1.本发明涉及外防隔热材料制备技术领域,尤其涉及一种耐高温抗辐射夹层热防护材料及其制备方法。
背景技术:
2.纳米多孔气凝胶(简称气凝胶)材料是一种分散介质为气体的凝胶材料,是由胶体粒子或高聚物分子相互聚积构成的一种具有网络结构的纳米多孔性固体材料,该材料中孔隙的大小在纳米数量级。其孔隙率高达80~99.8%,孔洞的典型尺寸为1~100nm,比表面积为200~1000m2/g,而密度可低达3kg/m3,室温导热系数可低达0.012w/m
˙
k。正是由于这些特点使气凝胶材料在热学、声学、光学、微电子、粒子探测方面有很广阔的应用潜力。目前,应用气凝胶最广泛的领域仍然是隔热领域,由于气凝胶独特的纳米结构可以有效的降低对流传导、固相传导和热辐射。
3.由于气凝胶的三维多孔特性,它展现出了结构脆弱的特点,虽然实际使用气凝胶需要进行纤维增强过程,能一定程度提高气凝胶的结构强度,但对于高气流冲刷下的外防热应用,还需要进一步提高材料的抗冲刷性能。中国专利申请cn201711291795.6公开了一种制备夹层结构热防护材料的方法及由该方法制得的热防护材料,采用树脂浸渍织物制备预浸料工艺制备了表面高强度的夹层外防隔热材料,该专利申请大幅度地提高了所制得的热防护材料的抗冲击能力,能防止热流窜入材料内部,阻隔空气对流,提高了隔热效果,并且还提高了面板的强度和应变协调能力;但该专利申请由于材料体系限制,所制备的夹层结构热防护材料的耐温性最高不超过1100℃。中国专利申请cn201811066573.9公开了一种多层复合式热防护材料及其制备方法,该方法利用多层纤维组合方式,制备了耐高温、高效隔热的热防护材料,耐温最高可达1600℃,然而该专利申请中需要将多种材料组合,制备工艺较难控制,且该专利申请中的热防护材料的表面没有进行强韧化,抗冲刷性能不足。
4.随着科技的发展,各领域对隔热材料的耐温性、结构强度和高温隔热性能提出了更高的要求,因此,非常需要开发一种有效的方法,制备出一种耐高温抗辐射夹层热防护材料。
技术实现要素:
5.为了解决现有技术中存在的一个或者多个技术问题,本发明提供了一种耐高温抗辐射夹层热防护材料及其制备方法。本发明方法制得的耐高温抗辐射夹层热防护材料具有耐高温、低密度、高效隔热、抗辐射、结构强度高,抗冲刷性能优异的特点。
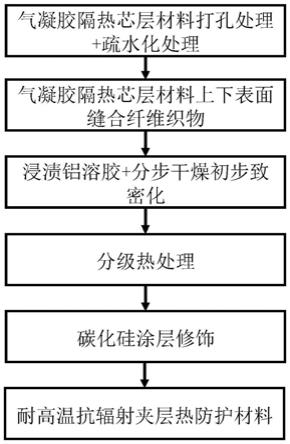
6.本发明在第一方面提供了一种耐高温抗辐射夹层热防护材料的制备方法,所述方法包括如下步骤:
7.(1)将气凝胶隔热芯层材料依次进行打孔处理和疏水化处理,得到疏水化气凝胶隔热芯层材料;
8.(2)将纤维织物铺设在所述疏水化气凝胶隔热芯层材料的上下表面,得到叠层组
件,并采用缝合线对所述叠层组件进行缝合,得到隔热组件;
9.(3)将所述隔热组件浸渍在铝溶胶中,得到浸渍有铝溶胶的隔热组件,然后将浸渍有铝溶胶的隔热组件先在40~80℃下干燥4~12h,然后在100~150℃下干燥1~12h,得到初级致密化隔热组件;
10.(4)将所述初级致密化隔热组件在两个以上不同温度阶段进行分级热处理,制得耐高温夹层热防护材料;
11.(5)采用聚碳硅烷前驱体刷涂所述耐高温夹层热防护材料的表面,然后将刷涂有所述聚碳硅烷前驱体的耐高温夹层热防护材料依次进行固化和裂解的步骤,制得耐高温抗辐射夹层热防护材料。
12.优选地,所述铝溶胶通过如下步骤制备而成:
13.(a)用水将亚微米级氧化铝颗粒、纳米颗粒、水溶性树脂、正硅酸乙酯分散均匀,得到氧化铝溶液;
14.(b)往所述氧化铝溶液中加入表面活性剂并搅拌均匀,然后经过超声处理,得到所述铝溶胶。
15.优选地,所述亚微米级氧化铝颗粒的粒径为100~300nm;所述纳米颗粒的粒径为10~60nm,优选的是,所述纳米颗粒为纳米氧化铝颗粒和/或纳米二氧化硅颗粒;所述水溶性树脂为水性丙烯酸树脂、水性环氧树脂、水性有机硅树脂、水性聚氨酯树脂中的一种或多种;所述表面活性剂为月桂醇硫酸钠、直链烷基苯磺酸钠、脂肪醇聚氧乙烯醚硫酸钠中的一种或多种;所述亚微米级氧化铝颗粒与所述纳米颗粒的质量比为100:(5~30);在所述氧化铝溶液中,所述水溶性树脂的质量百分含量为0.1~5%;在所述氧化铝溶液中,所述水的质量百分含量为50~70%;在所述氧化铝溶液中,所述正硅酸乙酯的质量百分含量为1~10%;所述表面活性剂的用量为所述氧化铝溶液的质量的0.05~0.5%;所述铝溶胶的固含量为10~40%;在步骤(b)中,所述搅拌的时间为0.5~5h;和/或所述超声处理的时间为10~120min,优选为20~60min。
16.优选地,在步骤(5)中:所述固化的温度为100~300℃,所述固化的时间为1~12h;和/或所述裂解在惰性气氛下进行,所述裂解的温度为700~1200℃,所述裂解的时间为1~12h。
17.优选地,在步骤(1)中:所述气凝胶隔热芯层材料为耐高温气凝胶材料或者由纤维棉毡和耐高温气凝胶材料复合而成,优选的是,所述纤维棉毡为莫来石纤维棉毡、碳纤维棉毡、碳化硅纤维棉毡或氧化铝纤维棉毡;进行所述疏水化处理采用的疏水试剂为硅氧烷类疏水试剂和/或氟硅烷类疏水试剂,优选的是,采用的疏水试剂的用量为气凝胶隔热芯层材料的质量的1~15%;和/或所述疏水化处理的温度为80~150℃,所述疏水化处理的时间为1~4d。
18.优选地,在步骤(2)中:所述缝合线采用氧化铝纤维束,优选的是,所述缝合线采用经过加捻和/或硬化处理的氧化铝纤维束;所述缝合采用z向缝合;所述缝合的缝合间距为8~15mm;和/或所述缝合采用的缝合针的针孔直径为1~2mm。
19.优选地,在步骤(2)中:所述纤维织物为由氧化铝纤维、莫来石纤维、碳纤维、碳化硅纤维中的一种或者任意两种以上的纤维编织得到的纤维编织物;和/或铺设在疏水化气凝胶隔热芯层材料的上下表面的纤维织物的厚度独立地为0.1~3mm。
20.优选地,在步骤(3)中,所述浸渍为真空浸渍,真空浸渍的条件为:在温度为20~30℃并且真空度为0.1~0.5mpa的条件下进行抽真空浸渍0.1~1h;在步骤(3)中,在将得到的浸渍有铝溶胶的隔热组件进行干燥之前,先将得到的浸渍有铝溶胶的隔热组件先在室温下放置1~12h;在进行步骤(4)之前,先重复步骤(3)2~10次;和/或所述方法还包括重复步骤(5)1~10次的步骤。
21.优选地,在步骤(4)中:所述两个以上不同温度阶段进行分级热处理包括第一温度阶段热处理、第二温度阶段热处理、第三温度阶段热处理、第四温度阶段热处理和第五温度阶段热处理;所述第一温度阶段热处理的温度为200℃~450℃,第一温度阶段热处理的时间为1~10h;所述第二温度阶段热处理的温度为450℃~600℃,第二温度阶段热处理的时间为1~10h;所述第三温度阶段热处理的温度为700℃~900℃,第三温度阶段热处理的时间为1~10h;所述第四温度阶段热处理的温度为1000℃~1150℃,第四温度阶段热处理的时间为1~10h;所述第五温度阶段热处理的温度为1150℃~1300℃,第五温度阶段热处理的时间为1~10h。
