1.本发明涉及一种用于校直轴的辅助工装及其使用方法,属于工装技术领域。
背景技术:
2.公司现有轴类零件在加工过程中,有的为满足设计图纸技术的硬度及综合机械性能,必须经过热处理,在热应力和组织应力的复合作用下,轴都会发生畸变,有的畸变过大,超出了机加预先留的余量尺寸范围,这就必须经过校直来保证轴类零件的直线度,使之处在允许的尺寸范围内,以满足工艺加工及质量要求。为了检测热处理后轴的弯曲度,通常是在机床上边转动轴边检查跳动,并在“高”点处做出标记,然后在转移到液压机平台上进行校直。有时校直、回火去应力不能一步到位或轴本身变形较特殊时,比如轴变形呈“s”弯时,要多次转到机床上打表检测,这就需要将轴在两台设备之间转运,操作者劳动强度很大,劳动效率太低,同时也增加了生产成本。
技术实现要素:
3.本发明所要解决的技术问题是设计出简易的辅助工装,使变形过大(超出允许范围)的轴在校直现场直接检测出弯曲度,避免了来回转移的繁琐操作,克服现有技术的不足而提供。
4.本发明提供一种校直轴用简易辅助工装设计及操作过程。
5.作为本发明的进一步技术方案,一种校直轴用的简易辅助工装,包括支座,其特征在于:所述支座底部为长方形钢板,钢板上部为连体的两对立筋板,筋板两头开有对称孔;所述对称孔内有穿过筋板两侧的销轴,其特征在于:销轴一端有“盖”,另一端有孔,孔内插开口销,“盖”和开口销分别置于支座外侧,用于固定销轴。所述销轴穿过滚动轴承中心孔,所述滚动轴承位于两筋板中间,其特征在于:所述滚动轴承与支座筋板两边及底部一定间隙,避免滚动轴承滚动时受到阻力,滚动轴承中间的部位用于摆放轴件。
6.进一步的,所述支座材质为zg310
‑
570,采用铸造成型,表面粗加工,两对称孔采用镗加工,保证同心度,孔的直径依据销轴直径确定,采用过渡配合。
7.进一步的,所述销轴材质为42crmo,,采用热处理调质处理,要求硬度hb290
‑
320,调质处理后同时能获得良好的综合机械性能。销轴表面机加工,销轴直径大小取决于滚动轴承孔径,销轴直径正偏差,与滚动轴承过渡配合,销轴穿过支座孔,与支座孔采用过渡配合。
8.进一步的,所述的滚动轴承为标准件,如滚动轴承型号为210,滚动轴承应与销轴采用过渡配合,便于安装及后续因长期使用磨损后方便拆卸、更换。
9.进一步的,所述的开口销为标准件,操作时从销轴孔上插入即可,用于固定销轴,防止销轴在校直过程中脱落。
10.本发明还提供了一种校直轴用简易辅助工装的操作过程,包括如下步骤:第一步,测量弯曲度,将相同的两支座分别摆放在校直平台上,两支座之间的距离根据轴的长度来
确定,并确保两支座平行,中心在同一直线上;将轴用行车吊起,缓慢放置在支座上的两滚动轴承中间,并再次调整支座间距,使支座处于轴的两端;转动轴,让轴在滚动轴承上滚动,同时用百分表在轴的中间及两端分别测出变形量,并在轴的外圆顶端标出“高”点,做好标记和变形量记录。第二步,冷态压力校直,将轴吊在油压机平台上,两端用“u”形铁支撑,在变形最大处用凹形垫块垫起,同时在凹形垫块正下端的轴侧面用粉笔涂一块标记,用划针水平划一条线,在凸起部位上方用油压机施以静压,然后用油压机柱头缓慢施压,造成垂直方向弯曲,让轴发生变形,去除静压后,再用划针在标记处水平划一条线,测量两水平线距离,即为轴已校好的变形量,计算一下剩余变形量是否满足要求,如弯曲度仍超出变形允许范围,再重复上述操作,直至使弯曲度落在允许的变形范围内;第三步,回火去应力,轴在冷压校直过程中,会产生塑性变形,同时产生内应力,必须回火让其内应力释放干净,否则,在后续加工过程中,由于内应力存在,仍回变形,导致无法使用。回火温度一般低于调质时的回火温度50℃左右,回火时间不低于调质回火的保温时间。
11.进一步的,所述工装能校直轴的直径范围为大于φ30mm
‑
φ400mm,重量不超过3000kg。
12.进一步的,所述冷压校直操作过程中为防止轴的受加压表面不被损伤,也为了校直安全,需用凹形垫铁使油压机压头和轴件隔开。
13.进一步的,所述冷压校直操作过程对于变形成“s”形的,应分两步校直,先将轴件校成一个弯后,再找高点继续校直。操作施压过程中,油压机应当缓慢进行,不宜过快过猛。
14.进一步的,所述百分表固定在微调磁性表座上,因轴的直径大小不同,固定在表座上,方便调节表头,使表头压在轴件表面上。
15.本发明采用以上技术方案与现有技术相比,具有以下技术效果:工装轻便,操作简单,方便检测,可以在同一台液压机上且不移动工位的情况下即可对轴进行跳动值的测量和校直,不需要将轴搬来搬去,降低了操作者的劳动强度,降低了生产成本,提高了生产效率。
附图说明
