1.本发明涉及火花点火式的内燃机(以下也简称为“发动机”)。
背景技术:
2.日本特开2018
‑
87562公开了火花点火式的发动机的活塞。该现有的活塞的冠面具有镜面加工后的区域和粗糙面加工后的区域。镜面加工后的区域形成于冠面的中央部。该区域的算术平均粗糙度小于0.3μm。粗糙面加工后的区域沿着中央部的外周形成。该区域的算术平均粗糙度为0.3μm以上。
技术实现要素:
3.如果冠面被镜面加工,则能够抑制从燃烧室内的气体向该冠面的热传导。因此,能够抑制发动机的冷却损失而改善燃油消耗率。如果冠面被镜面加工,则另外还能够期待冠面上的火焰的行进速度提高。因此,缩短燃烧期间而提高燃烧效率,由此能够期待进一步改善燃油消耗率。
4.但是,根据本发明的发明人的分析,确认了当冠面被镜面加工时,与不是这样时相比,该冠面上的火焰的行进速度变慢的现象。而且,还确认了该现象在火焰刚产生后的狭小空间中变得显著。如果行进速度变慢,则燃烧期间延长,因此上述效果有可能变得不充分。因此,本发明的发明人基于该新见解进行进一步的研究,完成了本发明。
5.本发明的一个目的在于提供一种在活塞的冠面形成有镜面加工后的区域的情况下,能够抑制该冠面上的火焰的行进速度降低的技术。
6.本发明是火花点火式内燃机,具有以下特征。
7.所述内燃机具备气缸盖和活塞。
8.所述活塞的冠面具备中央部及位于所述中央部的外侧的第一外侧部和第二外侧部。
9.所述中央部及所述第一外侧部具有比规定值高的燃烧室高度。所述燃烧室高度表示压缩上止点处的所述冠面与所述气缸盖的下表面之间的距离。所述第二外侧部具有所述规定值以下的燃烧室高度。
10.所述冠面分为镜面区域和粗糙面区域。所述镜面区域具有小于0.05μm的表面粗糙度。所述粗糙面区域具有0.05μm以上且2.5μm以下的表面粗糙度。
11.所述中央部及所述第一外侧部的全部包含于所述镜面区域。
12.所述第二外侧部的至少一部分包含于所述粗糙面区域。
13.在本发明中,所述气缸盖也可以具备进气口和排气口。
14.所述第二外侧部也可以位于表示从所述进气口朝向所述排气口的方向的进排气方向上的所述中央部的两侧。
15.所述第一外侧部也可以在与所述进排气方向正交的方向上位于所述中央部的两侧。
16.所述第二外侧部的全部也可以包含于所述粗糙面区域。
17.在本发明中,所述气缸盖也可以具备进气口和排气口。
18.所述第二外侧部也可以位于表示从所述进气口朝向所述排气口的方向的进排气方向上的所述中央部的两侧。
19.所述第一外侧部也可以在与所述进排气方向正交的方向上位于所述中央部的两侧。
20.位于所述进气口侧的所述第二外侧部也可以包含于所述粗糙面区域。
21.位于所述排气口侧的所述第二外侧部也可以包含于所述镜面区域。
22.在本发明中,所述内燃机也可以还具备在燃烧室内产生滚流的滚流产生部。
23.在本发明中,作为所述规定值,例示了0.9~1.5mm的范围的值。
24.本发明的发明人查明,压缩上止点处的燃烧室高度对冠面上的火焰的行进速度产生影响。本发明是基于这样的见解而完成的。根据本发明,具有比规定值高的燃烧室高度的中央部及第一外侧部的全部包含于小于0.05μm的表面粗糙度的镜面区域。因此,在具有比规定值高的燃烧室高度的冠面处,能够抑制发动机的冷却损失。另外,根据本发明,具有规定值以下的燃烧室高度的第二外侧部的至少一部分包含于具有0.05μm以上且2.5μm以下的表面粗糙度的粗糙面区域。因此,在具有规定值以下的燃烧室高度的冠面处,能够抑制火焰的行进速度的降低。如上所述,根据本发明,能够改善燃油消耗率。
附图说明
25.下面将参考附图描述本发明的示例性实施例的特征、优点以及技术和工业重要性,附图中相同的附图标记表示相同的元件,并且其中:
26.图1是表示实施方式所涉及的发动机的结构例的示意图。
27.图2是表示实施方式所涉及的发动机的结构例的示意图。
28.图3是表示图1和图2所示的活塞的冠面的结构例的示意图。
29.图4是表示火焰刚产生后的该火焰的举动的示意图。
30.图5是说明燃烧室高度的图。
31.图6是表示冠面的第一加工例的示意图。
32.图7是产生滚流的燃烧室的示意图。
33.图8是表示冠面的第二加工例的示意图。
具体实施方式
34.以下,参照附图对本发明的实施方式进行说明。另外,在各图中,对相同或相当的部分标注相同的标号,并简化或省略其说明。
35.1.发动机的结构例
36.实施方式所涉及的发动机优选搭载于车辆。图1和图2是表示实施方式所涉及的发动机的结构例的示意图。图1相当于从排气方向ex观察车辆的从前方向fr朝向后方向rr的方向(以下也称为“fr
‑
rr”方向)上的切断面的图。图2相当于从后方向rr观察从进气方向in朝向排气方向ex的方向(以下也称为“in
‑
ex”方向)上的切断面的图。另外,fr
‑
rr方向与in
‑
ex方向正交。
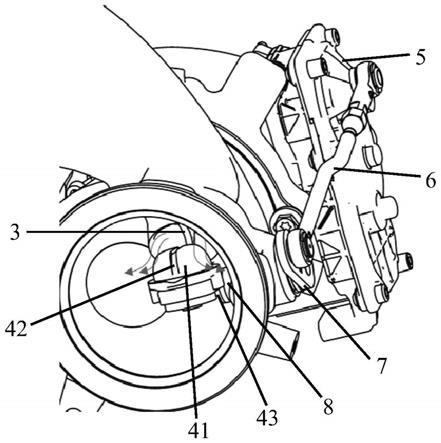
37.图1和图2所示的发动机1是典型的屋脊型发动机。发动机1具备气缸体2、气缸盖3和活塞4。气缸盖3设于气缸体2的上方。活塞4收容于气缸体2。气缸体2的侧面、气缸盖3的下表面及活塞4的冠面构成发动机1的燃烧室ch。
38.如图1所示,发动机1具备进气口5a和5b。这些进气口形成于气缸体2。在进气口5a设有进气门6a。在进气口5b设有进气门6b。另外,虽然省略了图示,但在气缸体2形成有两个排气口。并且,在这些排气口分别设有两个排气门。
39.如图1和图2所示,发动机1具备点火装置7。点火装置7安装于气缸体2。点火装置7的安装位置是燃烧室ch的顶棚面的中央。
40.2.活塞的冠面的结构例
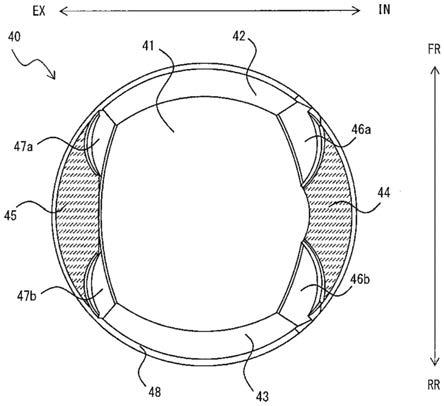
41.图3是表示图1和图2所示的活塞4的冠面40的结构例的示意图。如图3所示,冠面40具备中央部41。第一外侧部42和43、第二外侧部44和45及第三外侧部46a、46b、47a和47b位于中央部41的外侧。外缘部48位于这些外侧部的更外侧。
42.中央部41凹陷成碟状。第一外侧部42在前方向fr上与中央部41相接。第一外侧部43在后方向rr上与中央部41相接。第一外侧部42和43是平坦的。但是,第一外侧部42和43越远离中央部41越向下方倾斜。第一外侧部42和43与气缸盖3的下表面之间的空间也称为挤压部。
43.第二外侧部44在进气方向in上与中央部41相接。第二外侧部45在排气方向ex上与中央部41相接。第二外侧部44和45是平坦的。第二外侧部44和45平行于水平面。第二外侧部44和45与气缸盖3的下表面之间的空间也称为挤压部。
44.第三外侧部46a和46b在进气方向in上与中央部41和第二外侧部44相接。第三外侧部46a在前方向fr上与第一外侧部42相接。第三外侧部46a是为了避免与进气门6a的干扰而设置的。第三外侧部46b在后方向rr上与第一外侧部43相接。第三外侧部46b是为了避免与进气门6b的干扰而设置的。第三外侧部46a和46b也称为气门凹槽。第三外侧部46a和46b与第一外侧部42和43同样地倾斜。
45.第三外侧部47a和47b在排气方向ex上与中央部41和第二外侧部45相接。第三外侧部47a在前方向fr上与第一外侧部42相接。第三外侧部47b在后方向rr上与第一外侧部43相接。第三外侧部47a和47b是为了避免与上述两个排气门的干扰而设置的。第三外侧部47a和47b也称为气门凹槽。第三外侧部47a和47b与第一外侧部42和43同样地倾斜。