22.本发明在第二方面提供了由本发明在第一方面所述的制备方法制得的耐高温抗辐射夹层热防护材料。
23.本发明与现有技术相比至少具有如下有益效果:
24.(1)本发明采用分步干燥工艺对浸渍有铝溶胶的隔热组件进行了初级致密化,然后采用分级热处理过程进行了致密化热处理,该分级热处理过程实现了不同粒径的溶胶可以烧结交联,能够实现耐高温夹层热防护材料面板的逐步硬化,该分级热处理过程实现了材料的逐步固化和陶瓷化,能够减慢材料的晶型转变过程,避免了多孔结构在迅速收缩过程中发生结构坍塌,实现了耐高温夹层热防护材料的微观结构强韧化,有利于耐高温相的形成及使得纳米骨架更加稳固,提高了材料的结构强度和抗冲刷性能。
25.(2)与其他制备夹层隔热材料的方法不同,本发明提出了采用耐温等级更高的氧化铝纤维织物作为面板材料,采用耐温等级更好的硅铝复合铝溶胶作为基体材料,同时在耐高温夹层热防护材料的面板上进行涂层修饰,引入了高温下稳定性好、具有抗辐射性能的碳化硅组分,使制备出的耐高温抗辐射夹层热防护材料可以有效用于耐高温高效隔热应用,这种改进方法更具有可行性。
26.(3)本发明的一些优选实施方案中,采用的基体材料铝溶胶中含有亚微米级氧化铝颗粒和纳米颗粒的分等级颗粒,其中亚微米级氧化铝颗粒可以有效提高材料的耐温性,而纳米颗粒可以填充在纤维织物的孔隙中有效提高材料的致密化程度;此外,本发明中含有分等级颗粒的铝溶胶能同时避免纳米颗粒与纤维之间存在强结合而导致纤维变脆的问题。
27.(4)本发明的一些更优选的实施方案中,所述铝溶胶为硅铝复合组分,经过高温处理后,该硅铝复合组分可以形成更耐高温相的莫来石相,可以更有效的提高耐高温抗辐射夹层热防护材料的耐温性;而本发明形成的碳化硅涂层可以与氧化物组分形成类似砂砖结构,这种结构强度较传统材料大大提高,能够大幅度提高耐高温抗辐射夹层热防护材料的整体强度以及面板的强度。
28.(5)本发明的一些优选的实施方案中制得的耐高温夹层热防护材料的表面进行涂层修饰,通过引入具有抗辐射性能的碳化硅涂层能够进一步降低材料的热导率,提高材料
的耐温性能,使制备的耐高温抗辐射夹层热防护材料料在保持小于0.04w/m
˙
k的低热导率的前提下,还具有优异的耐高温性能,可以实现1800s的1600℃的耐温极限,具有耐高温、低密度、高效隔热的特点,可应用在高温、高热流下的高效隔热领域。
29.(6)本发明方法制备的耐高温抗辐射夹层热防护材料的整体强度高、抗冲刷性能优异,在一些优选的实施方案中制备的所述耐高温抗辐射夹层热防护材料在室温下的压缩强度在1.5~2.5mpa之间,在耐热温度下的拉伸强度不低于5mpa,其包括的面板的室温拉伸强度大于100mpa,在耐热温度下的拉伸强度大于25mpa。
附图说明
30.图1是本发明一些具体实施例方式的制备流程图。
31.图2是本发明实施例1制备的耐高温抗辐射夹层热防护材料包括的修饰有碳化硅涂层的上面板的sem图。
32.图3是本发明实施例1制备的耐高温抗辐射夹层热防护材料包括的修饰有碳化硅涂层的上面板的光学照片。
具体实施方式
33.为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明实施例,对本发明的技术方案进行清楚、完整地描述。显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
34.本发明在第一方面提供了一种耐高温抗辐射夹层热防护材料的制备方法,所述方法包括如下步骤:
35.(1)将气凝胶隔热芯层材料依次进行打孔处理和疏水化处理,得到疏水化气凝胶隔热芯层材料;在本发明中,所述气凝胶隔热芯层材料优选为耐高温气凝胶材料或者由纤维棉毡和耐高温气凝胶材料复合而成,其中,所述耐高温气凝胶材料为现有的以氧化物纳米晶为骨架或者制备过程中存在纳米晶组装过程的耐高温气凝胶材料,本发明对其来源和种类没有特别的限制,例如可以是中国专利申请cn108249901a公开的耐高温气凝胶材料,中国专利申请cn110282958a公开的耐高温异形纳米晶气凝胶材料,中国专利申请cn111252789a公开的耐高温氧化铝纳米晶气凝胶材料,中国专利申请cn111925194a公开的耐高温高性能气凝胶复合材料,中国专利申请cn111943654a公开的耐高温抗辐射气凝胶复合材料,中国专利申请cn111943704a公开的可重复使用的耐高温纳米晶气凝胶材料等;在本发明中,先将所述气凝胶隔热芯层材料进行打孔处理从而使得所述气凝胶隔热芯层材料便于与纤维织物进行z向缝合,便于z向固定,再进行疏水化处理,获得疏水化气凝胶隔热芯层材料;本发明对所述打孔处理和所述疏水化处理没有特别的限制,采用常规手段进行即可;优选的是,在进行打孔处理时,打孔的孔径为1~2mm,孔间距为5~20mm更优选为8~15mm;在本发明中,例如将所述气凝胶隔热芯层材料进行机加打孔,然后采用硅氧烷类疏水试剂和/或氟硅烷类疏水试剂对气凝胶隔热芯层材料进行真空疏水化处理,获得疏水化气凝胶隔热材料芯层材料;本发明发现,将气凝胶隔热芯层材料进行疏水化处理后,能够显著降低最终制得的耐高温抗辐射夹层热防护材料的密度以及导热系数。
36.(2)将纤维织物铺设在所述疏水化气凝胶隔热芯层材料的上下表面,得到叠层组件,并采用缝合线对所述叠层组件进行缝合,得到隔热组件;在本发明中,所述缝合线优选为采用耐高温的氧化铝纤维束,优选的是,所述缝合线采用经过加捻和/或硬化处理的氧化铝纤维束,有利于缝合,有利于提高材料的整体强度;在本发明中,所述加捻指的是将多股缝合线缠绕成一股线;所述硬化处理指的是对所述氧化铝纤维的头部(端头)进行硬化处理;本发明对所述加捻和硬化处理的参数没有特别的限制,采用常规手段即可;本发明对氧化铝纤维束的规格没有特别的要求,采用现有常用的氧化铝纤维束即可。
37.(3)将所述隔热组件浸渍在铝溶胶中,得到浸渍有铝溶胶的隔热组件,然后将浸渍有铝溶胶的隔热组件先在40~80℃(例如40℃、50℃、55℃、60℃、65℃、70℃、75℃或80℃)下干燥4~12h(例如4、4.5、5、5.5、6、6.5、7、7.5、8、8.5、9、9.5、10、10.5、11、11.5或12h),然后在100~150℃(例如100℃、105℃、110℃、115℃、120℃、125℃、130℃、135℃、140℃、145℃或150℃)下干燥1~12h(例如1、1.5、2、2.5、3、3.5、4、4.5、5、5.5、6、6.5、7、7.5、8、8.5、9、9.5、10、10.5、11、11.5或12h),得到初级致密化隔热组件;在本发明中,优选为采用抽真空的方式进行所述干燥。
