1.本实用新型涉及变速箱齿轮加工检测技术,特别是涉及一种检验心轴。
背景技术:
2.在变速箱齿轮加工中,以齿轮内花键分度圆为基准,测量外齿或外圆等跳动特征,来检测变速箱齿轮的加工精度。在实际测量过程中,通常采用将齿轮安装在检验心轴上进行检测,通过涨套涨紧齿轮内花键小径定心,然后检测外圆或者外齿跳动等特征,该检测方式将测量基准由设计要求的分度圆转换为齿顶圆进行测量,这种转换对大部分零件来说是可以适用的,但对于内花键尺寸较大的齿轮,如果测量基准和设计基准不统一,由于弹性变形及加工误差的存在,两者之间会存在较大误差,影响齿轮检测的准确性。
技术实现要素:
3.为了解决现有采用检验心轴对内花键尺寸较大齿轮的检测,由于弹性变形及加工误差的存在,使测量基准和设计基准之间存在较大误差,影响齿轮检测准确性的技术问题,本实用新型提供了一种检验心轴。
4.为实现上述目的,本实用新型提供的技术方案是:
5.一种检验心轴,包括心轴本体和套装在心轴本体上的涨套,其特殊之处在于:还包括保持架和两个轴用卡簧;
6.所述保持架包括n个量棒以及平行设置的两个环形保持板,n为大于等于3的整数;
7.所述涨套的两个端面均设有环形缺口,环形缺口的环面上设有第一环形槽;
8.两个环形保持板分别设置在涨套的两个环形缺口处,两个轴用卡簧分别设置在涨套端面的两个第一环形槽内,用于实现两个环形保持板的轴向限位;
9.每个环形保持板的外圆面设有伸出涨套且圆周均布的n个支板,每个支板伸出涨套的部分开设有定位安装孔;
10.每个量棒的两端均设有定位安装柱,且定位安装柱的直径小于量棒的直径;
11.n个量棒沿圆周方向均布在涨套的外圆侧,每个量棒两端的定位安装柱分别设置在两个环形保持板上相对设置的两个定位安装孔内,且定位安装柱与定位安装孔为间隙配合,量棒与涨套外圆面之间存在间隙。
12.进一步地,所述环形缺口的底面上设有用于容置环形保持板的第二环形槽以及用于容置支板的缺口。
13.进一步地,所述n为6。
14.进一步地,所述涨套为粘接涨套。
15.与现有技术相比,本实用新型的优点是:
16.1、本实用新型检验心轴通过在涨套两端设计保持架,量棒两端的定位安装柱与保持架的定位安装孔为间隙配合,使得量棒浮动分布在涨套外侧,在使用时,涨套推动量棒向外移动,量棒自适应齿槽,直到量棒被挤压固定在齿轮内齿槽分度圆上,实现分度圆定位,
使检测基准与设计基准统一,提高齿轮检测准确性。
17.2、本实用新型可利用现有检验心轴结构,在涨套端面上开槽,然后在其上仅增加两个保持架、两个轴用卡簧和n个量棒,即可实现齿轮的精准检测。
18.3、本实用新型量棒通过环形保持板保持悬空状态,环形保持板被轴用卡簧压紧在涨套的端面,防止量棒脱落,轴用卡簧既实现了限位,又避免刚性连接影响涨套的涨开。
19.4、为了提高环形保持板安装的稳定性,本实用新型在涨套两端设有用于容置环形保持板的第二环形槽以及用于容置支板的缺口。
附图说明
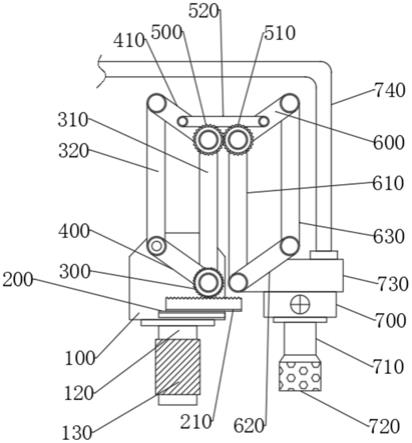
20.图1为本实用新型检验心轴对齿轮检测时的结构示意图;
21.图2为本实用新型检验心轴检测齿轮时的俯视图;
22.图3为本实用新型检验心轴的剖视图;
23.图4为本实用新型检验心轴对齿轮检测时的剖视图;
24.其中,附图标记如下:
[0025]1‑
心轴本体,2
‑
涨套,21
‑
环形缺口,23
‑
填充槽,24
‑
第二环形槽,25
‑
缺口,3
‑
保持架,31
‑
量棒,311
‑
定位安装柱,32
‑
环形保持板,33
‑
支板,4
‑
轴用卡簧,5
‑
齿轮。
具体实施方式
[0026]
下面结合附图和实施例对本实用新型作进一步的详细说明。
[0027]
