精确、操作简单、成本较低、便于清理测试区域多余结构胶等优点。
4.为实现上述目的,本实用新型所采用的技术方案是:
5.一种控制单搭结构胶粘接厚度的拉伸剪切制样装置,包括两个模具组,两所述模具组通过若干水平连接板实现水平方向上的连接,每一所述模具组均包括一第一模具、一第二模具,其特征在于,
6.所述第一模具的下表面为工作面,该工作面整体呈平面;
7.所述第二模具的上表面为工作面,该工作面上设置有沿模具长度方向延伸的模腔,所述模腔的底面呈平面,且所述模腔在其宽度方向上没有侧壁,所述模腔中从下到上依次铺设粘接基材、测试结构胶胶层、粘接垫片;
8.所述模腔的两端设有一一对应的若干胶层厚度控制凹槽,所述胶层厚度控制凹槽的底面与所述模腔的底面之间的距离与所述粘接基材的厚度相同,所述模腔两端的胶层厚度控制凹槽之间用于放置沿模具长度方向延伸的胶层厚度控制垫片,且所述胶层厚度控制垫片与测试结构胶胶层的厚度一致;
9.所述模腔的两端还分别设有一距离控制凹槽,两所述距离控制凹槽均位于所述模腔宽度方向的一侧,两所述距离控制凹槽之间用于放置一沿模具长度方向延伸的距离控制
条,所述距离控制条的厚度等于所述粘接垫片与测试结构胶胶层的厚度之和,在完成装配后,所述距离控制条的顶面与所述第二模具的上表面平齐;
10.所述粘接基材、测试结构胶胶层、粘接垫片在长度方向上均限制在所述模腔内,所述粘接基材的宽度大于所述模腔的宽度,所述粘接基材放置于所述模腔后,其宽度方向的一端与所述第二模具宽度方向上未设置距离控制凹槽的一端对齐,其宽度方向的另一端伸出所述模腔外,且所述粘接基材在宽度方向上超出所述模腔的部分的宽度为目标样品的搭接宽度与所述距离控制条的宽度之和;所述粘接垫片在宽度方向上也限制在所述模腔内,且所述粘接垫片在宽度方向上的一端与所述第二模具宽度方向上未设置距离控制凹槽的一端对齐,另一端与所述距离控制条抵接;
11.所述第一模具、第二模具的长度方向的两端在垂直于板面方向上还对应开设有若干垂直连接孔,同一模具组中的第一模具和第二模具利用所述垂直连接孔及对应的垂直连接件实现垂直方向上的连接;
12.所述第一模具、第二模具的长度方向的两端端面上均设有水平连接孔,两所述模具组在进行水平方向上的连接时,一个模具组中的第一模具、第二模具与另一个模具组中对应的第二模具、第一模具利用所述水平连接孔及对应的水平连接件并借助所述水平连接板实现水平方向上的连接。
13.优选地,所述控制单搭结构胶粘接厚度的拉伸剪切制样装置在使用时:
14.在每一模具组中,首先在所述第二模具的模腔中铺设粘接基材,之后在所述第二模具两端的胶层厚度控制凹槽中依次放置各胶层厚度控制垫片,然后在所述第二模具两端的距离控制凹槽中放置距离控制条,而后在所述粘接基材的未被所述胶层厚度控制垫片、距离控制条覆盖的且位于所述距离控制条内侧的表面上涂覆待测试结构胶以制备测试结构胶胶层,之后在所述测试结构胶胶层的上方铺设粘接垫片,最后在所述粘接垫片的上方铺设所述第一模具,并利用所述垂直连接孔及对应的垂直连接件实现所述第一模具与第二模具在垂直方向上的连接;
15.在分别完成每一所述模具组的制备后,进行两所述模具组之间的水平连接,在进行水平连接时,将第一模具组中的第二模具贴近工作台面布置、第二模具组的第一模具贴近工作台面布置,之后在所述第二模具中的位于所述距离控制条外侧的粘接基材的表面上涂覆结构胶胶粘剂,以制备测试结构胶胶层,之后将所述第一模具组中的第二模具的在宽度方向上设置有距离控制凹槽的一侧端面与第二模具组的第一模具的在宽度方向上未设置距离控制凹槽的一侧端面紧邻布置,并使所述第二模具组中的第二模具内的位于所述距离控制条外侧的粘接基材贴服在所述第一模具组的第二模具内的位于所述距离控制条外侧的测试结构胶胶层上,最后将第一模具组中的第一模具、第二模具与第二个模具组中对应的第二模具、第一模具利用水平连接孔及对应的水平连接件并借助所述水平连接板实现水平方向上的连接;
16.最后,在所述结构胶胶粘剂稳定形成测试结构胶胶层后,清理样块多余的结构胶胶粘剂,去除模具之间所有的连接件,并去除各所述距离控制条形成单搭凹槽,最终制备出单搭结构拉伸剪切检测样块。
17.在本实用新型优选的实例中,所述粘接基材、胶层厚度控制垫片的材质为纤维增强塑料或树脂浇铸体。