38.(4)将所述初级致密化隔热组件在两个以上不同温度阶段进行分级热处理,制得耐高温夹层热防护材料;在本发明中,所述耐高温夹层热防护材料包括上面板、下面板和位于所述上面板和所述下面板之间的气凝胶隔热芯层材料;所述上面板和所述下面板由纤维织物浸渍铝溶胶后至少经过分步干燥工艺、分级热处理工艺后形成;在本发明的上下面板中,以起到隔热、承载、抗冲刷等作用的面板记为耐高温抗辐射夹层热防护材料的上面板。
39.(5)采用聚碳硅烷前驱体刷涂所述耐高温夹层热防护材料的表面,然后将刷涂有所述聚碳硅烷前驱体的耐高温夹层热防护材料依次进行固化和裂解的步骤,制得耐高温抗辐射夹层热防护材料(可简记为抗辐射夹层热防护材料);本发明优选为在依次进行所述固化和所述裂解的步骤之前,先将刷涂有所述聚碳硅烷前驱体的耐高温夹层热防护材料进行抽真空去除气泡的步骤;本发明对所述抽真空去除气泡的步骤没有特别的要求,采用现有常规操作即可;本发明对所述聚碳硅烷前驱体没有特别的要求,采用现有技术中常用于形成碳化硅涂层的聚碳硅烷前驱体即可,优选的是,所述聚碳硅烷前驱体包含溶质和溶剂,所述溶质选自固态聚碳硅烷(pcs)、全氢聚碳硅烷(ahpcs)和液态聚碳硅烷(lpcs)中的一种或多种,和/或所述溶剂选自丁酮、二甲苯和甲苯中的一种或多种;在本发明中,所述液态聚碳硅烷例如可以为含乙烯基液态聚碳硅烷(lpvcs)。在本发明中,当所述聚碳硅烷陶瓷前驱体为液态聚碳硅烷时,也可以直接用液态聚碳硅烷刷涂所述耐高温夹层热防护材料的表面;在本发明中,优选的是,所述聚碳硅烷前驱体中含有的溶质的质量百分含量为40~60wt%,即所述聚碳硅烷前驱体的浓度为40~60wt%;本发明对所述刷涂的厚度没有特别的要求,使得所述耐高温夹层热防护材料的表面均匀刷涂有所述聚碳硅烷前驱体即可,优选的是,单次刷涂所述聚碳硅烷前驱体的厚度为为铺设在所述疏水化气凝胶隔热芯层材料的表面的纤维织物的厚度的1~10%,更优选为3~6%,具体地,例如单次刷涂在所述耐高温夹层热防护材料的上表面的聚碳硅烷前驱体的厚度为铺设在所述疏水化气凝胶隔热芯层材料的上表面的纤维织物的厚度的1~10%,更优选为3~6%,单次刷涂在所述耐高温夹层热防护材料的下表面的聚碳硅烷前驱体的厚度为铺设在所述疏水化气凝胶隔热芯层材料的下表面的纤维织物的厚度的1~10%,更优选为3~6%;在本发明中,所述耐高温抗辐射夹层
热防护材料包括耐高温夹层热防护材料和形成在所述耐高温夹层热防护材料的表面的碳化硅涂层,也即所述耐高温抗辐射夹层热防护材料包括形成有碳化硅涂层的上面板、形成有碳化硅涂层的下面板和位于所述涂有碳化硅涂层的上面板和所述涂有碳化硅涂层的下面板之间的气凝胶隔热芯层材料。
40.本发明采用分步干燥工艺对浸渍有铝溶胶的隔热组件进行了初级致密化,然后采用分级热处理过程进行了致密化热处理,该分级热处理过程实现了不同粒径的溶胶可以烧结交联,能够实现耐高温夹层热防护材料面板的逐步硬化,该分级热处理过程实现了材料的逐步固化和陶瓷化,能够减慢材料的晶型转变过程,避免了多孔结构在迅速收缩过程中发生结构坍塌,实现了耐高温夹层热防护材料的微观结构强韧化,有利于耐高温相的形成及使得纳米骨架更加稳固,提高了材料的结构强度和抗冲刷性能;本发明同时在耐高温夹层热防护材料的面板上进行涂层修饰,引入了高温下稳定性好、具有抗辐射性能的碳化硅组分,使制备出的耐高温抗辐射夹层热防护材料更可以有效用于耐高温高效隔热应用。
41.本发明可根据耐高温抗辐射夹层热防护材料的使用温度、使用压力,确定材料的分级热处理温度,材料经过某个温度预处理后,不稳定相趋于稳定,可以进一步在该环境下使用,热处理温度越高,材料的密度越大,隔热效果会相应降低。
42.根据一些优选的实施方式,所述铝溶胶通过如下步骤制备而成:
43.(a)用水将亚微米级氧化铝颗粒、纳米颗粒、水溶性树脂、正硅酸乙酯分散均匀,得到氧化铝溶液;在本发明中,例如可以通过搅拌的方式分散均匀,所述搅拌的时间例如可以为0.5~5h,优选为0.5~1.5h;本发明发现,所述水溶性树脂的加入,有利于提高初级致密化隔热组件在分级热处理前提高面板整体成型性,促进微纳米颗粒之间的组装和粘接,从而有效提高耐高温抗辐射夹层热防护材料的整体强度和面板强度;在本发明中,亚微米级氧化铝颗粒例如为α氧化铝晶型的亚微米级氧化铝颗粒,可以直接从市面上购买得到,所述纳米颗粒例如可以为无定形纳米氧化铝颗粒和/或无定形纳米二氧化硅颗粒,可以直接从市面上购买得到;
44.(b)往所述氧化铝溶液中加入表面活性剂并搅拌均匀,然后经过超声处理,得到所述铝溶胶;在本发明中,所述表面活性剂的加入可以使得溶胶颗粒不发生沉降。
45.本发明发现采用上述步骤(a)和步骤(b)制得的含有亚微米级氧化铝颗粒和纳米颗粒的分等级颗粒的铝溶胶,其中亚微米级氧化铝颗粒可以有效提高材料的耐温性,而纳米颗粒可以填充在纤维织物的孔隙中有效提高材料的致密化程度;采用的该铝溶胶的颗粒尺寸和晶型均是为了高温高强度性能所设定,该组分采用耐高温等级高的α氧化铝晶型的亚微米级氧化铝颗粒为主要基本组成,α氧化铝主要可以提高面板的耐温性,而该铝溶胶中的纳米氧化铝颗粒和纳米二氧化硅颗粒作为高温下熔融的粘接相,能够有效提高面板致密度,提高面板整体强度;此外,本发明中含有分等级颗粒的铝溶胶能同时避免纳米颗粒与纤维之间存在强结合而导致纤维变脆的问题;并且,采用上述步骤(a)和步骤(b)制得的所述铝溶胶为硅铝复合组分,该硅铝复合组分可以形成更耐高温相的莫来石相,可以更有效的提高耐高温抗辐射夹层热防护材料的耐温性;本发明采用耐温等级更好的硅铝复合铝溶胶作为基体材料,使制备出的耐高温抗辐射夹层热防护材料可以有效用于耐高温轻质隔热应用。本发明发现,若仅采用纳米颗粒、水溶性树脂和正硅酸乙酯在表面活性剂作用下制得硅铝复合组分的铝溶胶,会使制得的初级致密化隔热组件在进行分级热处理后面板收缩严
重,明显降低最终制得的耐高温抗辐射夹层热防护材料的耐温性能以及力学性能;若采用现有技术中的硅溶胶浸渍隔热组件,也会明显降低最终制得的耐高温抗辐射夹层热防护材料的耐温性能,使得其耐温性能仅能到达1200℃。