如图1和图2所示,本实用新型的一种检验心轴,包括心轴本体1、涨套2、保持架3以及两个轴用卡簧4;涨套2套装在心轴本体1上,心轴本体1和涨套2构成现有检验心轴结构,该现有结构是通过涨套2的外圆面与齿轮5的内花键齿顶圆定位,进行齿轮5的检测,而本实用新型是在现有检验心轴结构上增加保持架3和两个轴用卡簧4,保持架3上的量棒31以分度圆为基准定心,实现检测基准与设计基准的统一,提高齿轮5检测准确性。
[0028]
保持架3包括n个量棒31以及平行设置的两个环形保持板32,n为大于等于3的整数;本实施例中n为6,在其它实施例中,n的数量可根据实际需要进行合理设计,量棒的分布角度靠涨套上开的槽进行固定,开槽的角度和数量取决于齿轮的齿部参数,保证量棒能卡到齿槽内为准。
[0029]
涨套2的两个端面均具有环形缺口21,定义环形缺口21与涨套2端面平行的面为底面,与涨套2外圆面同轴的面为环面,两个环形保持板32分别设置在涨套2两个端面的环形缺口21处,每个环形缺口21的环面均设有第一环形槽,两个轴用卡簧4分别设置在涨套2端面的两个第一环形槽内,用于分别实现两个环形保持板32的轴向限位;本实施例轴用卡簧采用标准卡簧改制,内孔尺寸再加工之后,轴用卡簧内圈尺寸略小于卡簧槽1mm左右,以能夹紧但不影响涨套涨开为准;通过轴用卡簧4将环形保持板32弹性连接在涨套2两端,轴用卡簧4既实现了限位,又避免刚性连接影响到涨套2的涨开。本实施例涨套2采用普通粘接涨套2,两端面的环形缺口21的设计尺寸以可给轴用卡簧4留出安装位置即可。
[0030]
每个环形保持板32的外圆面具有伸出涨套2且圆周均布的6个支板33,每个支板33伸出涨套2的部分开设有定位安装孔,两个环形保持板32上的6个支板33位置分别一一相对对应,两个相对的支板33用于定位安装一个量棒31;每个量棒31的两端均设有定位安装柱
311,且定位安装柱311的直径小于量棒31的直径;每个量棒31两端的定位安装柱311分别设置相对设置的两个定位安装孔内,且定位安装柱311与定位安装孔为间隙配合,定位安装孔的直径小于量棒31的直径;使得6个量棒31沿圆周方向均匀布置在涨套2的外圆侧,以及量棒31与涨套2外圆面之间存在间隙;所述量棒31通过环形保持板32悬空,环形保持板32被轴用卡簧4压紧在涨套2的端面,防止量棒31脱落。
[0031]
本实施例检验心轴结构简单实用、检测精度高,同时在现有检验心轴基础之上改动较小,易于推广。
[0032]
为了提高环形保持板32安装的稳定性,本实施例在涨套2两端环形缺口21的底面均设有用于容置环形保持板32的第二环形槽24、以及用于容置支板33的缺口25,第二环形槽24径向的宽度略大于环形保持板32径向的宽度,缺口25与第二环形槽24相连通;以及量棒31安装时,可位于涨套2外圆面的胀紧槽23位置处。
[0033]
本实施例检验心轴通过在涨套2两端设计保持架3,量棒31两端的定位安装柱311与保持架3的定位安装孔为间隙配合,使得量棒31浮动分布在涨套2外侧;如图3和图4所示,在使用时,将检验心轴放置于齿轮5中,涨套2向下运动,锥面将涨套2涨开,涨套2推动量棒31向外移动,然后浮动的量棒31通过自适应齿轮5内花键的齿槽定位,再通过涨套2的涨紧实现夹紧,量棒31被挤压固定在齿轮5内齿槽分度圆上,实现了分度圆定位,以此为基准测量外圆或外齿跳动,实现了检测基准与设计基准的统一,提高齿轮5检测准确性,便利于批量生产过程中的质量的精确控制。
[0034]
以上仅是对本实用新型的优选实施方式进行了描述,并不将本实用新型的技术方案限制于此,本领域技术人员在本实用新型主要技术构思的基础上所作的任何变形都属于本实用新型所要保护的技术范畴。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。