46.外缘部48构成冠面40的外缘。上述第三外侧部也可以延伸到冠面40的外缘。在该情况下,冠面40的外缘的一部分也可以由第三外侧部构成。外缘部48与上述第一至第三外侧部全部相接。外缘部48与第一外侧部42和43同样地倾斜。但是,外缘部48的倾斜度与第一外侧部42和43的倾斜度不同。在实施方式中,所谓“倾斜度”,定义成以水平面为基准的冠面40的构成部(例如,第一外侧部42和43、外缘部48)的倾斜。
47.3.实施方式的特征
[0048]3‑
1.新见解
[0049]
通过进行使燃烧室的构成面的表面粗糙度极小化的所谓镜面加工,能够减少该构成面从燃烧室内的气体接受的热量。因此,如果对燃烧室的构成面的整个区域进行镜面加工,则能够抑制发动机的冷却损失而改善燃油消耗率。在实施方式中,所谓“镜面”,定义为具有小于0.05μm的表面粗糙度的表面。另外,所谓“表面粗糙度”,意味着算术平均粗糙度
ra。算术平均粗糙度ra是按照jisb0601:2013测定的。
[0050]
另外,如果对燃烧室的构成面中的、供给到该燃烧室的燃料喷雾所附着的区域进行镜面加工,则也能够减少该区域中的燃料的附着量。因此,如果对燃料喷雾的附着区域进行镜面加工,则也能够抑制所谓的未燃hc的产生。
[0051]
然而,本发明的发明人明确了活塞的冠面的构成部的镜面加工会带来其他问题。关于该问题,参照图4进行说明。图4是表示火焰刚产生后的该火焰的举动的示意图。在图4中,两种发动机的挤压部的周边的火焰的举动沿纵向排列。纵向上的时间间隔为0.3秒。
[0052]
在图4的左侧所示的例ex1中,活塞8的冠面的构成部全部被进行了镜面加工。另一方面,在图4的右侧所示的例ex2中,仅活塞9的冠面的中央部被进行了镜面加工。即,在例ex2中,除了中央部之外的冠面的构成部没有被进行镜面加工。该构成部的表面粗糙度为200μm。
[0053]
将例ex1中的火焰的举动与例ex2中的火焰的举动进行比较,可以理解如下内容。即,在例ex2中,火焰迅速进入到随着活塞9的下降而产生的狭小空间。与此相对,在例ex1中,没有观察到这样的火焰的举动。即,例ex1中的火焰的行进速度比例ex2中的火焰的行进速度慢。关于其理由,本发明的发明人推测是因为,由于对活塞8的冠面的外侧部进行镜面加工,从而该外侧部与气缸盖之间的空间中的紊流发生了衰减。
[0054]
另外,本发明的发明人确认了行进速度的延迟水平在外侧部的区域中不同。具体而言,在fr
‑
rr方向上的外侧部中几乎没有延迟水平,因此判断为由镜面加工产生的影响小。另一方面,在in
‑
ex方向上的外侧部中延迟水平显著,因此担心燃烧效率由于燃烧期间的延长而降低的问题。另外,担心在in
‑
ex方向上的外侧部的周边产生未燃hc。关于其理由,本发明的发明人推测是因为压缩上止点处的外侧部与气缸盖之间的空间的高度(以下也称为“燃烧室高度hch”)的不同。
[0055]
基于以上的见解,在实施方式中,冠面40中没有进行镜面加工的构成部考虑该构成部的燃烧室高度hch而设定。图5是说明燃烧室高度hch的图。燃烧室高度hch被定义为与气缸轴线lcy平行的方向上的、从冠面40的构成部到气缸盖3的下表面的距离。由于对行进速度的延迟水平产生影响的是压缩上止点处的燃烧室高度hch,因此燃烧室高度hch以压缩上止点处的活塞4的位置为基准进行测量。
[0056]
在实施方式中,将具有比规定值大的燃烧室高度hch的冠面40的构成部设定为镜面加工的对象的候选。另外,将具有规定值以下的燃烧室高度hch的冠面40的构成部设定为粗糙面加工的对象的候选。所谓“规定值”,意味着1.2
±
0.3mm(即,0.9~1.5mm)的范围的值。另外,所谓“粗糙面”,定义为具有0.05μm以上且2.5μm以下的表面粗糙度的表面。以下,说明实施方式中的冠面40的加工例。