46.根据一些优选的实施方式,所述亚微米级氧化铝颗粒的粒径为100~300nm;所述纳米颗粒的粒径为10~60nm,优选的是,所述纳米颗粒为纳米氧化铝颗粒和/或纳米二氧化硅颗粒,更优选的是,所述纳米颗粒为纳米氧化铝颗粒;所述水溶性树脂为水性丙烯酸树脂、水性环氧树脂、水性有机硅树脂、水性聚氨酯树脂中的一种或多种;本发明对所述水性丙烯酸树脂、水性环氧树脂、水性有机硅树脂、水性聚氨酯树脂没有特别的限制,采用直接市面上可售的产品即可;所述表面活性剂为月桂醇硫酸钠、直链烷基苯磺酸钠(例如十二烷基苯磺酸钠)、脂肪醇聚氧乙烯醚硫酸钠中的一种或多种。
47.根据一些优选的实施方式,所述亚微米级氧化铝颗粒与所述纳米颗粒的质量比为100:(5~30)(例如100:5、100:10、100:15、100:20、100:25或100:30),更优选为100:(10~20);在本发明中,优选为所述亚微米级氧化铝颗粒与所述纳米颗粒的质量比为100:(5~30),这是因为,本发明发现,若所述亚微米级氧化铝颗粒的含量过高则会导致高温下熔融的粘接相成分过少,不能起到有效粘接的作用,从而无法有效提高面板致密度,提高面板整体强度,而若所述亚微米级氧化铝颗粒的含量过低,则不利于材料的耐温性能的提高。
48.根据一些优选的实施方式,在所述氧化铝溶液中,所述水溶性树脂的质量百分含量为0.1~5%(例如0.1%、0.5%、1%、1.5%、2%、2.5%、3%、3.5%、4%、4.5%或5%),该质量百分含量的水溶性树脂的加入,有利于提高初级致密化隔热组件在分级热处理前提高面板整体成型性,促进微纳米颗粒之间的组装和粘接,从而有效提高耐高温抗辐射夹层热防护材料的整体强度和面板强度;在所述氧化铝溶液中,所述水的质量百分含量为50~70%(例如50%、55%、60%、65%或70%);在所述氧化铝溶液中,所述正硅酸乙酯的质量百分含量为1~10%(例如1%、1.5%、2%、2.5%、3%、3.5%、4%、4.5%、5%、5.5%、6%、6.5%、7%、7.5%、8%、8.5%、9%、9.5%或10%);所述表面活性剂的用量为所述氧化铝溶液的质量的0.05~0.5%(例如0.05%、0.08%、0.1%、0.2%、0.3%、0.4%或0.5%);在本发明中,优选为所述氧化铝溶液包含以质量百分含量计的如下组分:水50~70%;正硅酸乙酯1~10%;水溶性树脂0.1~5%;余量为亚微米级氧化铝颗粒和纳米颗粒,且所述亚微米级氧化铝颗粒与所述纳米颗粒的质量比为100:(5~30),该配方下的所述氧化铝溶液有利于保证制得固含量为10~40%的铝溶胶。
49.根据一些优选的实施方式,所述铝溶胶的固含量为10~40%(例如10%、15%、20%、25%、30%、35%或40%),更优选的是,所述铝溶胶的固含量为15~30%;在本发明中,优选为得到固含量为10~40%的所述铝溶胶,有利于在保证所述铝溶胶中的分散颗粒不沉降的条件下具有较高的固含量,可以有效减少纤维织物浸渍次数,提高制备效率;在本发明中,所述铝溶胶的固含量指的是亚微米级氧化铝颗粒、纳米颗粒(例如纳米氧化铝颗粒)以及正硅酸乙酯生成的纳米二氧化硅颗粒的质量百分含量之和。
50.根据一些优选的实施方式,在步骤(b)中,所述搅拌的时间为0.5~5h(例如0.5、1、1.5、2、2.5、3、3.5、4、4.5或5h),优选为0.5~1.5h;和/或所述超声处理的时间为10~120min(例如10、15、20、25、30、35、40、45、50、55、60、65、70、75、80、85、90、95、100、105、110、115或120min),优选为20~60min(例如20、25、30、35、40、45、50、55或60min);本发明对所述
搅拌的转速和所述超声处理的功率没有特别的限制。
51.根据一些优选的实施方式,在步骤(5)中:所述固化的温度为100~300℃(例如180℃、200℃、250℃或300℃),所述固化的时间为1~12h(例如1、2、3、4、5、6、7、8、9、10、11或12h);在一些更优选的实施例中,所述固化包括第一温度阶段固化、第二温度阶段固化和第三温度阶段固化;所述第一温度阶段固化的温度为100~140℃(例如100℃、120℃或140℃),第一温度阶段固化的时间为1~4h优选1~2h;所述第二温度阶段固化的温度为150~200℃(例如150℃、180℃或200℃),第二温度阶段固化的时间为1~4h优选为1~2h;所述第三温度阶段固化的温度为200~300℃(例如200℃、220℃、250℃、280℃或300℃),第三温度阶段固化的时间为1~4h优选为1~2h;和/或所述裂解在惰性气氛下进行,所述裂解的温度为700~1200℃优选为(例如700℃、750℃、800℃、850℃、900℃、950℃、1000℃、1050℃、1100℃、1150℃或1200℃)优选为700~1100℃,所述裂解的时间为1~12h(例如1、2、3、4、5、6、7、8、9、10、11或12h),优选为2~4h(例如2、2.5、3、3.5或4h);在本发明中,所述裂解过程中的升温速率例如可以为1~5℃/min;在本发明中,所述聚碳硅烷前驱体依次经过固化和裂解的步骤后形成的碳化硅涂层的陶瓷产率例如可以为50~85%;在本发明中,所述惰性气氛例如可以为氩气和/或氮气气氛;本发明发现,在惰性气氛保护下形成的碳化硅涂层可以实现良好的抗氧化性。
52.根据一些优选的实施方式,在步骤(1)中:所述气凝胶隔热芯层材料为耐高温气凝胶材料或者由纤维棉毡和耐高温气凝胶材料复合而成,优选的是,所述纤维棉毡为莫来石纤维棉毡、碳纤维棉毡、碳化硅纤维棉毡或氧化铝纤维棉毡;在本发明中,当所述气凝胶隔热芯层材料由纤维棉毡和耐高温气凝胶材料复合而成时,所述耐高温气凝胶材料分布在纤维棉毡的孔隙中。本发明发现,本发明中所述耐高温气凝胶材料的选用相比现有技术中的二氧化硅气凝胶,能够明显提高耐高温抗辐射夹层热防护材料的面板与气凝胶隔热芯层材料之间的结合强度以及提高耐高温抗辐射夹层热防护材料的耐温性能。
53.根据一些优选的实施方式,在步骤(1)中,进行所述疏水化处理采用的疏水试剂为硅氧烷类疏水试剂和/或氟硅烷类疏水试剂,优选的是,采用的疏水试剂的用量为气凝胶隔热芯层材料的质量的1~15%(例如1、1.5、2、2.5、3、3.5、4、4.5、5、5.5、6、6.5、7、7.5、8、8.5、9、9.5、10、10.5、11、11.5、12、12.5、13、13.5、14、14.5或15%);在本发明中,所述硅氧烷类疏水试剂例如可以为三甲基甲氧基硅烷、三甲基乙氧基硅烷、二甲基二甲氧基硅烷、二甲基二乙氧基硅烷、二甲基甲氧基硅烷、二甲基乙氧基硅烷、甲基三甲氧基硅烷、甲基三乙氧基硅烷、苯基三乙氧基硅烷和五氟苯基三乙氧基硅烷中的一种或多种;所述氟硅烷类疏水试剂例如可以为十三氟辛基三甲氧基硅烷、十七氟癸基三甲氧基硅烷、五氟苯基三甲氧基硅烷中的一种或多种。根据一些优选的实施方式,所述疏水化处理的温度为80~150℃(例如80℃、85℃、90℃、95℃、100℃、105℃、110℃、115℃、120℃、125℃、130℃、135℃、140℃、145℃或150℃),所述疏水化处理的时间为1~4d(例如1、1.5、2、2.5、3、3.5或4d);在一些具体的实施例中,例如将打孔处理后的气凝胶隔热芯层材料置于密闭容器中,抽真空后进行所述疏水化处理,所述疏水化处理的温度为80~150℃,所述疏水化处理的时间为1~4d,其中,单位“d”表示时间单位“天”。
