防护用品
1.本发明是申请人于2015年5月14日提交的申请号为201580075861.9、题为“防护用品”的中国专利申请的分案申请。
技术领域
2.本发明涉及用于保护物品或其部件免受损坏和/或玷污的防护用品。更具体地,本发明涉及被构造成可拆卸地附着至待保护物品的防护用品。
3.本发明还涉及该防护用品的制造方法和制造装置。
背景技术:
4.在许多情况下,防护用品可以方便地用于保护更昂贵的物品(例如)以免泄露或污损。例如,可以使用围兜或餐巾来保护用餐者的衣服。在其他情况下,物品例如一件家具可能需要被保护,如在桌布或餐垫的情况中。
5.通常,这种保护可以通过将片材(通常为纸或布)放置在待保护物品上来实现,例如将餐巾放置在膝盖上,或者将桌布放置在桌子上。然而,这些片材易于滑落或脱落,使得物品的一部分暴露出来。在其他情况下,防护服可能必须与物体相连,例如围兜的情况。对于行动不便或不灵活的人来说,这可能特别困难。
6.就餐巾来说,人们可能不方便和/或很难地拿起并替换已经从膝盖脱落的餐巾。在以下情况中可能更是如此,例如,某人正在外面吃饭时有微风吹过,或者在诸如火车、公共汽车、船或飞机上的有限空间里,或者这个人由于生病或受伤导致行动能力或灵活性受限。
7.举个例子,当人们坐着吃饭的时候,通常会把餐巾放在膝盖上或者把餐巾掖在衣服里,以防止任何错放的食物/饮料与衣服接触,从而造成污渍。然而,餐巾容易从所有类型的衣服上滑落,特别是诸如丝绸等轻透材质(sheer material),因此在特别需要时(例如在宴会上穿着昂贵的衣服时)却不能提供上述保护。
8.将粘合剂涂布在餐巾上可以减轻、缓解或解决一个或多个这样的问题。
9.在这方面,已知将双面胶带用于餐巾。然而,应用双面胶带需要一定程度的人体灵活性,这只能由复杂的机器复制。此外,在实施该解决方案期间产生废品,因为需要处理从双面胶带上剥离以暴露粘合剂的材料。此外,双面胶带价格昂贵。这三个因素阻碍了该已知的解决方案的大规模实施。
10.us4306316、de 20306817和de 202004017373公开了具有可以粘附到衣服上的粘合剂部分的餐巾。
11.wo 2011/039533公开了一种餐巾。在该餐巾的第一表面上,将第一和第二粘合剂部分粘合,使得当片材沿着第一折痕对半折叠时,它们彼此接合。粘合剂的类型为允许第一和第二粘合剂部分分离并允许片材粘附到诸如衣服等的物体上的粘合剂。
12.已知的是可以提供可移除的覆盖物或背衬条以保护粘合剂,直到需要将防护用品(例如,餐巾)粘附到物体上。然而,这些覆盖物增加了包装、运输和/或存放餐巾所需要的体积,这增加了餐巾的成本。对于便宜的一次性用品(例如,纸巾),这种额外的成本可能占制
造成本的很大一部分。这种额外的成本也可能使消费者不购买粘性餐巾,而是购买更便宜的非粘性替代品。
13.粘性餐巾似乎是有用的物品。然而,迄今为止,还没有开发出商业上成功的粘性餐巾。
技术实现要素:
14.本发明的一个目的是解决本文提及的与已知防护用品(例如,餐巾)及其制造相关的一个或多个缺点。
15.根据本发明的第一方面,提供了一种防护用品,其包括具有第一表面的片材和设置在第一表面上的至少一个粘合剂部分。粘合剂部分包括允许片材暂时地粘附到物体上的水基粘合剂。
16.水基粘合剂可以包含水基丙烯酸粘合剂。
17.水基粘合剂可以包含乳液。在一个实施方案中,水基粘合剂可以包含至少40重量份或至少50重量份的水基丙烯酸粘合剂乳液。在一个实施方案中,水基粘合剂可包含至多80重量份或至多90重量份的水基丙烯酸粘合剂乳液。
18.bostik的系列粘合剂可提供合适的水基丙烯酸粘合剂。
19.在制造和使用防护用品时,使用水基粘合剂可提供若干优点。有利地,对于使用者而言,水基粘合剂可能相对安全。例如,水基粘合剂可能不会对皮肤有害或刺激,和/或假如人或动物意外舔到或食用了所述粘合剂或所述粘合剂与随后食用的食物接触,水基粘合剂可能不会有害或刺激。
20.水基粘合剂在制造环境中可能相对安全且易于处理,例如,因为水基粘合剂通常不会是易燃的。此外,水基粘合剂可以在环境空气中而不是在受控气氛中施加到片材的表面,比如含有更多挥发性或有害溶剂的粘合剂体系的情况。因此,制造成本可能相对较低。
21.方便地,水基粘合剂可以特别适合于通过喷涂施加到片材的表面上。可以使用喷涂相对快速地将粘合剂施加到片材的第一表面上。因此,可以保持与不具有任何粘合剂部分的类似防护用品的生产率相当的防护用品的生产率。
22.可以将所述或各个粘合剂部分喷涂到片材的第一表面上。
23.作为喷涂的可替代方案,可以使用辊涂将粘合剂施加到片材的表面。辊涂可以允许粘合剂比喷涂更容易和更快速地施加,特别是当粘合剂作为单个条带施用时。
24.将粘合剂施加到片材表面的其他可替代方法包括将粘合剂印刷和冲压至片材的表面上。这些方法可能具有允许以图案的形式施加粘合剂的优点。
25.相比之下,喷涂、辊涂、印刷和冲压通常不能用于将热熔性粘合剂施加到表面上。热熔性粘合剂的其他缺点包括与处理粘合剂相关的相对困难和风险,以及因此需要更昂贵和复杂的制造设备。