[0057]3‑
2.冠面的加工例
[0058]3‑2‑
1.第一加工例及其效果
[0059]
图6是表示冠面40的第一加工例的示意图。在第一加工例中,第二外侧部44和45被进行了粗糙面加工。第二外侧部44和45具有规定值以下的燃烧室高度hch。第二外侧部44和45构成冠面40中的“粗糙面区域”。除了第二外侧部44和45之外的构成部被进行了镜面加工。由这些构成部构成冠面40中的“镜面区域”。具体而言,镜面区域由中央部41、外缘部48、第一外侧部42和43、第三外侧部46a、46b、47a和47b构成。
[0060]
根据第一加工例,由于第二外侧部44和45被进行了粗糙面加工,因此能够期待消除伴随镜面加工的问题。另外,通过对除了第二外侧部44和45之外的构成部进行镜面加工,能够期待如下效果。参照图7对该效果进行说明。
[0061]
图7是产生滚流的燃烧室的示意图。图7所示的滚流tf是在气缸轴线lcy的方向上一边上升或下降一边旋转的所谓的正滚流。滚流tf例如通过设置于进气口5a和5b的气流控制阀的控制而产生。在另一个例子中,滚流tf通过这些进气口中的至少一个具有促进滚流的产生的形状(例如直线形状)而产生。另外,由于这样的滚流产生部的结构是公知的,因此省略详细的说明。
[0062]
在产生滚流tf的燃烧室ch中,粗糙面区域有可能使该滚流tf产生紊流。关于这一点,在第一加工例中,粗糙面区域仅限定于第二外侧部44和45。因此,能够在将滚流tf的紊流的产生抑制在最小限度的同时,得到除了第二外侧部44和45之外的构成部的镜面加工的效果。另外,滚流tf也可以向与图7所示的方向相反的方向旋转。即,也可以在燃烧室ch产生所谓的反滚流。
[0063]3‑2‑
2.第二加工例及其效果
[0064]
图8是表示冠面40的第二加工例的示意图。在第二加工例中,仅第二外侧部44被进行了粗糙面加工。在第二加工例中,第二外侧部44构成粗糙面区域。如已说明的那样,第二外侧部44和45具有规定值以下的燃烧室高度hch。但是,第二外侧部45包含于镜面区域。即,在第二加工例中,镜面区域由中央部41、外缘部48、第一外侧部42和43、第二外侧部45、第三外侧部46a、46b、47a和47b构成。
[0065]
根据第二加工例,能够得到将在第一加工例中所说明的滚流tf的紊流的产生抑制在最小限度的效果。根据第二加工例,还能够期待以下效果。即,从排气口排出高温的气体。因此,排气口的温度容易高于进气口的温度。因此,靠近排气口的冠面40的构成部的温度与靠近进气口的冠面40的构成部的温度相比容易变高。关于这一点,在第二加工例中,粗糙面区域仅限定于第二外侧部44。因此,能够在确保第二外侧部44的粗糙面加工的效果的同时,还获得第二外侧部45的镜面加工的效果。
[0066]3‑2‑
3.外缘部48的加工例
[0067]
外缘部48包括具有比规定值大的燃烧室高度hch的部位和具有规定值以下的燃烧室高度hch的部位。因此,也可以认为外缘部48是粗糙面加工的对象。但是,在第一及第二加工例中,外缘部48优选为镜面加工的对象。
[0068]
其理由是因为,第一,如果在外缘部48处对燃烧室高度hch成为最大的部位进行粗糙面加工,则在该部位处有可能妨碍火焰朝向燃烧室ch的壁面(孔壁面)的行进。作为第二个理由,可举出在外缘部48处容易产生未燃hc。即,外缘部48靠近比中央部41的温度低的孔壁面。因此,在外缘部48处容易产生未燃hc。并且,在表面粗糙度大的情况下,在燃料进入到凹凸面时容易产生未燃hc。基于以上理由,外缘部48优选为镜面加工的对象。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。