54.根据一些优选的实施方式,在步骤(2)中:所述缝合线采用氧化铝纤维束,优选的是,所述缝合线采用经过加捻和/或硬化处理的氧化铝纤维束;在本发明中,优选为所述缝
合线采用耐高温的氧化铝纤维束,本发明发现,采用氧化铝纤维束进行缝合后制得的耐高温抗辐射夹层热防护材料在进行抗冲刷性能测试时,不会出现缝合线碎裂,且不会出现面板与气凝胶隔热芯层材料分离的现象,而若采用莫来石纤维束作为缝合线进行缝合,最终得到的抗辐射夹层热防护材料在进行抗冲刷性能测试时,会出现缝合线碎裂,并且会出现面板与气凝胶隔热芯层材料分离的现象,且会明显降低抗辐射夹层热防护材料的耐热温度。
55.根据一些优选的实施方式,所述缝合采用z向缝合,在本发明中,优选为采用z向缝合固定所述纤维织物和所述疏水化气凝胶隔热芯层材料。
56.本发明对所述缝合的缝合间距和针孔直径没有特别的要求,在一些具体的实施例中,所述缝合的缝合间距优选为8~15mm;和/或所述缝合采用的缝合针的针孔直径优选为1~2mm。
57.根据一些优选的实施方式,在步骤(2)中:所述纤维织物为由氧化铝纤维、莫来石纤维、碳纤维、碳化硅纤维中的一种或者任意两种以上的纤维编织得到的纤维编织物,更优选的是,所述纤维织物为由氧化铝纤维制成的纤维编织物(简记为氧化铝纤维织物);本发明优选为采用耐温等级更高的氧化铝纤维织物作为面板材料,采用耐温等级更好的复合铝溶胶作为基体材料,制备抗辐射夹层隔热材料可以有效用于耐高温轻质隔热应用,这种改进方法更具有可行性。
58.根据一些优选的实施方式,铺设在疏水化气凝胶隔热芯层材料的上下表面的纤维织物的厚度独立地为0.1~3mm,在一些具体的实施例中,铺设在疏水化气凝胶隔热芯层材料的上表面的纤维织物的厚度例如为1.8~3mm,铺设在疏水化气凝胶隔热芯层材料的下表面的纤维织物的厚度例如为0.1~1.5mm。
59.根据一些优选的实施方式,在步骤(1),依次进行打孔处理和疏水化处理前的所述气凝胶隔热芯层材料的厚度为5~30mm,优选为10~25mm。
60.根据一些优选的实施方式,在步骤(3)中,所述浸渍为真空浸渍,真空浸渍的条件为:在温度为20~30℃并且真空度为0.1~0.5mpa的条件下进行抽真空浸渍0.1~1h。
61.根据一些优选的实施方式,在步骤(3)中,在将得到的浸渍有铝溶胶的隔热组件进行干燥之前,先将得到的浸渍有铝溶胶的隔热组件先在室温下放置1~12h(例如1、2、3、4、5、6、7、8、9、10、11或12h),更优选为4~8h;在一些具体的实施例中,步骤(3)为:将所述隔热组件浸渍在铝溶胶中,得到浸渍有铝溶胶的隔热组件,然后将浸渍有铝溶胶的隔热组件在室温(20~30℃)下放置1~12h,然后先在40~80℃下干燥4~12h,再在100~150℃下干燥1~12h,得到初级致密化隔热组件;本发明发现,先将得到的浸渍有铝溶胶的隔热组件先在室温下放置1~12h更优选为4~8h,然后进行分步干燥工艺,有利于得到材料内部致密的耐高温抗辐射夹层热防护材料,有利于提高耐高温抗辐射夹层热防护材料的面板与气凝胶隔热芯层材料的结合强度,且能有效提高耐高温抗辐射夹层热防护材料的高温力学性能以及耐热温度;而若直接将得到的浸渍有铝溶胶的隔热组件进行一步干燥工艺,会使最终制得的抗辐射夹层热防护材料的表面存在大量浮胶,内部不够致密,导致气凝胶隔热芯层材料与面板的结合强度弱,抗辐射夹层热防护材料的力学性能降低,且耐温性能降低。
62.根据一些优选的实施方式,在进行步骤(4)之前,先重复步骤(3)2~10次(例如2、3、4、5、6、7、8、9或10次),在本发明中,优选为重复步骤(3)2~10次,更优选为重复步骤(3)2
~5次,本发明发现,若步骤(3)的重复步骤不够,会使得抗辐射夹层热防护材料的面板致密度不够,面板较软,无法承受应力,会明显降低耐高温抗辐射夹层热防护材料的力学性能以及耐温性能。
63.根据一些优选的实施方式,所述方法还包括重复步骤(5)1~10次(例如1、2、3、4、5、6、7、8、9或10次)优选为重复步骤(5)2~6次(例如2、3、4、5或6次)的步骤,如此有利于提高形成的碳化硅涂层的致密性,从而更好的提高耐高温抗辐射夹层热防护材料的抗氧化性和耐温性能。
64.根据一些优选的实施方式,在步骤(4)中:所述两个以上不同温度阶段进行分级热处理包括第一温度阶段热处理、第二温度阶段热处理、第三温度阶段热处理、第四温度阶段热处理和第五温度阶段热处理;所述第一温度阶段热处理的温度为200℃~450℃(例如200℃、250℃、300℃、350℃、400℃或450℃),第一温度阶段热处理的时间为1~10h(例如1、2、3、4、5、6、7、8、9或10h),优选1~5h(例如1、1.5、2、2.5、3、3.5、4、4.5或5h);所述第二温度阶段热处理的温度为450℃~600℃(450℃、500℃、550℃或600℃),第二温度阶段热处理的时间为1~10h(例如1、2、3、4、5、6、7、8、9或10h),优选1~5h(例如1、1.5、2、2.5、3、3.5、4、4.5或5h);所述第三温度阶段热处理的温度为700℃~900℃,第三温度阶段热处理的时间为1~10h(例如1、2、3、4、5、6、7、8、9或10h),优选1~5h(例如1、1.5、2、2.5、3、3.5、4、4.5或5h);所述第四温度阶段热处理的温度为1000℃~1150℃,第四温度阶段热处理的时间为1~10h(例如1、2、3、4、5、6、7、8、9或10h),优选1~5h(例如1、1.5、2、2.5、3、3.5、4、4.5或5h);所述第五温度阶段热处理的温度为1150℃~1300℃(例如1150℃、1200℃、1250℃或1300℃),第五温度阶段热处理的时间为1~10h(例如1、2、3、4、5、6、7、8、9或10h),优选1~5h(例如1、1.5、2、2.5、3、3.5、4、4.5或5h);在本发明中,所述分级热处理例如可以在马弗炉中进行,升温速率例如可以为1~10℃/min(例如1、2、3、4、5、6、7、8、9或10℃/min)。