18.在本实用新型优选的实例中,所述距离控制条为金属条。
19.在本实用新型优选的实例中,所述水平连接板上设置有长条孔,两所述模具组通过所述水平连接板进行水平方向上的连接时,各所述水平连接件在所述长条孔中的位置可调。
20.在本实用新型优选的实例中,所述第二模具的模腔内放置粘接基材后,在其表面涂抹结构胶胶粘剂以制备所述测试结构胶胶层时,所述结构胶胶粘剂涂抹的厚度略高于所述胶层厚度控制垫片,之后放入所述粘接垫片,然后通过所述垂直连接孔以及对应的垂直连接件连接所述第一模具和第二模具。
21.在本实用新型优选的实例中,所述第一模具和第二模具的在宽度方向上未设置距离控制凹槽的一侧端面上均设有对齐连接孔,同一模具组中的第一模具和第二模具在进行连接时,使用所述第一模具和第二模具中侧面上的对齐连接孔以及一配合使用的对齐连接件,保证所述粘接基材与粘接垫片对齐。
22.本实用新型中,所述控制粘接基材与粘接垫片之间水平距离的距离控制条均为不锈钢,每一所述距离控制条均放置在所述第二模具的垂直于板面方向上的凹槽中;所述距离控制条宽度方向靠近第二模具凹槽一侧与凹槽边缘一致,远离第二模具凹槽一侧比凹槽多,具体尺寸根据实际需要制作该距离控制条;距离控制条厚度方向高于凹槽,具体尺寸根据实际需要制作该金属条。
23.与现有技术相比,本实用新型的控制单搭结构胶粘接厚度的拉伸剪切制样装置,其技术优点在于:通过多个胶层厚度控制垫片控制粘接基材与粘接垫片之间的距离,保证制备样品不同区域厚度的一致性;容易保证样块正反两面单搭凹槽间距与要求尺寸一致,避免复杂的切割工序;样块正反两面单搭凹槽内无多余结构胶胶黏剂,测试时正反粘接面随机发生破坏,更加符合实际;无需人员反复定位、对齐,使操作更加简单。
附图说明
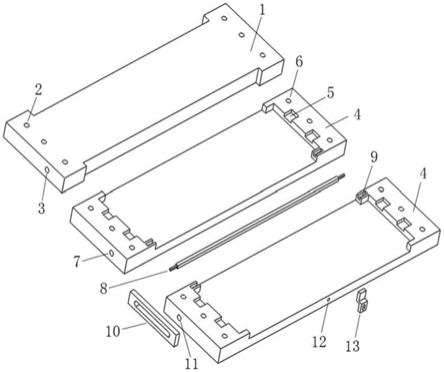
24.图1为本实用新型的控制单搭结构胶粘接厚度的拉伸剪切制样装置结构示意图。
25.附图标记说明:
26.图1中:1、第一模具;2、垂直连接孔;3、水平连接孔;4、第二模具;5、胶层厚度控制凹槽;6、垂直连接孔;7、水平连接孔;8、距离控制条;9、距离控制凹槽;10、水平连接板;11、水平连接孔;12、侧面对齐连接孔;13、侧面对齐连接件。
27.图2为按照本实用新型的装置制备的样块示意图。
28.图2中:21、粘接基材;22、粘接垫片;24、胶层厚度控制垫片;23、测试结构胶胶层;25、单搭凹槽。
具体实施方式
29.为使本实用新型的目的、技术方案及优点更加清楚明白,以下参照附图并举实施例,对本实用新型进一步详细说明。
30.如图1、2所示,本实用新型的控制单搭结构胶粘接厚度的拉伸剪切制样装置,包括两个模具组,两所述模具组通过若干水平连接板10实现水平方向上的连接,每一所述模具组均包括一第一模具1、一第二模具4,所述第一模具1、第二模具4整体均呈长条板状结构,
其中,所述第一模具1的下表面为工作面,该工作面整体呈平面;所述第二模具4的上表面为工作面,该工作面上设置有沿模具长度方向延伸的模腔,所述模腔的底面呈平面,且所述模腔在其宽度方向上没有侧壁,所述模腔中从下到上依次铺设粘接基材21、测试结构胶胶层23、粘接垫片22;所述模腔的两端设有一一对应的若干胶层厚度控制凹槽5,所述胶层厚度控制凹槽5的底面与所述模腔的底面之间的距离与所述粘接基材21的厚度相同,所述模腔两端的胶层厚度控制凹槽5之间用于放置沿模具长度方向延伸的胶层厚度控制垫片24,且所述胶层厚度控制垫片24与测试结构胶胶层23的厚度一致;所述模腔的两端还分别设有一距离控制凹槽9,两所述距离控制凹槽9均位于所述模腔宽度方向的一侧,两所述距离控制凹槽9之间用于放置一沿模具长度方向延伸的距离控制条8,所述距离控制条8的厚度等于所述粘接垫片22与测试结构胶胶层23的厚度之和,在完成装配后,所述距离控制条8的顶面与所述第二模具4的上表面平齐;所述粘接基材21、测试结构胶胶层23、粘接垫片22在长度方向上均限制在所述模腔内,所述粘接基材21的宽度大于所述模腔的宽度,所述粘接基材21放置于所述模腔后,其宽度方向的一端与所述第二模具4宽度方向上未设置距离控制凹槽9的一端对齐,其宽度方向的另一端伸出所述模