26.所述或各个粘合剂部分可以具有任意合适的形状,例如具有一个或多个弯曲侧边的多边形或曲线形。例如,所述或各个粘合剂部分可以为三角形、四边形、矩形、五边形、六边形、七边形、八边形、椭圆形、圆形或半圆形。所述或各个粘合剂部分可以为细长条带形。细长条带的至少一部分可以是直的、锯齿形的、弯曲的或波浪形的。
27.可以在第一表面上布置多个粘合剂部分。
28.可以通过添加一种或多种着色剂、染料或颜料,从而将颜色加入到水基粘合剂中。有利地,添加颜色可以使粘合剂部分更受到使用者的注意,和/或可以允许粘合剂部分匹配片材的第一表面上的颜色或图案。
29.可以通过改变水基粘合剂中包含的任何着色剂、染料和/或颜料的比例和量来控制粘合剂部分的颜色。
30.水基粘合剂中可以添加颜色的能力是水基粘合剂超过其他粘合剂,特别是热熔性粘合剂的另一优点。热熔性粘合剂中不易添加颜色。
31.片材可以是柔性的、半刚性的或刚性的。由于所述片材是柔性的,因此其可以是可折叠的,和/或沿着一个或多个特定的折叠线可折叠。
32.在一个实施方案中,片材可以折叠。例如,片材可以对半折叠。
33.片材可以被折叠成使得第一表面的第一部分面向第一表面的第二部分。
34.当片材被折叠成使得第一表面的第一部分面向第一表面的第二部分时,第一粘合剂部分和第二粘合剂部分可以适于彼此接合。选择水基粘合剂,使得其为在片材被展开使用时允许第一和第二粘合剂部分分离并允许片材粘附到物体上的类型。
35.可选地或另外地,当片材被折叠成使得第一表面的第一部分面向第一表面的第二部分时,布置在第一表面的第一部分上的至少一个粘合剂部分可以与第一表面的第二部分在没有粘合剂部分的位置接合。选择所述水基粘合剂,使用在所述片材使用时允许布置在所述第一表面的第一部分上的所述至少一个粘合剂部分与所述第一表面的第二部分分离,并且允许片材粘附到物体上的类型。
36.可以相对容易地制造折叠后所述或各个粘合剂部分在所述片材的第一表面中没有粘合剂处接合的实施方案,因为与制造折叠后两个粘合剂部分互相接合的实施方案相比,其可以接受较低的粘合剂应用精度。另一个好处可能是,与打开两个粘合剂部分互相接合的实施方案相比,其中所述或各个粘合剂部分在所述片材第一表面中没有粘合剂的位置处接合的实施方案在使用中可能需要较小的力来展开。
37.在一个实施方案中,片材可以包括第一和第二粘合剂部分,当片材折叠时,第一和第二粘合剂部分适于例如沿着第一个折痕彼此接合。在一个实施方案中,粘合剂部分可以围绕折线(例如第一折痕)对称地布置。一个或多个粘合剂部分(例如第一和第二粘合剂部分)可以形成沿着第一表面延伸一段距离的粘合剂条。在一个实施方案中,粘合剂条可以基本垂直于第一折痕延伸。粘合剂条可以位于第一表面的边缘或边缘附近。
38.通过如上所述折叠所述片材,直到需要使用防护用品之前都可以保护粘合剂部分。因此,可以不需要可移除的覆盖物或背衬条。
39.然而,在一些实施方案中,一个或多个粘合剂部分可以至少部分地被可移除的覆盖物覆盖。所述或各个可移除的覆盖物可以具有适于被使用者抓握的标签部分。
40.可以在施加粘合剂之前对所述片材进行折叠。
41.在一个实施方案中,片材可以折叠多于一次。
42.所述片材可以包括第二折叠。这可能是需要的,例如将一个或多个防护用品装入包装。包装可能是既定防护用品的标准销售尺寸。
43.在一个实施方案中,一个或多个粘合剂部分可以布置在片材的第二表面上。
44.片材可以由任何合适的材料制成,例如,硬纸片、布、织物、无纺布、塑料、或者单层
或多层纸。
45.防护物品可以包括防护服。防护用品可以包括:餐巾、牙科用防护巾、医疗用防护巾(例如外科用防护巾)、围裙、围兜、桌布、杯垫、地垫、室内或室外家覆盖物或者用于车辆的挡风玻璃罩。
46.根据本发明的第二方面,提供了一种制造防护用品的方法,所述方法包括以下步骤:
47.提供具有第一表面的片材;以及
48.将至少一个粘合剂部分施加到所述第一表面上;
49.其中所述或各个粘合剂部分包括允许所述片材非永久性地粘附至物体上的水基粘合剂。
50.在一个实施方案中,一个或多个粘合剂部分可以从任意方向施加到第一表面上。例如,一个或多个粘合剂部分可以从片材的任一侧(例如,从上方或从下方)施加到第一表面。
51.在一个实施方案中,将至少一个粘合剂部分施加到第一表面上可以包括喷涂所述水基粘合剂。可以由一个或多个喷头喷涂所述水基粘合剂。
52.在可替代的实施方案中,将至少一个粘合剂部分施加到第一表面可以包括将水基粘合剂辊涂至第一表面上。在另外的可替代实施方案中,将至少一个粘合剂部分施加到第一表面上可以包括印刷或冲压水基粘合剂。
53.水基粘合剂的施用速率可以是变化的。例如,可以在“动态”(即不停止执行该方法)下或从一个制造批次改变到下一个批次时改变水基粘合剂的施用速率。
54.水基粘合剂的性质,例如化学性质、组成和/或颜色,可以是可变的。例如,可以在“动态”(即不停止执行该方法)下或从一个制造批次改变到下一个批次时改变水基粘合剂的性质。
55.水基粘合剂可以包含水基丙烯酸粘合剂。水基粘合剂可以包含一种或多种着色剂、染料和/或颜料。
