1.本发明涉及激光焊接设备领域,具体涉及一种用于激光焊接的组合定位装置及其使用方法。
背景技术:
2.激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法。激光焊接是激光材料加工技术应用的重要方面之一。20世纪70年代主要用于焊接薄壁材料和低速焊接,焊接过程属热传导型,即激光辐射加热工件表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率等参数,使工件熔化,形成特定的熔池。由于其独特的优点,已成功应用于微、小型零件的精密焊接中。
3.目前的激光焊接定位装置中,待焊接部件固定不稳定,焊接头较难对准需要焊接的位置,且激光焊接时晃动比较严重,会导致焊接的不均匀,焊接口凹凸现象严重。
4.鉴于此,提出本发明。
技术实现要素:
5.针对现有技术的上述问题,本发明的目的是提供一种用于激光焊接的组合定位装置及其使用方法,该装置和使用方法能缓冲焊接机箱外壳上下边框时的晃动,使焊接的更均匀,焊接口更平滑,又能稳定固定待焊接部件,便于焊接头对准需要焊接的位置。
6.为了达到上述目的,本发明是通过以下技术方案解决的:一种用于激光焊接的组合定位装置,包括第一定位装置、第二定位装置和待焊接部件,所述待焊接部件包括机箱外壳和零件,所述零件上设有圆孔和凹槽,所述第一定位装置包括第一安装架,所述第一安装架上设有第一上下定位装置和第一左右定位装置,所述第二定位装置包括第二安装架,所述第二安装架上设有第二左右定位装置和固定板,所述固定板上设有第二上下定位装置,所述第一定位装置用来焊接机箱外壳的上下边框,所述第二定位装置用来焊接零件。
7.所述第一上下定位装置包括两组支撑架,且分别位于机箱外壳的两侧,所述支撑架上设有支撑架,所述支撑架上设有浮动支撑块,所述支撑架与浮动支撑块之间设有弹簧限位座,所述弹簧限位座上套有弹簧,所述浮动支撑块与机箱外壳配合设置,焊接时机箱外壳产生晃动后能通过弹簧恢复到原来位置,使得焊接的更均匀,焊接口更平滑。
8.所述第一安装架上设有长槽,所述第一安装架与支撑架通过螺栓连接,所述螺栓贯穿长槽,以此来调整支撑架和浮动支撑块的位置,确保浮动支撑块与机箱外壳能配合设置。
9.所述第一上下定位装置还包括第一连接板,所述第一连接板上设有第三电机,所述第三电机上设有横杆,所述横杆两端设有第一上压块,能限制机箱外壳位置,防止其上下浮动过大。
10.所述第一左右定位装置包括两组固定架,两组所述固定架上设有第一电机,所述
第一电机一侧设有第一侧压块,所述第一侧压块与机箱外壳配合设置,所述固定架上设有第二电机,所述第二电机上转动连接有第一限位块,便于左右前后夹紧机箱外壳。
11.所述第二左右定位装置包括两块第二连接板,两块所述第二连接板上设有第四电机,所述第四电机上设有第二侧压块,所述第二侧压块与零件上的凹槽配合设置,便于固定住待焊接的零件。
12.所述固定板上设有第八电机,所述第八电机上设有推杆,所述推杆与零件上的圆孔配合设置,便于稳定固定待焊接的零件。
13.所述第二上下定位装置包括第三连接板、第四连接板和第五电机,所述第三连接板上设有第六电机,所述第六电机上设有第二上压块,所述第四连接板上设有第七电机,所述第七电机上转动连接有第二限位块,所述第五电机上转动连接有第三限位块,使机箱外壳上下前后固定的更加稳定。
