一种网纹胶
【技术领域】
1.本实用新型涉及双面胶技术领域,特别涉及一种新型网纹胶。
背景技术:
2.双面胶用途广泛,无论是日常生活中,还是机械化工等领域,都会有使用双面胶的时候,例如;在一些绝缘片的粘贴,或者铭牌印刷粘贴上。但现有的双面胶在粘贴上,容易出现粘贴不平整、有气泡等问题,从而影响粘贴效果。
技术实现要素:
3.为克服现有双面胶的问题,本实用新型提供了一种新型网纹胶。
4.本实用新型解决技术问题的方案是提供一种网纹胶,所述网纹胶包括离型膜,所述离型膜上设置有压纹网格,所述压纹网格由多条纵线以及横线组成,多条所述横线互相平行,多条所述纵线互相平行,多条所述横线与多条所述纵线之间呈角度设置,所述横线与所述纵线之间不接触。
5.优选地,所述纵线包括多条间隔设置的短纵线,所述横线包括多条间隔设置的短横线,所述短纵线与所述短横线之间不接触。
6.优选地,所述横线与所述纵线之间呈90度设置,且所述短纵线与所述短横线之间呈90度设置。
7.优选地,所述网纹胶进一步包括高粘胶水、离型纸以及透明pet基材,所述透明pet基材的相对两面均设置有所述高粘胶水,所述透明pet基材设置有所述高粘胶水的一面与所述离型膜配合,所述透明pet 基材设置有所述高粘胶水的另一面与所述离型纸配合,所述高粘胶水靠近所述离型膜的一面对应设置有所述压纹网格。
8.优选地,相邻的两条所述纵线以及相邻两条横线之间的距离为0.3mm
‑
5.0mm。
9.优选地,同一所述纵线上的相邻短纵线之间的间隔距离为0.1mm
‑
0.5mm。
10.优选地,同一所述横线上的相邻短横线之间的间隔距离为0.1mm
‑
0.5mm。
11.优选地,所述透明pet基材的厚度为 0.02mm
‑
0.3mm;所述离型膜的厚度为0.01mm
‑
0.1mm。
12.优选地,所述离型膜的硬度为120hrm
‑
140hrm,所述离型膜的拉伸强度为35mpa
‑
55mpa。
13.优选地,所述离型膜靠近所述透明pet基材的一面设置有离型膜硅油,所述离型膜硅油的离型力为 8g
‑
38g,所述离型膜硅油的厚度为1.0g/m2‑
2.3g/m2。
14.与现有技术相比,本实用新型的网纹胶具有以下优点:
15.1、本实用新型提供的网纹胶包括离型膜,所述离型膜上设置有压纹网格,所述压纹网格由多条纵线以及横线组成,所述纵线与所述横线的设置使得所述离型膜在粘贴时,所述网纹胶和被粘物之间的空气更好的排出,从而增强微小气泡的排出,避免气泡的产生,提高所述网纹胶的实际应用效果。
16.2、所述纵线包括多条间隔设置的短纵线,所述横线包括多条间隔设置的短横线,所述短纵线与所述短横线之间不接触。间隔的设置使得所述网纹胶在粘贴时,可将所述网纹胶与待粘物体之间的空气更好的排出,避免气泡的产生以及避免贴合后所述网纹胶产生褶皱,进而保证网纹胶贴合在待粘物体上时更为平整,达到无痕的效果。
【附图说明】
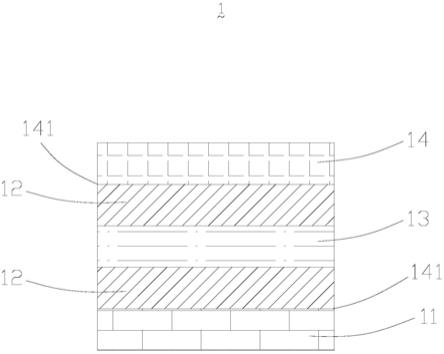
17.图1是本实用新型网纹胶的立体结构示意图。
18.图2是本实用新型网纹胶之离型膜正面结构示意图。
19.图3是本实用新型网纹胶之高粘胶水正面结构示意图。
20.附图标记说明:1、网纹胶;11、离型膜;12、高粘胶水,13、透明pet基材;14、离型纸;110、压纹网格;111、纵线;112、横线;141、离型面;1111、短纵线;1121、短横线。
【具体实施方式】
21.为了使本实用新型的目的,技术方案及优点更加清楚明白,以下结合附图及实施实例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
22.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