56.在一个实施方案中,可以在将水基粘合剂施加到片材上之前进行混合。可替代地,可以分别将两种或多种水基粘合剂组分施加至所述片材上,并且允许在施加过程中和/或施加后进行混合。
57.在一个实施方案中,该方法可以包括将片材(例如,沿着第一折痕)折叠的步骤,使得粘合剂部分与第一表面的无粘合剂部分接合,或者使得第一粘合剂部分与第二粘合剂部分接合。
58.所述片材可以在施加粘合剂之前先折叠,例如,使得所述第一表面包含折叠的片材的外表面。
59.在包括第一和第二粘合剂部分的实施方案中,可以通过例如喷涂、辊涂、印刷或冲压等方式施加粘合剂部分,使得第一和第二粘合剂部分形成沿着第一表面延伸一段距离的粘合剂条。例如,粘合剂条可以位于第一表面的边缘或边缘附近。
60.该方法还可以包括在第一表面中进行第二折叠的步骤。
61.该方法可以包括干燥至少一个粘合剂部分的步骤。干燥可以通过将片材在环境空气中放置一段时间和/或采用来自热源的热量来实现。例如,热源可以包括红外线(ir)热
源。
62.根据本发明的第三方面,提供了一种用于将粘合剂施加到片材上的装置,包括:粘合剂施加设备,其能够将水基粘合剂喷到片材的第一表面上,以便在所述片材的所述第一表面上提供至少一个粘合剂部分。所述水基粘合剂在使用中允许所述片材非永久性地粘附到物体上。
63.水基粘合剂可以包含水基丙烯酸粘合剂。水基粘合剂可以包含一种或多种着色剂、染料和/或颜料。
64.所述粘合剂施加设备可以包括一个或多个喷头。
65.粘合剂施加设备可以能够(例如,根据预定的程序或者操作者的要求)改变水基粘合剂的喷射速率和/或其性质(例如,水基粘合剂的化学性质、组成和/或颜色)。
66.根据本发明的第四方面,提供了一种用于将粘合剂施加到片材上的装置,其包括能够将水基粘合剂辊涂至片材的第一表面上的粘合剂施加设备,以便在片材的第一表面上提供至少一种粘合剂部分,水基粘合剂在使用中允许片材非永久性地粘附到物体上。
67.水基粘合剂可以包含水基丙烯酸粘合剂。水基粘合剂可以包含一种或多种着色剂、染料和/或颜料。
68.所述粘合剂施加设备可以包括一个或多个辊。
69.在一些实施方案中,在将粘合剂施加至辊上之前可以将其保存在容器中。可以通过将辊浸入容器中来将粘合剂施加至辊上,或者在可替代实施方案中,可以将粘合剂从容器泵送并施加至辊的表面。
70.在一些实施方案中,该装置还可以包括粘合剂移除设备,其能够从辊上去除多余的粘合剂。可以在将粘合剂辊涂在第一表面上之前从辊上除去多余的粘合剂。粘合剂移除设备例如可以为刮刀或另外的辊。
71.根据本发明的第五方面,提供了一种用于将粘合剂施加到片材的装置,包括:粘合剂施加设备,其能够将水基粘合剂印刷至片材的第一表面上,以便在片材的第一表面上提供至少一个粘合剂部分,水基粘合剂在使用中允许片材非永久性地粘附到物体上。
72.水基粘合剂可以包含水基丙烯酸粘合剂。水基粘合剂可以包含一种或多种着色剂、染料和/或颜料。
73.根据本发明的第六方面,提供了一种用于将粘合剂施加到片材上的装置,包括:粘合剂施加设备,其能够将水基粘合剂冲压至片材的第一表面上,以便在片材的第一表面上提供至少一个粘合剂部分,水基粘合剂在使用中允许片材非永久性地粘附到物体上。
74.水基粘合剂可以包含水基丙烯酸粘合剂。水基粘合剂可以包含一种或多种着色剂、染料和/或颜料。
75.在根据本发明第四、第五或第六方面的装置的实施方案中,所述粘合剂施加设备可以能够改变(例如,根据预定的程序或者操作者的要求)水基粘合剂的喷射速率和/或其性质(例如,水基粘合剂的化学性质、组成和/或颜色)。
76.根据本发明的第三、第四、第五或第六方面的装置可以包括用于将水基粘合剂传输到粘合剂施加设备的传输设备。
77.该装置可以包括用于水基粘合剂的储存容器。传输设备能够将水基粘合剂从储存容器输送到粘合剂施加设备。
78.该装置可以包括片材传输设备,其被构造为将片材放置成能够将片材的第一表面呈现给粘合剂施加设备。片材传输设备可以被构造为在使用中相对于粘合剂施加设备移动片材。可替代地或另外地,粘合剂施加设备可以相对于片材移动。片材的第一表面可以以任何合适的取向呈现给粘合剂施加设备。
79.在一个实施方案中,该装置可以包括用于沿着折痕折叠片材的一个或多个折叠设备。例如,该装置可以包括一个或多个折叠设备,所述一个或多个折叠设备被构造为在施加一个或多个粘合剂部分之后沿着一个或多个折痕折叠片材。另外地或可替代地,该装置可以包括初始折叠设备,所述初始折叠设备被构造为在施加一个或多个粘合剂部分之前折叠片材。
80.在该装置的一个实施方案中,第一折叠设备能够沿着第一折痕折叠片材,使得至少一个粘合剂部分与第一表面的无粘合剂部分接合。
81.在该装置的可替代实施方案中,粘合剂施加设备能够将至少第一粘合剂部分和第二粘合剂部分喷涂、辊涂、印刷或冲压至第一表面上;并且所述或第一折叠设备能够沿着第一折痕折叠所述片材,使得所述第一和第二粘合剂部分彼此接合。粘合剂施加设备能够一起施加第一和第二部分以形成沿着第一表面延伸一定距离的粘合剂条。粘合剂条可以位于片材的边缘或邻近片材边缘。