14.所述组合定位装置的具体操作步骤如下:(1)先将待焊接部件放置在第一安装架上,通过螺栓调节支撑架的位置,然后利用第二电机把限位块转动至机箱外壳上,再利用第一电机把机箱外壳两侧的第一侧压块左右压紧,最后利用第三电机把横杆上的第一上压块压紧机箱外壳,开始焊接机箱外壳上下两块的边框;焊接结束后,利用第三电机松开第一上压块,利用第一电机松开两侧的第一侧压块,然后利用第二电机转动第一限位块,使第一限位块与机箱外壳分离,取下完成焊接的机箱外壳,其中,机箱外壳的上边框焊接完成后需要手动倒置机箱外壳,以便于焊接机箱外壳的下边框;(2)机箱外壳上下两块的边框焊接完毕后,取下机箱外壳,将其放置在第二安装架的固定板上,利用第七电机转动第二限位块与机箱外壳贴合,利用第五电机转动第三限位块与机箱外壳贴合,利用第六电机把第二上压块压紧机箱外壳,然后把零件紧贴机箱外壳一侧,利用第八电机控制推杆运行,使推杆与零件上的圆孔配合设置,再利用第四电机控制第二侧压块运行,使第二侧压块与零件上的凹槽配合设置,全部固定完毕后开始把零件焊接在机箱外壳上;(3)焊接零件结束后,利用第四电机将第二侧压块与零件上的凹槽分开,利用第八电机将推杆与零件上的圆孔分开,再利用第六电机松开第二上压块,利用第五电机和第七电机转动第三限位块和第二限位块,使第三限位块和第二限位块与机箱外壳分离,取下完成焊接的部件。
15.本发明的有益效果如下:1.第一定位装置在支撑架与浮动支撑块之间设置了弹簧限位座,在弹簧限位座上套设弹簧,使得激光焊接时,机箱外壳产生晃动后能通过弹簧恢复到原来位置,这样焊接的更均匀,焊接口更平滑;2.第二定位装置设置了推杆和第二侧压块,推杆与零件上的圆孔配合设置,第二侧压块与零件上的凹槽配合设置,便于稳定固定待焊接的零件;3.第一定位装置和第二定位装置都设置了上压块和限位块,用来更好的固定机箱外壳位置,便于激光焊接时焊接头对准需要焊接的位置。
附图说明
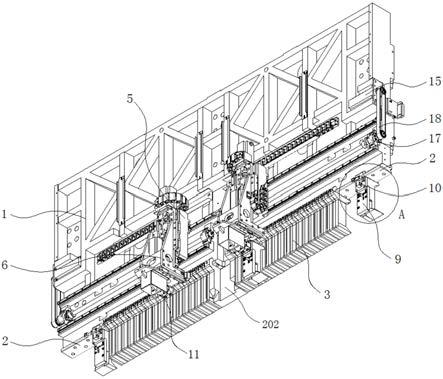
16.图1为本发明一种用于激光焊接的组合定位装置及其使用方法中第一定位装置的结构示意图一;图2为本发明一种用于激光焊接的组合定位装置及其使用方法中第一定位装置的结构示意图二;图3为本发明一种用于激光焊接的组合定位装置及其使用方法中第一定位装置的部分结构示意图;图4为本发明一种用于激光焊接的组合定位装置及其使用方法中第二定位装置的结构示意图;图5为本发明一种用于激光焊接的组合定位装置及其使用方法中第二定位装置的部分结构示意图;其中标号:1为机箱外壳,2为第一安装架,3为长槽,4为浮动支撑块,41为弹簧限位座,42为弹簧,5为固定架,6为支撑架,7为第二电机,8为螺栓,9为第一限位块,10为第一电机,11为第一侧压块,12为第一连接板,13为第三电机,14为横杆,15为第一上压块,16为固定板,17为第四电机,18为第二侧压块,19推杆,21为第二安装架,22为上边框,23为下边框,72为第五电机,92为第三限位块,71为第七电机,91为第二限位块,111为零件,121为第二连接板,122为第四连接板,123为第三连接板,131为第六电机,141为第二上压块。
具体实施方式
17.下面结合具体实施方式对本发明作出进一步的说明。
18.如图1
‑
5所示,一种用于激光焊接的组合定位装置及其使用方法,包括第一定位装置、第二定位装置和待焊接部件,待焊接部件包括机箱外壳1和两个相同零件111,零件111上设有圆孔和凹槽,第一定位装置用来焊接机箱外壳1的上下边框,第二定位装置用来焊接两个相同零件111。第一定位装置包括第一安装架2,第一安装架2上设有第一上下定位装置和第一左右定位装置,第一上下定位装置包括两组支撑架6,且分别位于机箱外壳1的两侧,支撑架6上设有浮动支撑块4,支撑架6与浮动支撑块4之间设有弹簧限位座41,弹簧限位座41上套有弹簧42,浮动支撑块4与机箱外壳1配合设置,第一安装架2上设有长槽3,第一安装架2与支撑架6通过螺栓8连接,螺栓8贯穿长槽3,第一上下定位装置还包括第一连接板12,第一连接板12上设有第三电机13,第三电机13上设有横杆14,横杆14两端设有第一上压块15;第一左右定位装置包括两组固定架5,两组固定架5上均设有第一电机10,第一电机10一侧设有第一侧压块11,第一侧压块11与机箱外壳1配合设置,固定架5上设有第二电机7,第二电机7上转动连接有第一限位块9。
