1.本实用新型涉及加工设备技术领域,具体涉及一种通用变径真空吸具。
背景技术:
2.工件的装夹是机械加工工艺中重要的一个环节,其影响加工质量和效率。而真空吸具是一种精密加工中使用的特殊工件装夹装置,其对吸具抽真空,利用吸具表面的吸附孔,实现工件与吸具贴合面与外露大气表面之间的压力差吸住工件,以达到固定工件的目的。
3.对于具有中空结构环形类工件(含非中空类)的真空吸附,多依据工件环形面尺寸定制不同结构和尺寸的吸具,吸具的成本高且影响加工效率;或者使用胶带堵上多余通气孔,而胶带粘贴后的表面,作为基准面,清理不便,常需要对吸具重新加工,与定制吸具一样会增加加工成本和时间。
技术实现要素:
4.针对上述现有采用真空吸具夹持中空结构的环形工件时,吸具成本高和加工时间长的技术问题;本实用新型提供了一种通用变径真空吸具,能够实现吸具的吸附直径快速调节,且不会污染吸具基准面,针对于多种尺寸的工件无需专门定制吸具,降低了加工成本、缩短了加工时间和保证了工件的加工精度。
5.本实用新型通过下述技术方案实现:
6.一种通用变径真空吸具,包括吸具本体,所述吸具本体内同心设有若干环形通道,所述环形通道圆周分布有若干吸附孔,所述吸附孔向上延伸至吸具本体上端面,所述吸具本体内设有第一直通道和第二直通道;所述第一直通道和第二直通道均从环形通道的圆心沿最外侧环形通道的径向延伸,所述第一直通道沿第一直通道长度方向间隔设有若干用于连通环形通道的第一连通孔和用于连通第二直通道的第二连通孔,所述第一连通孔和第二连通孔的通气状态可调,所述第二直通道用于连通负压源。
7.本实用新型在使用时,将第二直通道与负压源连通,通过控制第一连通孔第二连通孔的通气状态,便可选择相应的环形通道与负压源连通,从而透过吸附孔吸附贴合在吸具本体上端面相应的工件表面,进而通过负压夹持工件,以实现对实心的工件进行夹持。其中,第一直通道和第二直通道均从环形通道的圆心沿最外侧环形通道的径向延伸,当与内层的环形通道连通的第一连通孔处于关闭状态时,与内层环形通道连通的吸附孔则处于关闭状态,从而对中空结构的工件进行吸附。因此本实用新型能够实现吸具的吸附直径快速调节,能够对实心或者中空结构的工件进行夹持,且不会污染吸具基准面,针对于多种尺寸的工件无需专门定制吸具,降低了加工成本、缩短了加工时间和保证了工件的加工精度。
8.作为调节第一连通孔通气状态的一个具体实施方式,所述第一直通道两端分设有第一封堵部和第二封堵部,所述第一封堵部和第二封堵部在第一直通道长度方向的位置可变,以通过第一封堵部和第二封堵部的位置选择相应的环形通道与第一直通道连通。
9.为便于加工第一直通道,所述吸具本体内还设有第三直通道,所述第三直通道与第一直通道同心设置,所述第三直通道一端与第一直通道相连,所述第三直通道另一端贯穿吸具本体,同时也便于分别调节第一封堵部都和第二封堵部的位置。
10.作为调节第一封堵部位置的一个具体实施方式,所述第一封堵部由第一调节螺杆推动,所述第一调节螺杆一端与第一封堵部连接,所述第一调节螺杆与第一直通道侧壁螺接。
11.作为调节第二封堵部位置的一个具体实施方式,所述第二封堵部由第二调节螺杆推动,所述第二调节螺杆一端第二封堵部连接,所述第二调节螺杆与第三直通道螺杆。
12.作为调节第二连通孔通气状态的一个具体实施方式,所述第二直通道内设有第三封堵部,所述第三封堵部在第二直通道长度方向的位置可变。
13.作为调节第三封堵部位置的一个具体实施方式,所述第三封堵部由第三调节螺杆推杆,所述第三调节螺杆一端与第三封堵部连接,所述第三调节螺杆与第二直通道侧壁螺接。