82.该装置还可以包括干燥设备,所述干燥设备被布置为用于干燥第一表面上的粘合剂部分。干燥设备可以与粘合剂施加设备设置为一列。在一个实施方案中,干燥设备可以位于粘合剂施加设备的下游并且位于一个或多个折叠设备的上游。
83.干燥设备可以包括任何合适的热源,例如,诸如红外灯的红外线(ir)热源。热源可以是可控的以改变干燥速率。在一些实施方案中,为了使制造速度最大化,可能需要快速干燥粘合剂部分。
84.该装置还可以包括用于切割片材的切割设备。例如,可以由该装置将粘合剂施加到大片材料上,随后将其切割成用于防护用品的适当尺寸。
85.或者,在施加粘合剂之前,可以将大片材料切成适当尺寸的片材。
86.在使用中,可以将大片材料连续地送入装置。粘合剂施加设备可以连续地或不连续地操作,这取决于所需的粘合剂部分的布置。
87.该装置可以包括用于将表面纹理或装饰赋予片材的压印设备、印刷设备和/或冲压设备。
88.用于施加粘合剂的装置可以是用于制造防护用品的装置的一部分。用于施加粘合剂的装置可以是对用于制造防护用品的现有装置的改装。
89.该装置可以被构造为生产防护服,例如餐巾、牙科用防护巾、围裙、桌布或家具套。该装置可以包括新机器,或者可以被改装到现有的机器上,用于生产防护服,例如餐巾、牙科用防护巾、围裙、台布或家具套。
90.本发明的第七方面提供了一种包括根据本发明第三方面的装置的生产线。
91.本发明的另一方面提供一种防护用品,其包括:
92.具有第一表面的片材;和
93.布置在第一表面的第一部分上的粘合剂部分;其中将所述片材折叠成使所述第一表面的第一部分面对所述第一表面的第二部分,从而使所述粘合剂部分与所述第一表面的
第二部分的无粘合剂部分接合,所述粘合剂为允许粘合剂部分与第一表面的第二部分分离并允许片材粘附到物体上的粘合剂类型。
94.本发明的另一方面提供了一种用于承载制造根据本发明的防护用品的说明书的计算机可读介质。在一个实施方案中,所述说明书可以在三维(3d)打印机中打印。
附图说明
95.以下通过实施例并参照附图对本发明进行更详细的描述,附图中:
96.图1为根据本发明的第一实施方案的防护用品的示意图;
97.图2为根据本发明另一示例性实施方案的防护用品的示意图;
98.图3为根据本发明另一示例性实施方案的防护用品的示意图;
99.图4为根据本发明另一示例性实施方案的防护用品的示意图;
100.图5为根据本发明另一示例性实施方案的防护用品的示意图;
101.图6为根据本发明另一示例性实施方案的防护用品的示意图;以及
102.图7为根据本发明另一示例性实施方案的防护用品的示意图。
具体实施方式
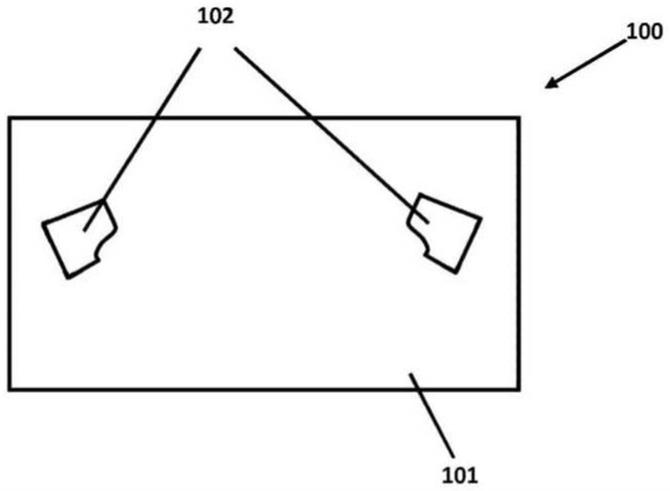
103.图1示意性地示出了根据本发明的示例性实施方案的防护用品。防护用品包括片材100。防护用品可以用作诸如餐巾、牙科用防护巾、围裙、围兜、桌布或家具套等的防护套。片材100可以是柔性的和/或可以由任意合适的材料制成,包括硬纸片、布、织物、塑料、或者单层或多层纸。
104.该片材100具有第一表面101,其上布置有两个粘合剂部分102。粘合剂部分包含水基粘合剂,其可以是水基丙烯酸粘合剂。
105.粘合剂部分102可以通过将水基粘合剂喷涂、辊涂、印刷或冲压至第一表面101上而制成。水基粘合剂可以从片材100的上方或下方喷涂、辊涂、印刷或冲压。可以以任何合适的角度将水基粘合剂喷涂至第一表面101。
106.图2示意性地示出了根据本发明的防护用品的另一个实施方案。防护用品包括片材200,其包括已经施加到片材200的第一表面201的单个粘合剂部分202。粘合剂部分202可以被喷涂、辊涂、印刷或冲压至第一表面201上。片材200沿着第一折痕203折叠(如箭头204所示),使得粘合剂部分202与第一表面201的另一部分接合。粘合剂部分202可以通过展开片材200而与第一表面201分开。
107.图2所示的实施方案可能优于覆盖一个或多个粘合剂部分的其他方法。粘合剂部分202不需要覆盖物,所述覆盖物将增加折叠的片材200的厚度。此外,由于粘合剂部分202可以与第一表面201的任何部分接合,所以在折叠片材200时需要较低的精度,并且对第一折痕203的位置或长度没有限制。此外,当使用片材200例如作为餐巾时,如果不需要粘合剂部分202,则可以将第一表面201的一小片折叠以与其接合,使得粘合剂部分被覆盖,但是大部分片材200仍然可用于其预期的用途,例如在餐巾的情况下防止食物沾到衣服上。
108.图3示意性地示出了根据本发明的防护用品的可替代实施方案。防护用品包括片材300。在该实施方案中,将第一粘合剂部分302a和第二粘合剂部分302b施加到片材300的第一表面301。粘合剂部分302a和302b可以被喷涂、辊涂、印刷或冲压至第一表面301上。片
材300沿着第一折痕303折叠(如箭头304所示),使得第一粘合剂部分302a和第二粘合剂部分302b彼此接合。粘合剂部分302a和302b可以通过展开片材300而分开。