19.第二定位装置包括第二安装架21,第二安装架21上设有第二左右定位装置和固定板16,固定板16上设有第二上下定位装置,第二左右定位装置包括两块第二连接板121,两块第二连接板121上设有第四电机17,第四电机17上设有第二侧压块18,第二侧压块18与零件111上的凹槽配合设置,固定板16上设有第八电机,第八电机上设有推杆19,推杆19与零件111上的圆孔配合设置,第二上下定位装置包括第三连接板123、第四连接板122和第五电机72,第三连接板123上设有第六电机131,第六电机131上设有第二上压块141,第四连接板122上设有第七电机71,第七电机71上转动连接有第二限位块91,第五电机72上转动连接有
第三限位块92。
20.具体操作步骤为:(1)先将待焊接部件(机箱外壳1)放置在第一安装架2上,通过螺栓8调节支撑架6的位置,使浮动支撑块4能支撑机箱外壳1,然后利用第二电机7把限位块9转动至机箱外壳1上,固定住机箱外壳1的前后位置,再利用第一电机10把机箱外壳1两侧的第一侧压块11左右压紧,固定住机箱外壳1,最后利用第三电机13把横杆14上的第一上压块15压紧机箱外壳1,开始焊接机箱外壳1上下两块的边框,焊接时机箱外壳1产生晃动后能通过支撑架6与浮动支撑块4之间的弹簧42恢复到原来位置,使焊接的更均匀,焊接口更平滑;焊接结束后,利用第三电机13松开第一上压块15,利用第一电机10松开两侧的第一侧压块11,然后利用第二电机7转动第一限位块9,使第一限位块9与机箱外壳1分离,取下完成焊接的机箱外壳1,其中,机箱外壳1的上边框22焊接完成后需要手动倒置机箱外壳1,以便于焊接机箱外壳1的下边框23;(2)机箱外壳1上下两块的边框焊接完毕后,取下机箱外壳1,将其放置在第二安装架21的固定板16上,利用第七电机71转动第二限位块91与机箱外壳1贴合,利用第五电机72转动第三限位块92与机箱外壳1贴合,利用第六电机131把第二上压块141压紧机箱外壳1,使机箱外壳1上下前后固定的更加稳定,然后把两个零件111分别紧贴机箱外壳1一侧,利用第八电机控制推杆19运行,使推杆19与零件111上的圆孔配合设置,固定待焊接的零件111的位置,再利用第四电机17控制第二侧压块18运行,使第二侧压块18与零件111上的凹槽配合设置,便于稳定固定住待焊接的零件111,全部固定完毕后开始焊接机箱外壳1两侧的零件111;(3)焊接零件111结束后,利用第四电机17将机箱外壳1两侧的第二侧压块18与零件111上的凹槽分开,利用第八电机将推杆19与零件111上的圆孔分开,再利用第六电机131松开第二上压块141,利用第五电机72和第七电机71转动第三限位块92和第二限位块91,使第三限位块92和第二限位块91与机箱外壳1分离,取下完成焊接的部件。
21.以上内容是结合本发明创造的优选实施方式对所提供技术方案所作的进一步详细说明,不能认定本发明创造具体实施只局限于上述这些说明,对于本发明创造所属技术领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明创造的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。