腔外,且所述粘接基材21在宽度方向上超出所述模腔的部分的宽度为目标样品的搭接宽度与所述距离控制条8的宽度之和;所述粘接垫片22在宽度方向上也限制在所述模腔内,且所述粘接垫片22在宽度方向上的一端与所述第二模具4宽度方向上未设置距离控制凹槽9的一端对齐,另一端与所述距离控制条8抵接;所述第一模具1、第二模具4的长度方向的两端在垂直于板面方向上还对应开设有若干垂直连接孔2、6,同一模具组中的第一模具1和第二模具4利用所述垂直连接孔2、6及对应的垂直连接件实现垂直方向上的连接;所述第一模具1、第二模具4的长度方向的两端端面上均设有水平连接孔3、7、11,所述水平连接板10上设有长条孔,两所述模具组在进行水平方向上的连接时,一个模具组中的第一模具1、第二模具4与另一个模具组中对应的第二模具4、第一模具1利用所述水平连接孔3、7、11及对应的水平连接件并借助所述水平连接板10实现水平方向上的连接。
31.本实用新型的控制单搭结构胶粘接厚度的拉伸剪切制样装置在使用时:
32.在每一模具组中,首先在所述第二模具4的模腔中铺设粘接基材21,之后在所述第二模具4两端的胶层厚度控制凹槽5中依次放置各胶层厚度控制垫片24,然后在所述第二模具4两端的距离控制凹槽9中放置距离控制条8,而后在所述粘接基材21的未被所述胶层厚度控制垫片24、距离控制条8覆盖的且位于所述距离控制条8内侧的表面上涂覆待测试结构胶以制备测试结构胶胶层23,之后在所述测试结构胶胶层23的上方铺设粘接垫片22,最后在所述粘接垫片22的上方铺设所述第一模具1,并利用所述垂直连接孔2、6及对应的垂直连接件实现所述第一模具1与第二模具4在垂直方向上的连接;
33.在分别完成每一所述模具组的制备后,进行两所述模具组之间的水平连接,在进行水平连接时,将第一模具组中的第二模具4贴近工作台面布置、第二模具组的第一模具1贴近工作台面布置,之后在所述第二模具4中的位于所述距离控制条8外侧的粘接基材21的表面上涂覆结构胶胶粘剂,以制备测试结构胶胶层23,之后将所述第一模具组中的第二模具4的在宽度方向上设置有距离控制凹槽9的一侧端面与第二模具组的第一模具1的在宽度方向上未设置距离控制凹槽9的一侧端面紧邻布置,并使所述第二模具组中的第二模具4内的位于所述距离控制条8外侧的粘接基材21贴服在所述第一模具组的第二模具4内的位于
所述距离控制条8外侧的测试结构胶胶层23上,最后将第一模具组中的第一模具1、第二模具4与第二个模具组中对应的第二模具4、第一模具1利用水平连接孔3、7、11及对应的水平连接件并借助所述水平连接板10实现水平方向上的连接;
34.最后,在所述结构胶胶粘剂稳定形成测试结构胶胶层23后,清理样块多余的结构胶胶粘剂,去除模具之间所有的连接件,并去除各所述距离控制条8形成单搭凹槽25,最终制备出如图2所示的单搭结构拉伸剪切检测样块。
35.在本实用新型优选的实例中,所述胶层厚度控制凹槽5的深度小于第二模具4模腔的深度,小于深度为2mm左右。
36.在本实用新型优选的实例中,所述粘接基材21、胶层厚度控制垫片24的材质为纤维增强塑料或树脂浇铸体。
37.在本实用新型优选的实例中,所述距离控制条8为金属条。
38.在本实用新型优选的实例中,所述水平连接板10上设置有长条孔,两所述模具组通过所述水平连接板10进行水平方向上的连接时,各所述水平连接件在所述长条孔中的位置可调。
39.在本实用新型优选的实例中,所述第二模具4的模腔内放置粘接基材21后,在其表面涂抹结构胶胶粘剂以制备所述测试结构胶胶层23时,所述结构胶胶粘剂23涂抹的厚度略高于所述胶层厚度控制垫片24,之后放入所述粘接垫片22,然后通过所述垂直连接孔2、6以及对应的垂直连接件连接所述第一模具1和第二模具4。
40.在本实用新型优选的实例中,所述第一模具1和第二模具4的在宽度方向上未设置距离控制凹槽9的一侧端面上均设有对齐连接孔12,同一模具组中的第一模具1和第二模具4在进行连接时,使用所述第一模具1和第二模具4中侧面上的对齐连接孔12以及一配合使用的对齐连接件13,保证所述粘接基材21与粘接垫片22对齐。
41.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。