109.在一些实施方案中,彼此接合的两个粘合剂部分302a和302b的粘合强度可以大于与第一表面的无粘合剂部分接合的一个粘合剂部分的粘合强度(例如,如图2)。在某些情况下,这可能是优选的,以防止片材300展开直到需要使用时。在其他情况下,例如防护用品是老年人使用的餐巾,如果打开餐巾需要较小的力,则图2所示的实施方案可能是优选的。在任何情况下,应当理解,在使用中防护用品可以展开的容易性可以通过改变一个或多个粘合剂部分的性质来改变和/或控制,所述例如为一个或多个粘合剂部分的化学性质、量和/或浓度和/或粘合剂部分的尺寸和/或布置。
110.图4示意性地示出了根据本发明的防护用品的另一个实施方案。防护用品包括片材400,其具有在片材400的第一表面401上延伸的粘合剂条404,其与第一表面的边缘平行且相对靠近第一表面的边缘。粘合剂条404可以位于第一表面401的边缘或邻近边缘的地方。片材400沿着垂直于粘合剂条404的第一折痕403折叠(如弯曲的箭头405所示),使得粘合剂条404的一部分与粘合剂条404的另一部分接合。例如,如图4所示,第一折痕403可以将粘合剂条404平分,使得折叠片材400时,粘合剂条404的一半覆盖粘合剂条404的另一半。
111.在某些情况下,防护用品的使用者可能暂时不想使用粘合剂条来将片材粘附到物体上。通过将粘合剂条定位在第一表面的边缘附近,可以将片材折叠,使得粘合剂条被第一表面覆盖,同时使大部分第一表面可用于覆盖物体。
112.图5示出了根据本发明的防护用品的另一个示例性实施方案。防护用品包括片材500,其具有基本上平行并且靠近该片材500的第一表面501的边缘施加的粘合剂条504。粘合剂条504可以被喷涂、辊涂、印刷或冲压至第一表面501上。第一表面501的部分505位于粘合剂条504和第一表面501的边缘之间。部分505可以沿着折痕506折叠(如弯曲箭头507所示),使得部分505覆盖粘合带504而不覆盖第一表面501的其余部分。
113.在制造防护用品期间,在已经进行第一折叠以至少部分地覆盖一个或多个粘合剂部分之后,可以进行至少一个另外的折叠,例如第二折叠。
114.图6示意性地示出了根据本发明的防护用品的另一个示例性实施方案。防护用品包括片材600,其中粘合剂条604喷涂至该片材600的第一表面601上。粘合剂条604可以被喷涂、辊涂、印刷或冲压至第一表面601上。第二表面607包括与片材600的第一表面601的相对面。
115.片材600按照图4所示的实施方案所述的方式沿第一折痕603折叠。第一表面601在折叠期间被覆盖,使得第二表面607现在是片材600的外表面。
116.随后沿着第二折痕608将片材600折叠(如弯曲箭头609所示),使得第二表面607的一部分与第二表面607的另一部分接触。在所示实施例中,第二折痕608垂直于第一折痕603。一个或多个另外的折叠,例如第二折叠,对于减少用于包装和运输的片材的面积尺寸而言可能是需要的。
117.应当理解,可以在防护用品的任何其他实施方案中,特别是在图2和图3所示的实施方案中进行第二折叠。
118.或者,可以进行这样的折叠,在将粘合剂部分604施加在第一表面601上之前使得第二表面607与其自身接触。
119.在这样的实施方案中,施加有一个或多个粘合剂部分的第一表面包括折叠的片材的外表面。可选地,可以在施加粘合剂部分之后进行一次或多次额外的折叠。
120.图7示意性地示出了根据本发明的防护用品的另一个实施方案。片材700具有第一表面701,其上布置有两个粘合剂部分702a、702b。各个粘合剂部分702a、702b被可移除的覆盖物708a、708b覆盖。各个可移除的覆盖物708a、708b具有适于被使用者抓握的标签部分709a、709b。通过拉标签部分709a,可以移除覆盖物708a,暴露粘合剂部分702a,其可用于将片材700粘附到物体上。类似地,通过拉标签部分709b,可以移除覆盖物708b,暴露粘合剂部分702b,其可用于将片材700粘附到物体上。可移除覆盖物708a、708b可以由任何合适的材料制成,例如塑料或金属箔。
121.尽管可移除覆盖物可能增加了防护用品的体积,但在某些情况下可能是可取的。例如,它们可以允许用户在使用中仅选择需要暴露的多个粘合剂部分中的一个或一些。
122.在现有技术中,施加粘合剂的延迟容易限制用品的制造速度。例如,一些(非水基)溶剂型粘合剂可能需要长的干燥时间,从而降低了制造速度。额外地或可替代地,当干燥这种(非水基)溶剂型粘合剂时,由于潜在有害物质的释放,可能需要使用复杂和/或昂贵的排烟装置。
123.令人惊讶的是,可以通过使用水基丙烯酸粘合剂来避免或至少减轻这些问题中的至少一些问题。这种粘合剂通常不需要加热以便喷涂、辊涂、印刷或冲压,从而降低能量成本。此外,粘合剂可以快速干燥,例如,在环境空气中,或者根据需要,通过使用诸如节能红外线(ir)灯的热源,不需要排烟装置。
124.通过使用水基粘合剂,可以以与非粘合性防护用品的制造速度相当的速度制造粘合剂保护制品。因此,根据本发明的防护用品的制造可以是商业上可行的。