65.在本发明中,所述两个以上不同温度阶段进行分级热处理优选为包括所述第一温度阶段热处理、所述第二温度阶段热处理、所述第三温度阶段热处理、所述第四温度阶段热处理和所述第五温度阶段热处理,这是因为将步骤(3)得到的初级致密化隔热组件的面板在第一阶段在200
‑
450℃下低温处理使有机物固化,有利于使微纳米颗粒均匀堆叠;待上述第一阶段步骤进行后,进行第二阶段,450~600℃的条件下热处理,有利于使面板中的有机物含量缓慢分解;待上述第二阶段完成,进行第三阶段,700℃~900℃的条件下热处理,如此有利于面板基体中低温相烧结,增加面板强度;待上述第三阶段完成,进行第四阶段,1000℃~1150℃的条件下热处理,如此有利于面板基体中的中温相烧结,进一步使熔融相填充到大颗粒缝隙中,增加面板致密度,提高强度;待上述第四阶段完成,进行第五阶段,1150℃~1300℃的条件下热处理,如此有利于面板基体中的高温相烧结,进一步使面板形成一个整体,增加面板致密度,同时生成高温稳定相,提高强度,从而得到结构骨架强健的耐高温抗辐射夹层热防护材料。本发明发现,采用包括五个温度阶段的分级热处理过程相比采用包括两个温度阶段的分级热处理过程或者一步热处理过程,可以明显提高面板的强度,从而有利于提高最终制得的耐高温抗辐射夹层热防护材料的抗冲刷性能。
66.根据一些具体的实施方式,所述耐高温抗辐射夹层热防护材料的制备包括如下步骤:
67.①
采用已有的耐高温气凝胶材料作为气凝胶隔热芯层材料,对气凝胶隔热芯层材
料进行打孔处理和疏水化处理,获得疏水化气凝胶隔热材料芯层;
68.②
将纤维织物铺设在疏水化气凝胶隔热芯层材料的上下表面,对疏水化气凝胶隔热芯层材料进行上下纤维织物面板缝合,得到隔热组件;其中,缝合线采用耐高温的氧化铝纤维束。
69.③
将亚微米级氧化铝颗粒、纳米氧化铝颗粒、水溶性树脂、正硅酸乙酯加入水中并搅拌均匀,得到分散均匀的氧化铝溶液;向所述氧化铝溶液加入表面活性剂并搅拌均匀,并经超声处理,从而得到分散均匀的铝溶胶。
70.④
将步骤
②
获得的隔热组件置于步骤
③
得到的铝溶胶中真空浸渍,真空浸渍为:在温度为25℃并且真空度为0.1~0.5mpa的条件下进行抽真空浸渍0.1~1h,然后将浸渍有铝溶胶的隔热组件在室温25℃下放置1~12h,然后在抽真空的条件下先在40~80℃下干燥4~12h,然后在100~150℃下干燥1~12h,得到初级致密化隔热组件。
71.⑤
重复步骤
④
2~10次。
72.⑥
对步骤
⑤
得到的材料进行分级热处理过程,得到耐高温夹层热防护材料;分级热处理制度包括第一温度阶段热处理、第二温度阶段热处理、第三温度阶段热处理、第四温度阶段热处理和第五温度阶段热处理;所述第一温度阶段热处理的温度为200℃~450℃,第一温度阶段热处理的时间为1~10h;所述第二温度阶段热处理的温度为450℃~600℃,第二温度阶段热处理的时间为1~10h;所述第三温度阶段热处理的温度为700℃~900℃,第三温度阶段热处理的时间为1~10h;所述第四温度阶段热处理的温度为1000℃~1150℃,第四温度阶段热处理的时间为1~10h;所述第五温度阶段热处理的温度为1150℃~1300℃,第五温度阶段热处理的时间为1~10h。
73.⑦
采用聚碳硅烷前驱体刷涂所述耐高温夹层热防护材料的表面,然后将刷涂有所述聚碳硅烷前驱体的耐高温夹层热防护材料依次进行固化和裂解的步骤;所述固化的温度为100~300℃,所述固化的时间为1~12h;所述裂解在惰性气氛下进行,所述裂解的温度为1000~1200℃,所述裂解的时间为1~12h。
74.⑧
重复步骤
⑦
1至10次,制得耐高温抗辐射夹层热防护材料。
75.本发明发现,在上述步骤
①
至步骤
⑧
的共同作用下,才更有利于保证制得抗冲刷性能优异、耐高温性能好、高温下结构稳固、高温热处理后轻质、高强度的耐高温抗辐射夹层热防护材料;本发明发现,在制备所述耐高温抗辐射夹层热防护材料时,任一步骤的缺失均不利于制得综合性能最佳的所述耐高温抗辐射夹层热防护材料。
76.本发明在第二方面提供了由本发明在第一方面所述的制备方法制得的耐高温抗辐射夹层热防护材料。本发明方法制备的耐高温抗辐射夹层热防护材料的气凝胶隔热芯层材料与面板的结合强度高,整体结构强度高,力学性能优异,抗冲刷性能优异,耐温性高达1600℃以上,使用时间为1800s以上,在一些优选的实施方案中制备的所述耐高温抗辐射夹层热防护材料在室温下的压缩强度在1.5~2.5mpa之间,在耐热温度下的拉伸强度不低于5mpa,其包括的面板的室温拉伸强度大于100mpa,在耐热温度下的拉伸强度大于25mpa。
77.下文将通过举例的方式对本发明进行进一步的说明,但是本发明的保护范围不限于这些实施例。
78.实施例1
79.①
采用厚度为10mm耐高温异形纳米晶气凝胶材料作为气凝胶隔热芯层材料,对气
凝胶隔热芯层材料进行机加打孔,然后进行疏水化处理,获得疏水化气凝胶隔热材料芯层;所述耐高温异形纳米晶气凝胶材料采用的是参考中国专利申请cn110282958a中实施例4的方法制备的耐热温度为1400℃的耐高温异形纳米晶气凝胶材料;所述疏水化处理为:将机加打孔后的气凝胶隔热芯层材料置于密闭容器中,加入占气凝胶隔热芯层材料的质量的15%的三甲氧基甲基硅烷疏水试剂,抽真空后进行疏水化处理,疏水化处理的温度为100℃,疏水化处理的时间为2d。
80.②
将采用氧化铝纤维编织成的纤维织物铺设在疏水化气凝胶隔热芯层材料的上下表面,对疏水化气凝胶隔热芯层材料进行上下纤维织物面板缝合(z向缝合),得到隔热组件;其中,缝合线采用经过加捻和端头硬化处理的耐高温的氧化铝纤维束;铺设在疏水化气凝胶隔热芯层材料的上表面的纤维织物的厚度为2mm,铺设在疏水化气凝胶隔热芯层材料的下表面的纤维织物的厚度为0.5mm。
81.③
将亚微米级氧化铝颗粒、纳米氧化铝颗粒、水溶性树脂、正硅酸乙酯加入水中并搅拌均匀(搅拌时间30min),得到分散均匀的氧化铝溶液;向所述氧化铝溶液加入表面活性剂并搅拌均匀(搅拌时间30min),并经超声处理(超声处理40min),从而得到分散均匀的铝溶胶,所述铝溶胶中包括组分有α相氧化铝、无定形氧化铝和无定形二氧化硅;所述氧化铝溶液包含以质量百分含量计的如下组分:水65%;正硅酸乙酯10%;水溶性树脂2.5%;余量为亚微米级氧化铝颗粒和纳米氧化铝颗粒,且所述亚微米级氧化铝颗粒与所述纳米氧化铝颗粒的质量比为100:15;所述表面活性剂的用量为所述氧化铝溶液的质量的0.08%;其中,亚微米级氧化铝颗粒为粒径范围在100
