1.本发明涉及模具技术领域,具体为一种利用建筑垃圾制作环保砖的方法。
背景技术:
2.众所周知,现在市面上出现的环保砖具有材料强度高、耐久性好、尺寸标准、外形完整、色泽均一的特点,其可以制作清水墙也可以制作任何外装饰墙面,但是就目前出现的大批量生产环保砖的模具而言,在结构设计方面一般只包括子模以及母模,母模固定设置在设备上,子模设置在母模上方,在具体工作的时候,生产环保砖的原材料首先填充进母模中,而后子模上下往复运动将生产环保砖的原材料压制成成品环保砖。
3.但是采用如上的生产方式其最大的缺点在于成品环保砖的取出非常难于实现,在具体实施的时候生产者往往需要借助其他的辅助工具才能够将成品环保砖从母模中取出,从而造成整个自动化生产过程的中断,大大降低生产效率,另外在生产者借助其他的辅助工具将成品环保砖从母模中取出的过程中经常会发生跌落或者误损的情况,从而在很大程度上提升了产品的废品率因此,我们提出了一种利用建筑垃圾制作环保砖的方法所涉及的模具来解决上述的问题。
技术实现要素:
4.为实现上述方便取出成型模具的目的,本发明提供如下技术方案:一种利用建筑垃圾制作环保砖的方法,具体步骤如下:
5.s1、制作环保砖的面层材料,5
‑
11份的白水泥、2
‑
7份的石英砂、和3份的颜料粉混合均匀,经过qm
‑
80型球磨机混合球磨10
‑
15分钟,观察制品彩色面层料的光洁度和色彩均匀性;
6.s2、制作环保砖的基层材料,将渣土、混凝土块、碎石块、砖瓦碎块、废砂浆、泥浆和沥青块等建筑垃圾用粉碎机粉碎均匀,采用3
‑
15份的建筑垃圾混合物、3份的煤渣、6份的煤矸石、2份的尾矿渣、1份的工业废料、0.5份的海涂泥、0.5份的垃圾焚烧炉渣和10份的水泥充分混合均匀,再加入1份的固化剂充分混合,充分搅拌3
‑
8小时;
7.s3、将环保砖的基层材料注入模具中,利用液压制砖机加压成型,在180
‑
℃
‑
190℃条件下蒸压养护,然后进行脱模,得到环保砖。
8.一种利用建筑垃圾制作环保砖的方法所涉及的模具,包括外壳,所述外壳的内部固定安装有底座,所述底座的外侧固定连接有连接杆,所述连接杆的内侧活动连接有顶座,所述顶座的内部开设有滑槽,所述滑槽的内部固定连接有连接弹簧,所述连接弹簧的底部活动连接有挤压块,所述挤压块的内部固定安装有绝缘块,所述挤压块的底部开设有限形槽,所述顶座的内部固定安装有正极柱,所述顶座的内部固定安装有负极柱,所述顶座的内部固定安装有电阻,所述顶座的内部活动连接有滑块,所述滑块的底部固定连接有电触点,所述电触点的底部活动连接有压缩弹簧,所述压缩弹簧的底部固定连接有电轨,所述底座的内部开设有成型槽,所述成型槽内部固定安装有限型块,所述底座的顶部固定连接有弹
性腔,所述弹性腔的内部填充电流变体,所述底座的内部固定连接有气腔,所述气腔的外侧活动连接有伸缩杆,所述气腔的内部固定安装有控制阀,所述控制阀的内部活动连接有电触环。
9.作为优化,所述底座的内部开设有散热孔,挤压块位于滑槽的内部,且挤压块为t形。