125.水基粘合剂,例如水基丙烯酸粘合剂,具有额外的有益性能。它们是不可燃的,不像(非水性)溶剂型丙烯酸树脂,不需要在保护或受控的气氛中使用。其可以被染色,不像热熔性粘合剂。粘合剂的着色可能是需要的,为了使粘合剂部分对使用者更加明显,以便于将防护用品定位在要覆盖的物体上。或者,可以使用着色来匹配第一表面上的颜色或图案。可以通过加入一种或多种着色剂、颜料和/或染料使水基粘合剂着色。
126.水基粘合剂(例如水基丙烯酸粘合剂)优于热熔性粘合剂的其他优点是水基粘合剂在干燥过程中可能失去相对大量的体积。因此,由水基粘合剂形成的粘合剂部分可以比由热熔性粘合剂形成的粘合剂部分更薄和/或更轻。这可能是有益的,因为当折叠片材时,例如为了形成餐巾常规包装的两次折叠的正方形,可能需要使由粘合剂部分所带来的附加厚度最小化。任何额外的厚度将减少可以一起包装和运输的材料的数量。因此,减小粘合剂部分的厚度降低了防护用品的运输成本。据发现,施加水基丙烯酸粘合剂对所得片材的厚度具有可忽略的影响,因此不会显着增加储存和/或运输成本。
127.将水基粘合剂喷涂、辊涂、印刷或冲压至第一表面上并在第一表面上形成粘合剂膜。干燥后,粘合剂膜的第一面永久性地粘附在第一表面上。粘合剂膜的第二面(相对面)可以以可移除地的方式粘附至物体、第一表面的另一部分或另一粘合剂部分。粘合剂膜的第二面可以通过施用手动力量从物体、第一表面的其他部分或其他粘合剂部分脱离,从而将粘合剂部分与物体、第一表面的其他部分或其他粘合剂部分分开。
128.当片材从物品上移除时,不应留下残留物。申请人已经发现,水基丙烯酸粘合剂通
常不会留下残留物,因此包括布置在其上的水基丙烯酸类粘合剂部分的片材的防护用品对于使用者来说可能比其他形式的粘合剂更理想。
129.可从bostik有限公司的系列中获得适合的市售水基丙烯酸粘合剂。
130.在粘合剂部分干燥之后,可能需要覆盖粘合剂部分,例如从而防止灰尘粘附到粘合剂部分。
131.在本发明的实施方案中,水基粘合剂为当其干燥时可以可移除地粘附至物体、第一表面的无粘合剂部分和/或另一粘合剂部分的类型。
132.通常,重要的是采用水基粘合剂不会降低制造片材的速率,和/或不增加防护用品的制造成本。有利地,通过使用水基粘合剂,可以方便地使用喷涂、辊涂、印刷或冲压将水基粘合剂施加到片材的表面。喷涂、辊涂、印刷和冲压是合适的快速且便宜地施加粘合剂的方法的实例。
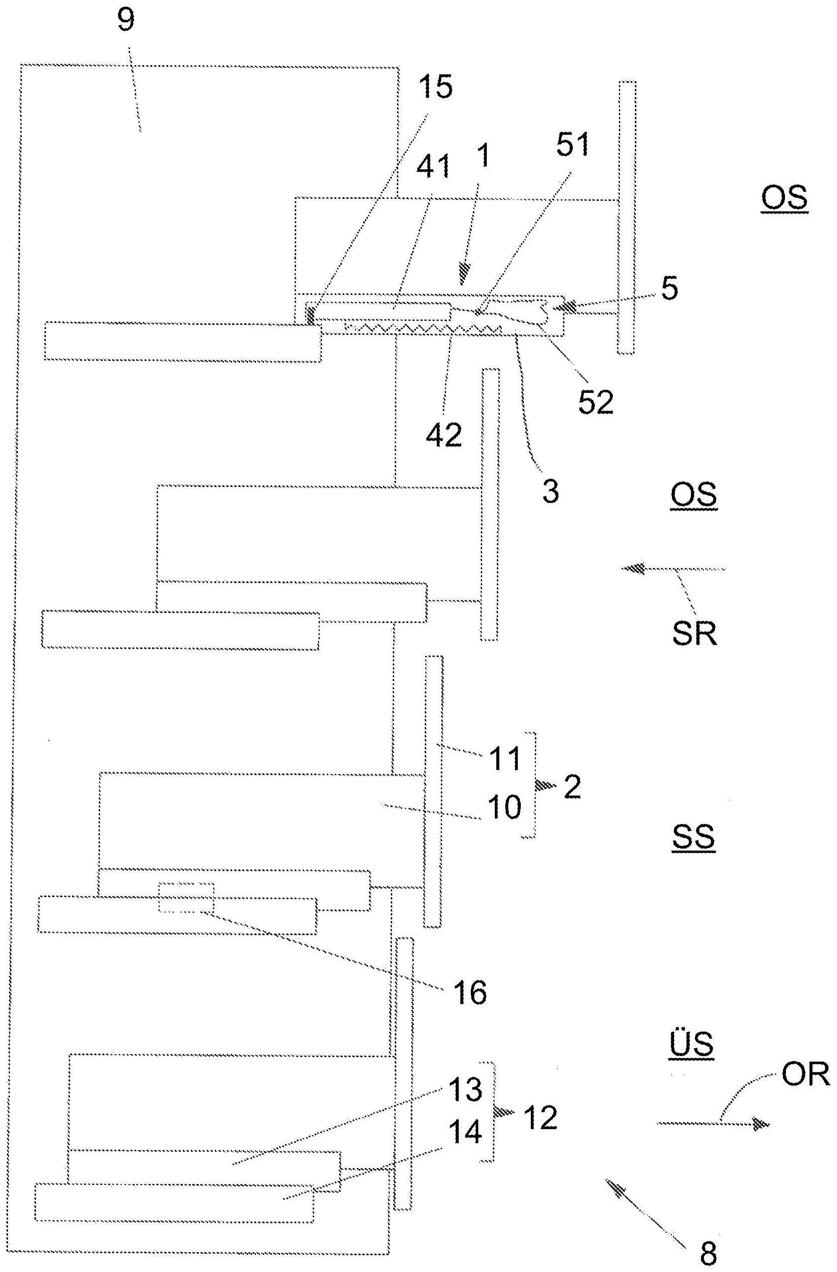
133.现在对根据本发明方法的实施例进行描述。在卷筒上提供纸张。纸卷被展开并连续地供给至装置,其中纸张的表面呈现给喷头。操作喷头从而通过喷头将水基丙烯酸粘合剂喷涂至进给的纸张的表面上。将粘合剂喷涂至纸张的表面上之后,使纸张通过布置为干燥粘合剂的红外线灯。然后,将所述纸进给至一个或多个折叠设备和切割设备以生产需要的用品,例如粘性餐巾纸。
134.在可替代的实施方案中,可采用辊涂将粘合剂施加至所述表面。辊涂可能特别有利于将粘合剂作为条带施加至所述表面。在该实施例中,将纸张的表面呈现给辊。通过将辊浸入粘合剂容器中或通过将粘合剂从容器泵送到辊上,从而将粘合剂施加到辊上。通过刮刀将多余的粘合剂从辊上除去,在辊上留下精确的粘合剂层。然后将辊滚动过纸的表面以将粘合剂(例如)以约3cm宽的条施加到纸上。
135.现在对根据本发明方法的装置进行描述。该装置可以被构造为连续地制造多个防护用品,例如粘性餐巾纸。该装置包括一种用于从卷筒上卷起纸张并使其通过喷头的设备,使得纸张的表面呈现给喷头。喷头能够将水基丙烯酸粘合剂喷涂至被进给经过喷头的纸张的表面上。具有红外线灯的在线干燥设备设置在喷头的下游。在使用中,将纸张进给通过设置的红外线灯以干燥粘合剂。再下游,该装置包括一个或多个折叠设备和切割设备,通过该切割设备切割所述纸以产生所需用品,例如粘性餐巾纸。
136.在其他实施方案中,可以通过将粘合剂辊涂、印刷或冲压到纸的表面上来施加所述粘合剂。例如,上述示例性装置的喷头可以由用于辊涂粘合剂的辊,或由用于将粘合剂印刷或冲压到纸表面上的设备来替代。
137.快速干燥粘合剂部分以避免降低防护用品的制造速度是重要的。该装置的干燥设备能够快速干燥粘合剂部分。干燥设备可以是ir源或灯。ir灯高效节能,因此干燥步骤基本上不会增加制造过程的电费。任何合适的热源都可用作干燥设备。
138.在一个实施方案中,所述装置可以不包括干燥设备,在这种情况下,粘合剂部分可以暴露于环境条件一段合适的时间以使粘合剂部分干燥。
139.然而,在大批量的连续制造方法中,例如在制造纸巾时,可以优选提供线上干燥设备,以确保可以维持生产率。
140.非粘性餐巾纸的制造速度可达350米/分钟以上。本发明可以允许在粘性餐巾纸的制造中实现可比的生产率。
141.在一些实施方案中,所述装置可以包括用于将片材切割成所需尺寸的切割设备。通常,可以在施加粘合剂部分并且在片材中形成所有需要的折叠之后切割片材。这可以允许连续地施加粘合剂。例如,当制造图4所示的防护用品时,连续的粘合剂条可以施加到长的片材400上,随后将其切成较小的片。这可以具有降低从粘合剂施加设备所需的控制量和精度的优点。