‑
300nm的α氧化铝晶型的亚微米级氧化铝颗粒,纳米氧化铝颗粒为粒径范围在10
‑
60nm的无定形氧化铝纳米颗粒,水溶性树脂为水性环氧树脂,表面活性剂为月桂醇硫酸钠。
82.④
将步骤
②
获得的隔热组件置于步骤
③
得到的铝溶胶中真空浸渍,真空浸渍为:在温度为25℃并且真空度为0.25mpa的条件下进行抽真空浸渍1h,然后将浸渍有铝溶胶的隔热组件在室温25℃下放置6h,然后在抽真空的条件下先在60℃下干燥12h,然后在120℃下干燥6h,得到初级致密化隔热组件。
83.⑤
重复步骤
④
2次。
84.⑥
对步骤
⑤
得到的材料进行分级热处理过程,制得耐高温夹层热防护材料;其中,分级热处理制度包括第一温度阶段热处理、第二温度阶段热处理、第三温度阶段热处理、第四温度阶段热处理和第五温度阶段热处理;所述第一温度阶段热处理的温度为200℃,第一温度阶段热处理的时间为2h;所述第二温度阶段热处理的温度为500℃,第二温度阶段热处理的时间为2h;所述第三温度阶段热处理的温度为900℃,第三温度阶段热处理的时间为2h;所述第四温度阶段热处理的温度为1100℃,第四温度阶段热处理的时间为2h;所述第五温度阶段热处理的温度为1200℃,第五温度阶段热处理的时间为2h。
85.⑦
采用聚碳硅烷前驱体刷涂所述耐高温夹层热防护材料的表面,然后将刷涂有所述聚碳硅烷前驱体的耐高温夹层热防护材料进行抽真空排气泡后依次进行固化和裂解的步骤;刷涂在所述耐高温夹层热防护材料的上表面的聚碳硅烷前驱体的厚度为铺设在所述疏水化气凝胶隔热芯层材料的上表面的纤维织物的厚度的3%,刷涂在所述耐高温夹层热防护材料的下表面的聚碳硅烷前驱体的厚度为铺设在所述疏水化气凝胶隔热芯层材料的下表面的纤维织物的厚度的3%,所述聚碳硅烷前驱体包含固态聚碳硅烷溶质和二甲苯溶
剂,所述聚碳硅烷前驱体为浓度为50wt%的固态聚碳硅烷的二甲苯溶液;所述固化程序为:先在120℃固化1.5h,然后在180℃固化1.5h,最后在250℃固化1.5h;所述裂解的温度为1100℃,所述裂解的时间为2h,所述裂解在氮气气氛下进行。
86.⑧
重复步骤
⑦
3次,制得耐高温抗辐射夹层热防护材料。
87.对实施例1中耐高温抗辐射夹层热防护材料进行隔热性能测试,发现耐高温抗辐射夹层热防护材料的表面无失光、无变色、无脱落,其它性能指标如表1所示。
88.实施例1制备的耐高温抗辐射夹层热防护材料的密度为0.5g/cm3,使用温度为1600℃,使用时间为1800s以上,室温热导率为0.04w/m
·
k。
89.实施例1中的线收缩率,制得是步骤
⑥
制备的耐高温夹层热防护材料与没有经过步骤
⑥
的分级热处理过程的材料(步骤
⑤
得到的材料)相比,线收缩率仅为0.2%;同样地,表1中其它实施例以及对比例中的线收缩率均指的是热处理后制得的耐高温夹层热防护材料与没有经过热处理过程的材料相比的线收缩率。
90.实施例1制备的耐高温抗辐射夹层热防护材料的使用温度为1600℃,使用时间为1800s,表示的是本实施例制得的耐高温抗辐射夹层热防护材料在1600℃下使用1800s后,在1600℃下使用后的耐高温抗辐射夹层热防护材料相比使用前的耐高温抗辐射夹层热防护材料的线收缩率不大于5%,即可认为该耐高温抗辐射夹层热防护材料的耐热温度可达1600℃,而在更高的温度下使用1800s,其线收缩率会大于5%;同样地,表1中其它实施例以及对比例中(对比例4除外)耐热温度均指的是在该耐热温度下使用时间1800s,线收缩率不大于5%,而在高于该耐热温度条件下使用1800s则其线收缩率会大于5%;对比例3中的耐热温度1500℃指的是在1500℃使用1200s后,在1500℃下使用后的耐高温夹层热防护材料相比使用前的耐高温夹层热防护材料的线收缩率不大于5%。
91.实施例1制备的耐高温抗辐射夹层热防护材料在其耐热温度1600℃下的拉伸强度为10mpa,在室温下的压缩强度为1.7mpa,结果如表1所示;实施例1还得对制备的耐高温抗辐射夹层热防护材料包括的形成有碳化硅涂层的上面板的室温拉伸强度和耐热温度1600℃下的拉伸强度进行了测试,结果如表1所示。
92.实施例2
93.实施例2与实施例1基本相同,不同之处在于:
94.在步骤
①
中,没有对机加打孔后的气凝胶隔热芯层材料进行疏水化处理,而是直接进行后续步骤
②
至
⑧
。
95.对实施例2制备的抗辐射夹层热防护材料进行了与实施例1相同的性能测试,实施例2制备的抗辐射夹层热防护材料的密度大于1.5g/cm3,室温导热系数高达0.12w/m
·
k,其它性能指标如表1所示。
96.实施例3
97.实施例3与实施例1基本相同,不同之处在于:
98.在步骤
②
中,采用莫来石纤维束作为缝合线。
99.对实施例3制备的抗辐射夹层热防护材料进行了抗冲刷性能测试,发现抗辐射夹层热防护材料的缝合线碎裂,面板与气凝胶隔热芯层材料分离,其它性能指标如表1所示。
100.实施例4
101.实施例4与实施例1基本相同,不同之处在于:
102.步骤
⑥
的分级热处理过程改为一步热处理过程,直接将步骤
⑤
得到的材料在1200℃条件下热处理10h,制得耐高温夹层热防护材料。
103.对实施例4制备的抗辐射夹层热防护材料进行抗冲刷性能测试,发现抗辐射夹层热防护材料的表面考核后面板破裂,其它性能指标如表1所示。
104.实施例5
105.实施例5与实施例1基本相同,不同之处在于:
106.步骤
③
为:将纳米氧化铝颗粒、水溶性树脂、正硅酸乙酯加入水中并搅拌均匀(搅拌时间30min),得到分散均匀的氧化铝溶液;向所述氧化铝溶液加入表面活性剂并搅拌均匀(搅拌时间30min),并经超声处理(超声处理40min),从而得到分散均匀的铝溶胶,所述铝溶胶中包括组分无定形氧化铝和无定形二氧化硅,所述铝溶胶包含的仅为纳米溶胶颗粒;所述氧化铝溶液包含以质量百分含量计的如下组分:水65%;正硅酸乙酯10%;水溶性树脂2.5%;余量为纳米氧化铝颗粒;所述表面活性剂的用量为所述氧化铝溶液的质量的0.08%;其中,纳米氧化铝颗粒为粒径范围在10
‑
60nm的无定形氧化铝纳米颗粒,水溶性树脂为水性环氧树脂,表面活性剂为月桂醇硫酸钠。
107.对实施例5中制得的抗辐射夹层热防护材料进行步骤
⑥
中的分级热处理后面板收缩严重,其它性能指标如表1所示。
108.实施例6
109.实施例6与实施例1基本相同,不同之处在于:
110.在步骤
⑤
中,仅重复步骤
④
1次。
111.对实施例6制得的抗辐射夹层热防护材料进行力学性能测试,发现抗辐射夹层热防护材料的面板软、无法承受应力,其它性能指标如表1所示。
112.实施例7