23.请参阅图1,本实用新型提供一种网纹胶1,所述网纹胶1特别适用于一些绝缘片的粘贴,或者铭牌印刷粘贴。所述网纹胶1包括离型膜11、高粘胶水12、透明pet基材13、离型纸14,在所述透明pet基材 13的相对两面上设置有所述高粘胶水12,所述离型膜 11与所述透明pet基材13设有所述高粘胶水12的其中一面配合,所述离型纸14与所述透明pet基材13 设有所述高粘胶水12的另一面配合。
24.可以理解,所述网纹胶1为层级结构,且由下至上依次为离型膜11、高粘胶水12、透明pet基材13、高粘胶水12、离型纸14。所述离型膜11靠近所述透明pet基材13的一面为离型面141,所述离型纸14 靠近所述透明pet基材13的一面也为离型面141。所述高粘胶水12涂布在所述离型面141上,并对所述高粘胶水12进行烘干,烘干后将涂布有所述高粘胶水 12的所述离型膜11与所述透明pet基材13的一面进行贴合,将涂布有所述高粘胶水12的所述离型纸14 与所述透明pet基材13的另一面进行贴合,从而使所述高粘胶水12贴合于所述透明pet基材13的相对两面上。使用时,先将所述离型纸14撕下,将靠近所述离型纸14的所述高粘胶水12对准待贴物体,随后将所述网纹胶1按压至待贴物体上,靠近所述离型纸14 的所述高粘胶水12与待贴物体紧密粘贴后,便可撕下所述离型膜11,此时,再将另一待粘物体对准靠近所述离型膜11的所述高粘胶水12,将另一待粘物体粘贴在靠近所述离型膜11的所述高粘胶水12上,便可完成粘贴。
25.请参阅图1及图2,所述离型膜11上设置有压纹网格110,所述压纹网格110由多条纵线111以及横线 112组成,多条所述横线112互相平行,多条所述纵线111互相平行,多条所述横线112与多条所述纵线111 纵横交错,多条所述横线112与多条所述纵线111之间呈
角度设置,所述横线112与所述纵线111之间不接触。
26.可以理解,请参阅图3,由于所述离型膜11上设置有压纹网格110,故所述高粘胶水12涂布于所述离型膜11上时,所述高粘胶水12靠近所述离型膜11的一面对应形成所述压纹网格110,随后将有所述压纹网格110的所述高粘胶水12进行烘干,使得所述高粘胶水12上的所述压纹网格110得以固定成型。使用时,撕下所述离型膜11,靠近所述离型膜11的所述高粘胶水12的一面设有压纹网格110,所述高粘胶水12设有所述压纹网格110的一面贴合于待粘物体上。所述压纹网格110的设置使得所述网纹胶1在粘贴时,所述网纹胶1和被粘物之间的空气更好的排出,从而增强微小气泡的排出,避免气泡的产生,提高所述网纹胶 1的实际应用效果。
27.可以理解,所述压纹网格110的制作过程为:将所述离型膜11通过专用设备进行压制,以压制出压纹网格110,压制的压力控制在4kgf
‑
6kgf;对压制后的所述离型膜11加温,加温温度控制在120度
‑
150度;对加温后的离型膜11进行冷却定型,此时温度设置在 5度
‑
15度;最后形成稳定的压纹网格110。
28.进一步地,所述纵线111包括多条间隔设置的短纵线1111,所述横线112包括多条间隔设置的短横线 1121,即每条所述短纵线1111与相邻的所述短纵线 1111之间设置有间隔,每条所述短横线1121与相邻的所述短横线1121之间设置有间隔。且所述横线112与所述纵线111之间不接触,故所述短纵线1111与所述短横线1121之间不接触,即每条所述短纵线1111与相邻的所述短横线1121之间设置有间隔。间隔的设置使得所述网纹胶1在粘贴时,可将所述网纹胶1与待粘物体之间的空气更好的排出,避免气泡的产生以及避免贴合后所述网纹胶1产生褶皱,进而保证网纹胶 1贴合在待粘物体上时更为平整,达到无痕的效果。
29.在本实用新型具体实施例中,所述横线111与所述纵线112之间呈90度设置,也即所述短纵线1111 与所述短横线1121之间呈90度设置。
30.在本实用新型其它具体实施例中,所述横线111 与所述纵线112之间可呈锐角或钝角设置,具体角度可为30
°
,45
°