10.作为优化,所述正极柱的长度等于负极柱的长度,且正极柱关于负极柱对称,负极柱与电阻电性连接,当挤压块向下移动时,此时绝缘块向下移动,连接弹簧被拉伸,使得正极柱与负极柱的相对面积增大,当正极柱与负极柱的相对面积大于电阻的最小通路电压,电阻通路。
11.作为优化,所述电轨位于底座的顶部,且电轨与电触点形成闭合回路,当电轨与电触点接触,此时压缩弹簧被挤压,电流变体由液态变为固体,使得底座与顶座能够合在一起,防止混合液从间隙渗出。
12.作为优化,所述弹性腔为橡胶材质,且电流变体内部主要含有硅胶、硅铝酸盐、符合金属氧化物、复合金属氢氧化物和不同的高分子材料,电流变体在没有电场的环境中为液态,施加电场后变为固态。
13.作为优化,所述限型块为圆柱状,且一个成型槽内部有三个限型块,限型块的直径等于限形槽的直径,当挤压块向下移动,使得限型块和限形槽配合,得到环保砖的外形。
14.作为优化,所述气腔内部填充有冷却气体,伸缩杆为电动杆,伸缩杆与电触环的输出端连接,当控制阀打开,此时伸缩杆移动,挤压气腔,使得能够更好的脱模。
15.作为优化,所述控制阀位于成型槽的底部,且控制阀与电阻电性连接,当电阻通路,控制阀打开。
16.本发明的有益效果是:该一种利用建筑垃圾制作环保砖的方法,通过挤压块的移动,使得电轨与电触点接触,此时压缩弹簧被挤压,电流变体由液态变为固体,可防止混合液从间隙渗出,同时挤压块内部的绝缘块向下移动,连接弹簧被拉伸,使得正极柱与负极柱的相对面积增大,当正极柱与负极柱的相对面积大于电阻的最小通路电压,电阻通路,且控制阀与电阻电性连接,控制阀打开,控制阀的内部活动连接有电触环,此时伸缩杆移动,挤压气腔,使得能够更好的脱模。
附图说明
17.图1为本发明底座和顶座俯视结构示意图;
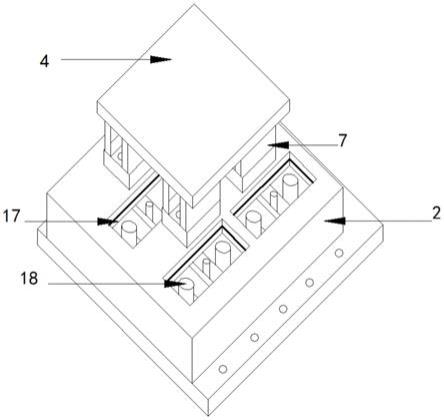
18.图2为本发明底座俯视结构示意图;
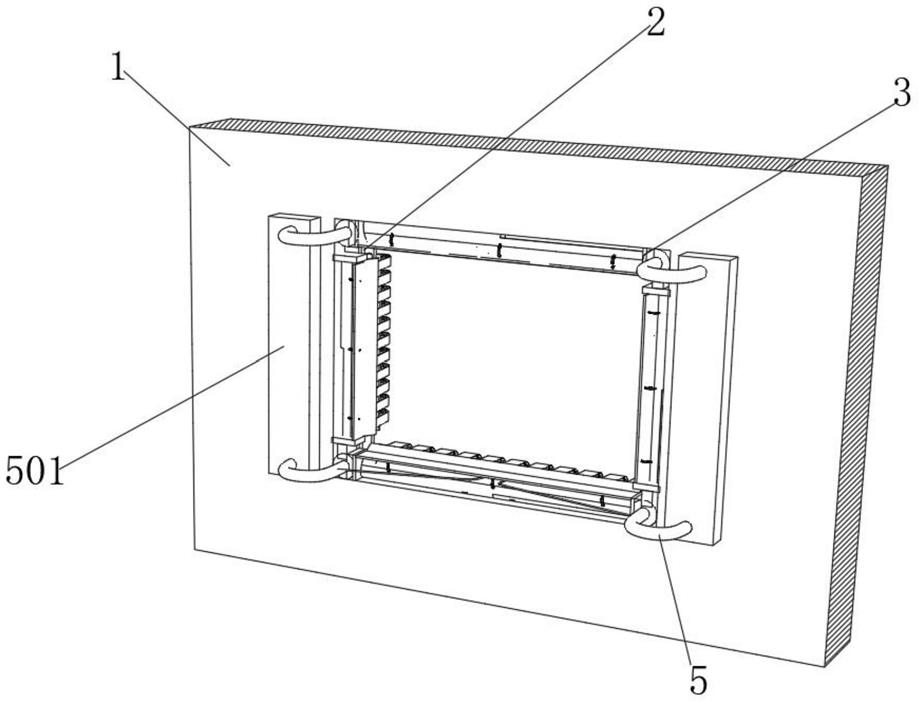
19.图3为本发明外观结构示意图;
20.图4为本发明结构示意图;
21.图5为本发明图4中a部的局部放大结构示意图;
22.图6为本发明压缩弹簧被压缩结构示意图。
23.图中:1、外壳;2、底座;3、连接杆;4、顶座;5、滑槽;6、连接弹簧;7、挤压块;8、绝缘块;9、限形槽;10、正极柱;11、负极柱;12、电阻;13、滑块;14、电触点;15、压缩弹簧;16、电轨;17、成型槽;18、限型块;19弹性腔;20、电流变体;21、气腔;22、伸缩杆;23、控制阀;24、电触环。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.实施例一:请参阅图1
‑
6,一种利用建筑垃圾制作环保砖的方法,具体步骤如下:
26.s1、制作环保砖的面层材料,5份的白水泥、2份的石英砂、和3份的颜料粉混合均匀,经过qm
‑
80型球磨机混合球磨10分钟,观察制品彩色面层料的光洁度和色彩均匀性;