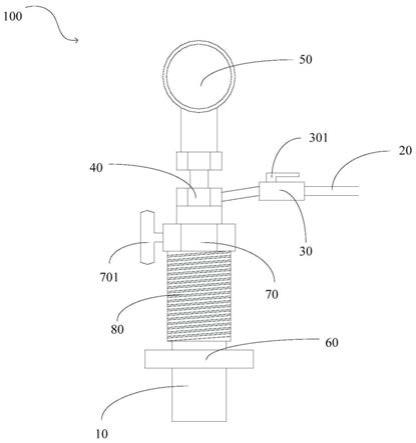
16.图1为本发明的结构示意正视图。
17.图2为本发明的结构示意图。
18.图3为本发明的支座结构示意图。
19.图4为本发明的销轴结构示意图。
20.图5为本发明的u形铁结构示意图,用于校直时支撑轴的两端。
21.图6为图5的使用示意图。
22.图7为本发明的开口销结构示意图,用于固定销轴。
23.图8为本发明在冷压校直操作过程的示意图。
24.附图说明:1
‑
支座,2
‑
滚动轴承,3
‑
销轴,4
‑
轴件,5
‑
百分表,6
‑
开口销,7
‑
支撑件,8
‑
销孔,9
‑
圆柱体结构,10
‑
固定部,11
‑
插孔,12
‑
凹形垫块,13
‑
u形铁,14
‑
待校直工件,15
‑
油压机压头。
具体实施方式
25.图1、图2为实施例一结构示意图。
26.下面结合附图对本发明的技术方案做进一步的详细说明:
27.本实施例一提出了一种校直轴用的简易辅助工装,包括在辅助校直时用于起支撑作用支座,每个支座上有四个孔,孔与销轴过渡配合,用于插销轴,孔加工尺寸为
28.支座底部为长方形钢板,钢板上部为连体的两对立筋板,筋板两头开有对称孔,中间开槽;在对称孔内有穿过筋板两侧的销轴,通过该销轴用于与滚动轴承过渡配合安装,销轴承载轴承部分加工成
29.销轴一端有“盖”,另一端有孔,孔内插开口销,“盖”和开口销分别置于支座外侧,用于固定销轴。所述销轴穿过滚动轴承中心孔,所述滚动轴承位于两筋板中间,其特征在于:所述滚动轴承与支座筋板两边及底部一定间隙,避免滚动轴承滚动时受到阻力,两滚动轴承中间的部位用于摆放轴件,轴件与滚动轴承切接触。
30.进一步的,所述支座材质为zg310
‑
570,采用铸造成型,表面粗加工,两对称孔采用镗加工,孔加工尺寸为保证同心度,孔与销轴采用过渡配合。
31.进一步的,所述销轴材质为42crmo,,采用热处理调质处理,要求硬度hb290
‑
320,调质处理后同时能获得良好的综合机械性能。销轴表面机加工,销轴直径大小为与滚动轴承过渡配合,销轴穿过支座孔。
32.进一步的,所述的滚动轴承为标准件,滚动轴承型号为210,滚动轴承与销轴采用过渡配合,便于安装及后续因长期使用磨损后方便拆卸、更换。
33.进一步的,所述的开口销为标准件,尺寸为5
×
60,操作时从销轴孔上插入即可,用于固定销轴,防止销轴在校直过程中脱落。
34.本发明还提供了一种校直轴用简易辅助工装的操作过程,包括如下步骤:第一步,测量弯曲度,将相同的两支座分别摆放在校直平台上,两支座之间的距离根据轴的长度来确定,并确保两支座平行,中心在同一直线上;将轴用行车吊起,缓慢放置在支座上的两滚动轴承中间,并再次调整支座间距,使支座处于轴的两端;转动轴,让轴在滚动轴承上滚动,同时用百分表在轴的中间及两端分别测出变形量,并在轴的外圆顶端标出“高”点,做好标记和变形量记录。第二步,冷态压力校直,将轴吊在油压机平台上,两端用“u”形铁支撑,在变形最大处用凹形垫块垫起,同时在凹形垫块正下端的轴侧面用粉笔涂一块标记,用划针水平划一条线,在凸起部位上方用油压机施以静压,然后用油压机柱头缓慢施压,造成适当的方向弯曲,让轴发生一定变形,去除静压后,再用划针在标记处水平划一条线,测量两水平线距离,即为轴已校好的变形量,计算一下剩余变形量是否满足要求,如弯曲度仍超出变形允许范围,再重复上述操作,直至使弯曲度落在允许的变形范围内;第三步,回火去应力,轴在冷压校直过程中,会产生塑性变形,同时产生内应力,必须回火让其内应力释放干净,否则,在后续加工过程中,由于内应力存在,仍回变形,导致无法使用。回火温度一般低于调质时的回火温度50℃左右,回火时间不低于调质回火的保温时间,确保轴的硬度不降低。
35.进一步的,所述工装能校直轴的直径范围为大于φ30mm
‑
φ400mm,重量不超过3000kg。
36.进一步的,所述冷压校直操作过程中为防止轴的受加压表面不被损伤,也为了校
直安全,需用凹形垫铁使油压机压头和轴件隔开。
37.进一步的,所述冷压校直操作过程对于变形成“s”形的,应分两步校直,先将轴件校成一个弯后,再找高点继续校直。操作施压过程中,油压机应当缓慢进行,不宜过快过猛。
38.进一步的,所述百分表固定在微调磁性表座上,因轴的直径大小不同,百分表需固定在表座上,方便调节表头,使表头压在轴件表面上。
39.除上述实施例外,本发明还可以有其他实施方式。凡采用等同替换或等效变换形成的技术方案,均落在本发明要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。