,60
°
,100
°
,120
°
,150
°
等等。
31.进一步地,相邻的两条所述纵线112以及相邻两条横线111之间的距离优选为0.3mm
‑
5.0mm。相邻的两条所述纵线112以及相邻两条横线111之间的距离还可为0.1mm
‑
0.2mm,0.4mm
‑
0.6mm。
32.在本实用新型具体实施例中,同一所述纵线111 上的相邻短纵线1111之间的间隔距离为0. 1mm
‑
0.5mm。同一所述横线112上的相邻短横线1121 之间的间隔距离为0.1mm
‑
0.5mm。具体地,同一所述纵线111上的相邻短纵线1111之间的间隔距离优选为 0.3mm,同一所述横线112上的相邻短横线1121之间的间隔距离优选为0.3mm。所述透明pet基材13的厚度为0.02mm
‑
0.3mm;所述离型膜11的厚度为 0.01mm
‑
0.1mm。在本实用新型其它具体实施例中,同一所述纵线111上的相邻短纵线1111之间的间隔距离还可为0.1mm
‑
0.3mm,0.2mm
‑
0.4mm。同一所述横线 112上的相邻短横线1121之间的间隔距离还可为 0.1mm
‑
0.3mm,0.2mm
‑
0.4mm。所述透明pet基材13 的厚度还可为0.01mm
‑
0.2mm,0.02mm
‑
0.4mm;所述离型膜11的厚度为0.02mm
‑
0.15mm,0.01mm
‑
0.15mm。
33.进一步地,所述网纹胶1在制作过程需要膜切机进行切割,故所述离型膜11需要达到一定的硬度,以方便膜切机对所述离型膜11进行切割,所述离型膜11 的硬度为120hrm
‑
140hrm。其中,hrm为洛氏硬度中的硬度标尺m。为保证所述高粘胶水12不轻易受拉伸力而导
致拉伸变形,故所述离型膜11需要具备一定拉伸强度,所述离型膜11的拉伸强度为35mpa
‑
55mpa,所述离型膜11的抗裂伸长率为250%
‑
450%。所述离型膜11的密度为1.2g/cm3
‑
1.5g/cm3。
34.具体地,所述离型膜11的硬度优选为130hrm,所述离型膜11的拉伸强度优选为45mpa,所述离型膜 11的抗裂伸长率优选为350%,所述离型膜11的密度优选为1.4g/cm3。
35.所述离型膜11靠近所述透明pet基材13的一面设置有离型膜硅油(图未示),所述离型膜硅油可使所述离型膜11与所述高粘胶水12易于分离,同理,所述离型纸14靠近所述透明pet基材13的一面设置有离型膜硅油,进而使得所述高粘胶水12与所述离型膜 11易于分离。在本实用新型具体实施例中,所述离型膜硅油的离型力为8g
‑
38g,所述离型膜硅油的厚度为 1.0g/m2‑
2.3g/m2。在本实用新型其它具体实施例中,所述离型膜硅油的离型力还可为5g
‑
35g,10g
‑
40g。所述离型膜硅油的厚度还可为0.8g/m2‑
2.5g/m2,1.2 g/m2‑
2.0g/m2。
36.与现有技术相比,本实用新型的网纹胶具有以下优点:
37.1、本实用新型提供的网纹胶包括离型膜,所述离型膜上设置有压纹网格,所述压纹网格由多条纵线以及横线组成,所述纵线与所述横线的设置使得所述离型膜在粘贴时,所述网纹胶和被粘物之间的空气更好的排出,从而增强微小气泡的排出,避免气泡的产生,提高所述网纹胶的实际应用效果。
38.2、所述纵线包括多条间隔设置的短纵线,所述横线包括多条间隔设置的短横线,所述短纵线与所述短横线之间不接触。间隔的设置使得所述网纹胶在粘贴时,可将所述网纹胶与待粘物体之间的空气更好的排出,避免气泡的产生以及避免贴合后所述网纹胶产生褶皱,进而保证网纹胶贴合在待粘物体上时更为平整,达到无痕的效果。
39.以上所述仅为本发明较佳实施例而已,并不用以限制本发明,凡在本发明原则之内所作的任何修改,等同替换和改进等均应包含本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。