27.s2、制作环保砖的基层材料,将渣土、混凝土块、碎石块、砖瓦碎块、废砂浆、泥浆和沥青块等建筑垃圾用粉碎机粉碎均匀,采用3份的建筑垃圾混合物、3份的煤渣、6份的煤矸石、2份的尾矿渣、1份的工业废料、0.5份的海涂泥、0.5份的垃圾焚烧炉渣和10份的水泥充分混合均匀,再加入1份的固化剂充分混合,充分搅拌3小时;
28.s3、将环保砖的基层材料注入模具中,利用液压制砖机加压成型,在180
‑
℃条件下蒸压养护,然后进行脱模,得到环保砖。
29.一种利用建筑垃圾制作环保砖的方法所涉及的模具,包括外壳1,外壳1的内部固定安装有底座2,底座2的内部开设有散热孔,挤压块7位于滑槽5的内部,且挤压块7为t形,底座2的外侧固定连接有连接杆3,连接杆3的内侧活动连接有顶座4,顶座4的内部开设有滑槽5,滑槽5的内部固定连接有连接弹簧6,连接弹簧6的底部活动连接有挤压块7,挤压块7的内部固定安装有绝缘块8,挤压块7的底部开设有限形槽9,顶座4的内部固定安装有正极柱10,正极柱10的长度等于负极柱11的长度,且正极柱10关于负极柱11对称,负极柱11与电阻12电性连接,当挤压块7向下移动时,此时绝缘块8向下移动,连接弹簧6被拉伸,使得正极柱10与负极柱11的相对面积增大,当正极柱10与负极柱11的相对面积大于电阻12的最小通路电压,电阻12通路,顶座4的内部固定安装有负极柱11,顶座4的内部固定安装有电阻12,顶座4的内部活动连接有滑块13,滑块13的底部固定连接有电触点14,电触点14的底部活动连接有压缩弹簧15。
30.压缩弹簧15的底部固定连接有电轨16,电轨16位于底座2的顶部,且电轨16与电触点14形成闭合回路,当电轨16与电触点14接触,此时压缩弹簧15被挤压,电流变体20由液态变为固体,使得底座2与顶座4能够合在一起,防止混合液从间隙渗出,底座2的内部开设有成型槽17,成型槽17内部固定安装有限型块18,限型块18为圆柱状,且一个成型槽17内部有三个限型块18,限型块18的直径等于限形槽9的直径,当挤压块7向下移动,使得限型块18和限形槽9配合,得到环保砖的外形,底座2的顶部固定连接有弹性腔19,弹性腔19为橡胶材质。
31.且电流变体20内部主要含有硅胶、硅铝酸盐、符合金属氧化物、复合金属氢氧化物和不同的高分子材料,电流变体20在没有电场的环境中为液态,施加电场后变为固态,弹性腔19的内部填充电流变体20,底座2的内部固定连接有气腔21,气腔21内部填充有冷却气体,伸缩杆22为电动杆,伸缩杆22与电触环24的输出端连接,当控制阀23打开,此时伸缩杆22移动,挤压气腔21,使得能够更好的脱模,气腔21的外侧活动连接有伸缩杆22,气腔21的内部固定安装有控制阀23,控制阀23位于成型槽17的底部,且控制阀23与电阻12电性连接,当电阻12通路,控制阀23打开,控制阀23的内部活动连接有电触环24。
32.实施例二:请参阅图1
‑
6,一种利用建筑垃圾制作环保砖的方法,具体步骤如下:
33.s1、制作环保砖的面层材料,7份的白水泥、5份的石英砂、和3份的颜料粉混合均匀,经过qm
‑
80型球磨机混合球磨12分钟,观察制品彩色面层料的光洁度和色彩均匀性;
34.s2、制作环保砖的基层材料,将渣土、混凝土块、碎石块、砖瓦碎块、废砂浆、泥浆和沥青块等建筑垃圾用粉碎机粉碎均匀,采用6份的建筑垃圾混合物、3份的煤渣、6份的煤矸石、2份的尾矿渣、1份的工业废料、0.5份的海涂泥、0.5份的垃圾焚烧炉渣和10份的水泥充分混合均匀,再加入1份的固化剂充分混合,充分搅拌5小时;
35.s3、将环保砖的基层材料注入模具中,利用液压制砖机加压成型,在185
‑
℃条件下蒸压养护,然后进行脱模,得到环保砖。
36.实施例三:请参阅图1
‑
6,一种利用建筑垃圾制作环保砖的方法,具体步骤如下:
37.s1、制作环保砖的面层材料,11份的白水泥、7份的石英砂、和3份的颜料粉混合均匀,经过qm
‑
80型球磨机混合球磨15分钟,观察制品彩色面层料的光洁度和色彩均匀性;
38.s2、制作环保砖的基层材料,将渣土、混凝土块、碎石块、砖瓦碎块、废砂浆、泥浆和沥青块等建筑垃圾用粉碎机粉碎均匀,采用15份的建筑垃圾混合物、3份的煤渣、6份的煤矸石、2份的尾矿渣、1份的工业废料、0.5份的海涂泥、0.5份的垃圾焚烧炉渣和10份的水泥充分混合均匀,再加入1份的固化剂充分混合,充分搅拌8小时;
39.s3、将环保砖的基层材料注入模具中,利用液压制砖机加压成型,在190
‑
℃条件下蒸压养护,然后进行脱模,得到环保砖。
40.工作原理:一种利用建筑垃圾制作环保砖的方法所涉及的模具,挤压块7位于滑槽5的内部,且挤压块7为t形,当顶座4向下移动,此时挤压块7移动,使得电轨16与电触点14接触,此时压缩弹簧15被挤压,电流变体20由液态变为固体,使得底座2与顶座4能够合在一起,防止混合液从间隙渗出,同时挤压块7内部的绝缘块8向下移动,连接弹簧6被拉伸,使得正极柱10与负极柱11的相对面积增大,当正极柱10与负极柱11的相对面积大于电阻12的最小通路电压,电阻12通路,且控制阀23与电阻12电性连接,控制阀23打开,控制阀23的内部活动连接有电触环24,此时伸缩杆22移动,挤压气腔21,使得能够更好的脱模。
41.综上所述,该一种利用建筑垃圾制作环保砖的方法,通过挤压块7的移动,使得电轨16与电触点14接触,此时压缩弹簧15被挤压,电流变体20由液态变为固体,可防止混合液从间隙渗出,同时挤压块7内部的绝缘块8向下移动,连接弹簧6被拉伸,使得正极柱10与负极柱11的相对面积增大,当正极柱10与负极柱11的相对面积大于电阻12的最小通路电压,电阻12通路,且控制阀23与电阻12电性连接,控制阀23打开,控制阀23的内部活动连接有电触环24,此时伸缩杆22移动,挤压气腔21,使得能够更好的脱模。
42.以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。