142.或者,可以将大量原材料先切割成所需尺寸的片材,并且随后可以将粘合剂部分施加到每片材料上。
143.可选地,可以关闭粘合剂施加设备,使得所述装置可以用于生产常规的非粘性防护用品。
144.方便地,所述装置可以结合到用于制造没有粘合剂部分的防护用品的现有装置中。以这种方式改造旧设备可能比购买根据本发明的用于生产防护用品的新设备更具成本效益。如上所述,在改进的装置中使用水基丙烯酸粘合剂可以允许装置以与添加新装置之前相同的速率或至少以相当的速率运行。
145.有利地,使用水基丙烯酸粘合剂允许粘合剂在不需要加热粘合剂的情况下被直接喷涂、辊涂、印刷或冲压至片材上。这可以显著降低涂布粘合剂的成本。通常,水基丙烯酸粘合剂可以快速干燥,因此可以用于制造防护用品而不会降低生产速度。
146.在本发明的一些实施方案中,将两部分粘合剂布置在片材上,使得当片材折叠时它们彼此接合。因此,例如,根据本发明的餐巾可以随后展开并粘附至诸如人或人的衣服等物体上。
147.此外,由于不需要使用昂贵的双面胶带来实现本发明,因此可以消除处理背衬条的需要。从现有技术中看到的使用双面胶带的高成本来看,这可以提供显著降低制造成本的优点。
148.此外,由于消除了对背衬条的要求,所以可能需要较少的灵活性来将粘合剂施加到餐巾。因此,本发明可以使用比已知的更复杂的机械更快地实现,从而提供进一步降低可以制造本发明的防护用品的成本并提高其速度的优点。
149.餐巾生产中最重要的成本因素之一是运输。这是由于该产品非常轻便的性质使得运输效率低下,因为携带该产品的车辆能够在其体积内携带更重的货物。因此,在运输餐巾时重要的是,包装的产品尽可能以压实和压缩的形式运输。使用双面胶带(或任何其他增强胶带)将增加其包装的体积,这意味着每单位体积可以输送更少的餐巾。本发明的餐巾的体积和重量与没有粘合剂的普通餐巾几乎相同,因此可以像现有技术的非粘性餐巾一样处理。实际上,一旦粘合剂被施加并随后折叠,使得粘合剂得以覆盖时,所述餐巾可以以与非粘性餐巾完全相同的方式处理。
150.同样情况下,经常使用重型(非一次性的)餐巾来减少它们被移除的可能性,因为较重的织物不太可能从戴着它的人的膝盖上掉落。尽管本发明同样适用于重型织物餐巾,并进一步降低了滑脱的可能性,本发明意味着可能不太需要使用这种可能降低衣物成本和/或使一次性餐巾更环保的重型材料。此外,例如当将本发明应用于桌布,杯垫和餐垫时,可以实现相同或相似的优点。
151.此外,本发明对于移动性有限的人或移动性有限的地方可能是特别有用的。例如,老年人、有特殊运动障碍的人和儿童可能会很容易地丢失餐巾且无法取回。类似地,在狭窄
的条件下,例如在飞机上,可能不容易拿到落下的餐巾。对于部分视力残疾的人,在低光条件下视力残疾的人,很难意识到餐巾不再在位。因为本发明能够确保餐巾保持在适当位置,所以这个问题得到缓解。
152.可以想到,本发明可以实现粘性餐巾或其他防护用品的普及和商业普及的阶梯式变化。特别地,本发明可以减轻一个或多个妨碍成本有效地制造粘性餐巾或其他防护用品的障碍。
153.根据本发明的防护用品可以用于许多应用和环境中。例如,在用于餐巾、牙科用防护巾或医疗用防护巾的情况下,可以使用根据本发明的防护用品来保护人的衣服。或者,诸如家具或其部分物体,例如桌子、餐具柜、工作台等可以使用根据本发明的防护用品来保护。
154.餐巾和其他餐具,例如根据本发明的杯垫、桌布、地垫可能在餐饮和酒店行业,例如在酒店和餐馆、医院和飞机、公共汽车、火车或诸如游轮的游船中特别有用。
155.虽然已经参考某些示例性实施方案公开了本发明,但是在不脱离本发明范围的情况下,许多变型对于本领域技术人员来说是显而易见的。
156.为了进一步举例说明本发明的某些方面,本发明还具体地提供了如下的一些非限制性实施方式:
157.实施方式1.一种防护用品,其包括具有第一表面的片材,以及布置在所述第一表面上的至少一个粘合剂部分,其中所述或各个粘合剂部分包含允许所述片材非永久性地粘附至物品上的水基粘合剂。
158.实施方式2.根据实施方式1所述的防护用品,其中所述水基粘合剂包含水基丙烯酸粘合剂。
159.实施方式3.根据实施方式1或实施方式2所述的防护用品,其中所述水基粘合剂包含至少40重量份的水基丙烯酸乳液和/或至多90重量份的水基丙烯酸乳液。
160.实施方式4.根据实施方式1、实施方式2或实施方式3所述的防护用品,其中所述或各个粘合剂部分被喷涂至所述片材的第一表面。
161.实施方式5.根据实施方式1、实施方式2或实施方式3所述的防护用品,其中所述或各个粘合剂部分被辊涂至所述片材的第一表面。
162.实施方式6.根据实施方式1、实施方式2或实施方式3所述的防护用品,其中所述或各个粘合剂部分被印刷至所述片材的第一表面。
163.实施方式7.根据实施方式1、实施方式2或实施方式3所述的防护用品,其中所述或各个粘合剂部分被冲压至所述片材的第一表面。
164.实施方式8.根据前述任一项实施方式所述的防护用品,其中所述或各个粘合剂部分为具有一个或多个曲面的多边形或曲线形。
165.实施方式9.根据前述任一项实施方式所述的防护用品,其中所述各个粘合剂部分为长条形。