14.为便于加工第二直通道,所述吸具本体内还设有第四直通道,所述第四直通道与第二直通道同心设置,所述第四直通道一端与第二直通道之间设有分隔部,所述第四直通道另一端贯穿吸具本体。
15.为便于加工吸具本体,所述吸具本体包括密封连接的工件夹持盘和固定盘,所述工件夹持盘下端同心设有若干环形槽,所述环形槽与固定盘的上端面围成环形通道,所述第一直通道和第二直通道均设置在固定盘内。
16.优选的,所述固定盘下端面圆心位置设有连接孔,所述连接孔用于连接第二直通道和负压源。
17.本实用新型的有益效果:
18.1、本实用新型通过控制第一连通孔第二连通孔的通气状态,便可选择相应的环形通道与负压源连通,从而透过吸附孔吸附贴合在吸具本体上端面相应的工件表面,进而通过负压夹持工件,能够实现对实心的工件进行夹持;
19.2、第一直通道和第二直通道均从环形通道的圆心沿最外侧环形通道的径向延伸,当与内层的环形通道连通的第一连通孔处于关闭状态时,与内层环形通道连通的吸附孔则处于关闭状态,从而对中空结构的工件进行吸附;
20.3、本实用新型不会污染吸具基准面,有效吸附半径可调节,针对于多种尺寸的工件无需专门定制吸具,降低了加工成本、缩短了加工时间和保证了工件的加工精度。
附图说明
21.此处所说明的附图用来提供对本实用新型实施例的进一步理解,构成本技术的一部分,并不构成对本实用新型实施例的限定。在附图中:
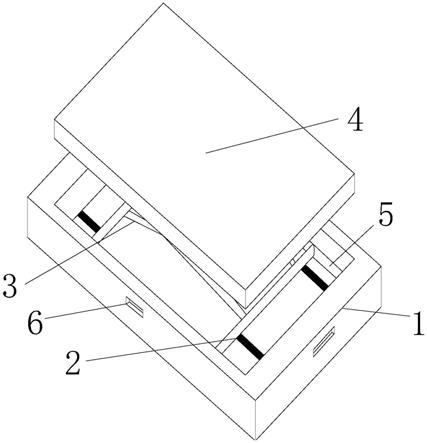
22.图1为本实用新型的工件夹持盘立体机构示意图;
23.图2为本实用新型的工件夹持盘仰视图;
24.图3为本实用新型的固定盘俯视图;
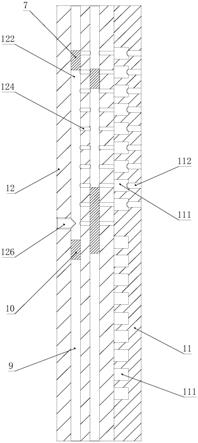
25.图4为图3的a
‑
a面剖视示意图;
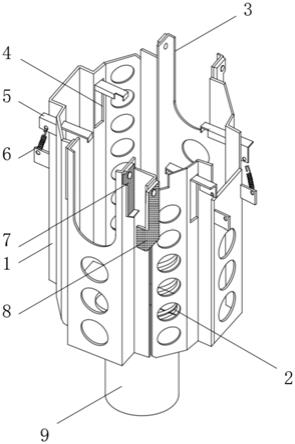
26.图5为本实用新型吸具本体的结构示意图。
27.附图中标记及对应的零部件名称:
28.11
‑
工件夹持盘,111
‑
环形槽,112
‑
吸附孔,12
‑
固定盘,121
‑
第一直通道,122
‑
第二直通道,123
‑
第一连通孔,124
‑
第二连通孔,125
‑
第三直通道,126
‑
连接孔,3
‑
第一封堵部,4
‑
第二封堵部,7
‑
第三封堵部,9
‑
第四直通道,10
‑
分隔部。
具体实施方式
29.为使本实用新型的目的、技术方案和优点更加清楚明白,下面结合实施例和附图,对本实用新型作进一步的详细说明,本实用新型的示意性实施方式及其说明仅用于解释本实用新型,并不作为对本实用新型的限定。
实施例
30.一种通用变径真空吸具,包括吸具本体,所述吸具本体内同心设有若干环形通道,所述环形通道圆周分布有若干吸附孔112,所述吸附孔112向上延伸至吸具本体上端面,所述吸具本体内设有第一直通道121和第二直通道122;所述第一直通道121和第二直通道122均从环形通道的圆心沿最外侧环形通道的径向延伸,所述第一直通道121沿第一直通道121长度方向间隔设有若干用于连通环形通道的第一连通孔123和用于连通第二直通道122的第二连通孔124,所述第一连通孔123和第二连通孔124的通气状态可调,所述第二直通道122用于连通负压源。
31.结合附图具体来说,为便于加工吸具本体,所述吸具本体包括密封连接的工件夹持盘11和固定盘12,所述工件夹持盘11下端同心设有若干环形槽111,所述环形槽111与固定盘12的上端面围成环形通道,所述第一直通道121和第二直通道122均设置在固定盘12内。