113.实施例7与实施例1基本相同,不同之处在于:
114.步骤
④
为:将步骤
②
获得的隔热组件置于步骤
③
得到的铝溶胶中真空浸渍,真空浸渍为:在温度为25℃并且真空度为0.25mpa的条件下进行抽真空浸渍1h,然后将浸渍有铝溶胶的隔热组件直接在120℃下干燥2h,得到初级致密化隔热组件。
115.实施例7制备的抗辐射夹层热防护材料表面存在大量浮胶,内部不够致密,其它性能指标如表1所示。
116.实施例8
117.实施例8与实施例1基本相同,不同之处在于:
118.步骤
③
为:将亚微米级氧化铝颗粒、水溶性树脂、正硅酸乙酯加入水中并搅拌均匀(搅拌时间30min),得到分散均匀的氧化铝溶液;向所述氧化铝溶液加入表面活性剂并搅拌均匀(搅拌时间30min),并经超声处理(超声处理40min),从而得到分散均匀的铝溶胶,所述铝溶胶中包括组分有α相氧化铝和无定形二氧化硅;所述氧化铝溶液包含以质量百分含量计的如下组分:水65%;正硅酸乙酯10%;水溶性树脂2.5%;余量为亚微米级氧化铝颗粒,所述表面活性剂的用量为所述氧化铝溶液的质量的0.08%;其中,亚微米级氧化铝颗粒为粒径范围在100
‑
300nm的α氧化铝晶型的亚微米级氧化铝颗粒,水溶性树脂为水性环氧树脂,表面活性剂为月桂醇硫酸钠。
119.实施例8制备的抗辐射夹层热防护材料的性能指标如表1所示。
120.实施例9
121.实施例9与实施例1基本相同,不同之处在于:
122.步骤
③
为:将亚微米级氧化铝颗粒、纳米氧化铝颗粒、水溶性树脂、正硅酸乙酯加入水中并搅拌均匀(搅拌时间30min),得到分散均匀的氧化铝溶液;向所述氧化铝溶液加入表面活性剂并搅拌均匀(搅拌时间30min),并经超声处理(超声处理40min),从而得到分散均匀的铝溶胶,所述铝溶胶中包括组分有α相氧化铝、无定形氧化铝和无定形二氧化硅;所述氧化铝溶液包含以质量百分含量计的如下组分:水65%;正硅酸乙酯10%;水溶性树脂2.5%;余量为亚微米级氧化铝颗粒和纳米氧化铝颗粒,且所述亚微米级氧化铝颗粒与所述纳米氧化铝颗粒的质量比为100:35;所述表面活性剂的用量为所述氧化铝溶液的质量的0.08%;其中,亚微米级氧化铝颗粒为粒径范围在100
‑
300nm的α氧化铝晶型的亚微米级氧化铝颗粒,纳米氧化铝颗粒为粒径范围在10
‑
60nm的无定形氧化铝纳米颗粒,水溶性树脂为水性环氧树脂,表面活性剂为月桂醇硫酸钠。
123.实施例9制备的抗辐射夹层热防护材料的性能指标如表1所示。
124.实施例10
125.实施例10与实施例1基本相同,不同之处在于:
126.步骤
③
为:将亚微米级氧化铝颗粒、纳米氧化铝颗粒、正硅酸乙酯加入水中并搅拌均匀(搅拌时间30min),得到分散均匀的氧化铝溶液;向所述氧化铝溶液加入表面活性剂并搅拌均匀(搅拌时间30min),并经超声处理(超声处理40min),从而得到分散均匀的铝溶胶,所述铝溶胶中包括组分有α相氧化铝、无定形氧化铝和无定形二氧化硅;所述氧化铝溶液包含以质量百分含量计的如下组分:水65%;正硅酸乙酯10%;余量为亚微米级氧化铝颗粒和纳米氧化铝颗粒,且所述亚微米级氧化铝颗粒与所述纳米氧化铝颗粒的质量比为100:15;所述表面活性剂的用量为所述氧化铝溶液的质量的0.08%;其中,亚微米级氧化铝颗粒为粒径范围在100
‑
300nm的α氧化铝晶型的亚微米级氧化铝颗粒,纳米氧化铝颗粒为粒径范围在10
‑
60nm的无定形氧化铝纳米颗粒,表面活性剂为月桂醇硫酸钠。
127.实施例10制备的抗辐射夹层热防护材料的性能指标如表1所示。
128.实施例11
129.实施例11与实施例1基本相同,不同之处在于:
130.步骤
④
为:将步骤
②
获得的隔热组件置于步骤
③
得到的铝溶胶中真空浸渍,真空浸渍为:在温度为25℃并且真空度为0.25mpa的条件下进行抽真空浸渍1h,然后将浸渍有铝溶胶的隔热组件在抽真空的条件下先在60℃下干燥12h,然后在120℃下干燥6h,得到初级致密化隔热组件。
131.实施例11制备的抗辐射夹层热防护材料的性能指标如表1所示。
132.实施例12
133.实施例12与实施例1基本相同,不同之处在于:
134.步骤
⑥
为:对步骤
⑤
得到的材料进行分级热处理过程,制得耐高温夹层热防护材料;其中,分级热处理制度包括第一温度阶段热处理和第二温度阶段热处理;所述第一温度阶段热处理的温度为200℃,第一温度阶段热处理的时间为4h;所述第二温度阶段热处理的温度为1100℃,第二温度阶段热处理的时间为6h。
135.实施例12制备的抗辐射夹层热防护材料的性能指标如表1所示。
136.对比例1
137.对比例1与实施例1基本相同,不同之处在于:
138.步骤
①
中采用的气凝胶隔热芯层材料为现有技术中的二氧化硅气凝胶材料。
139.对比例1制备的抗辐射夹层热防护材料的性能指标如表1所示。
140.对比例2
141.对比例2与实施例1基本相同,不同之处在于:
142.直接采用现有技术中的硅溶胶替换步骤
③
中的铝溶胶对隔热组件进行浸渍。
143.对比例2制备的抗辐射夹层热防护材料的性能指标如表1所示。
144.对比例3
145.对比例3与实施例1基本相同,不同之处在于:
146.步骤
②
中采用的纤维织物为石英纤维编织而成的纤维织物。
147.对比例3制备的抗辐射夹层热防护材料的性能指标如表1所示。
148.对比例4
149.对比例4与实施例1基本相同,不同之处在于:
150.本对比例不包括步骤
⑦
和步骤
⑧
。
151.对比例4制得的耐高温夹层热防护材料的密度为0.45g/cm3,使用温度为1500℃,使用时间为1200s,室温热导率为0.044w/m
·
k,线收缩率仅为0.2%;其在耐热温度1500℃下的拉伸强度为5mpa,在室温下的压缩强度为1.5mpa,对比例1制备的耐高温夹层热防护材料包括的上面板的室温拉伸强度为85mpa,在耐热温度1500℃下的拉伸强度为26mpa。
152.对比例4制得的耐高温夹层热防护材料的性能指标如表1所示。
153.[0154][0155]
特别说明的是,表1中各实施例以及对比例制得的抗辐射夹层热防护材料的高温拉伸强度及抗辐射夹层热防护材料的上面板的高温拉伸强度均测试的是在其耐热温度下
的拉伸强度;表1中,“强结合”、“中结合”和“弱结合”表示的是面板与气凝胶隔热芯层材料之间的结合强度大小,“强结合”、“中结合”和“弱结合”表示面板与气凝胶隔热芯层材料之间的结合强度依次减小。
[0156]
本发明未详细说明部分为本领域技术人员公知技术。
[0157]
最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