32.优选的,所述固定盘12下端面圆心位置设有连接孔126,所述连接孔126用于连接第二直通道122和负压源,以便于连接负压源。
33.其中,为便于加工第一连通孔123和第二连通孔124,所述第一直通道121位于第二直通道122的正上方,同时第一连通孔123和第二连通孔124同心设置,第一连通孔123从固定盘12的上端内延伸至第一直通道121内,且第二连通孔124的孔径大于或等于第一连通孔123的孔径。
34.另外,作为调节第一连通孔123通气状态的一个具体实施方式,所述第一直通道121两端分设有第一封堵部3和第二封堵部4,所述第一封堵部3和第二封堵部4在第一直通道121长度方向的位置可变,以通过第一封堵部3和第二封堵部4的位置选择相应的环形通道与第一直通道121连通。
35.为便于加工第一直通道121,所述吸具本体内还设有第三直通道125,所述第三直通道125与第一直通道121同心设置,所述第三直通道125一端与第一直通道121相连,所述第三直通道125另一端贯穿吸具本体,同时也便于分别调节第一封堵部3都和第二封堵部4的位置。也就是说,第一直通道121和第三直通道125组成的通道沿工件夹持盘11的径向贯穿工件工持盘11。
36.作为调节第一封堵部3位置的一个具体实施方式,所述第一封堵部3由第一调节螺杆推动,所述第一调节螺杆一端与第一封堵部3连接,所述第一调节螺杆与第一直通道121
侧壁螺接。
37.作为调节第二封堵部4位置的一个具体实施方式,所述第二封堵部4由第二调节螺杆推动,所述第二调节螺杆一端第二封堵部4连接,所述第二调节螺杆与第三直通道125螺杆。
38.作为调节第二连通孔124通气状态的一个具体实施方式,所述第二直通道122内设有第三封堵部7,所述第三封堵部7在第二直通道122长度方向的位置可变。
39.作为调节第三封堵部7位置的一个具体实施方式,所述第三封堵部7由第三调节螺杆推杆,所述第三调节螺杆一端与第三封堵部7连接,所述第三调节螺杆与第二直通道122侧壁螺接。
40.为便于加工第二直通道122,所述吸具本体内还设有第四直通道9,所述第四直通道9与第二直通道122同心设置,所述第四直通道9一端与第二直通道122之间设有分隔部10,所述第四直通道9另一端贯穿吸具本体。也就是说,第二直通道122和第四直通道9组成的通道沿工件夹持盘11的径向贯穿工件工持盘11。
41.本实施例的工作原理:
42.使用时,通过连接孔126于连接第二直通道122和负压源,并同步向内或向外调节第一封堵部3和第三封堵部7,从而控制第一连通孔123第二连通孔124的通气状态,便可扩大或缩小吸具本体的有效吸附直径。透过吸附孔112吸附贴合在吸具本体上端面相应的工件表面,进而通过负压夹持工件,以实现对实心的工件进行夹持。
43.其中,第一直通道121和第二直通道122均从环形通道的圆心沿最外侧环形通道的径向延伸,当与内层的环形通道连通的第一连通孔123处于关闭状态时,即向外移动第二封堵部4,与内层环形通道连通的吸附孔112则处于关闭状态,从而对中空结构的工件进行吸附。
44.因此本实施例能够实现吸具的吸附直径快速调节,能够对实心或者中空结构的工件进行夹持,且不会污染吸具基准面,针对于多种尺寸的工件无需专门定制吸具,降低了加工成本、缩短了加工时间和保证了工件的加工精度。
45.以上所述的具体实施方式,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施方式而已,并不用于限定本实用新型的保护范围,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。