166.实施方式10.根据实施方式9所述的防护用品,其中所述长条形的至少一个部分为直的、锯齿形的、弯曲的或波浪形的。
167.实施方式11.根据前述任一项实施方式所述的防护用品,其中通过添加一种或多种着色剂、染料和/或颜料对所述水基粘合剂进行着色。
168.实施方式12.根据前述任一项实施方式所述的防护用品,其中所述片材为柔性、半刚性或刚性的。
169.实施方式13.根据前述任一项实施方式所述的防护用品,其中所述片材为可折叠的。
170.实施方式14.根据实施方式13所述的防护用品,其中,当折叠所述片材时使得所述第一表面的第一部分面向所述第一表面的第二部分,第一粘合剂部分和第二粘合剂部分互相接合;选择所述水基粘合剂的类型使得其允许所述第一和第二粘合剂部分在使用中打开所述片材时分开,并且允许所述片材粘附至物品上。
171.实施方式15.根据实施方式13或实施方式14所述的防护用品,其中,当折叠所述片材时使得第一表面的第一部分面向所述第一表面的第二部分,设置在所述第一表面的第一部分上的至少一个粘合剂部分与所述第一表面的第二部分在没有粘合剂部分的位置接合,选择所述水基粘合剂的类型使得其允许设置在第一表面的第一部分上的至少一个粘合剂部分与第一表面的第二部分在使用中打开所述片材时分开,并且允许所述片材粘附至物品上。
172.实施方式16.根据实施方式13至15中任一项所述的防护用品,其中在施加粘合剂之前折叠所述片材。
173.实施方式17.根据实施方式13至16中任一项所述的防护用品,其中折叠所述片材一次以上。
174.实施方式18.根据实施方式1至13中任一项所述的防护用品,其中一个或多个粘合剂部分至少部分地被可移除的覆盖物覆盖。
175.实施方式19.根据前述任一项实施方式所述的防护用品,其中一个或多个粘合剂部分设置在所述片材的第二表面上。
176.实施方式20.根据前述任一项实施方式所述的防护用品,其中所述片材由硬纸片、布、织物、无纺布、塑料、或者一层或多层的纸制成。
177.实施方式21.根据前述任一项实施方式所述的防护用品,其中所述防护用品包括:餐巾、牙科用防护巾、医疗用防护巾、外科用防护巾、围裙、围兜、桌布、杯垫、地垫、室内或室外家覆盖物或者用于车辆的挡风玻璃罩。
178.实施方式22.一种制造防护用品的方法,所述方法包括以下步骤:
179.提供具有第一表面的片材;以及
180.将至少一个粘合剂部分施加到所述第一表面上;
181.其中所述或各个粘合剂部分包括允许所述片材非永久性地粘附至物体上的水基粘合剂。
182.实施方式23.根据实施方式22所述的方法,其中一个或多个所述粘合剂部分从所述片材的任一侧施加至第一表面上。
183.实施方式24.根据实施方式22或实施方式23所述的方法,其中在所述第一表面上施加至少一个粘合剂部分包括喷涂所述水基粘合剂。
184.实施方式25.根据实施方式22或实施方式23所述的方法,其中在所述第一表面上施加至少一个粘合剂部分包括在所述第一表面上辊涂所述水基粘合剂。
185.实施方式26.根据实施方式22或实施方式23所述的方法,其中在所述第一表面上
施加至少一个粘合剂部分包括印刷所述水基粘合剂。
186.实施方式27.根据实施方式22或实施方式23所述的方法,其中在所述第一表面上施加至少一个粘合剂部分包括冲压所述水基粘合剂。
187.实施方式28.根据实施方式22至27中任一项所述的防护用品,其中所述水基粘合剂包含水基丙烯酸粘合剂。
188.实施方式29.根据实施方式22至28中任一项所述的防护用品,其中所述水基粘合剂包含一种或多种着色剂、染料和/或颜料。
189.实施方式30.根据实施方式22至29中任一项所述的方法,该方法包括将片材折叠的步骤,使得粘合剂部分与所述第一表面的无粘合剂部分接合,或者使得第一粘合剂部分与第二粘合剂部分接合。
190.实施方式31.根据实施方式22至30中任一项所述的方法,该方法包括在施加粘合剂之前预先折叠所述片材的步骤。
191.实施方式32.根据实施方式22至31中任一项所述的方法,其中施加一个或多个所述粘合剂部分使之形成沿着第一表面延伸一段距离的粘合剂条。
192.实施方式33.根据实施方式22至32中任一项所述的方法,其包括干燥所述至少一个粘合剂部分的步骤。
193.实施方式34.根据实施方式33所述的方法,其中干燥所述至少一个粘合剂部分包括采用来自热源的热量。
194.实施方式35.根据实施方式34所述的方法,其中所述热源包括红外热源。
195.实施方式36.根据实施方式22至35中任一项所述的方法,该方法包括改变所述水基粘合剂的施加速率的步骤。
196.实施方式37.根据实施方式22至36中任一项所述的方法,该方法包括改变所述水基粘合剂的性质的步骤,所述性质例如为化学性质、组成和/或颜色。
197.实施方式38.一种用于将粘合剂施加到片材上的装置,包括:粘合剂施加设备,其能够将水基粘合剂喷涂至所述片材的第一表面上,以便在所述片材的第一表面上提供至少一个粘合剂部分,所述水基粘合剂在使用中允许所述片材非永久性地粘附到物体上。
198.实施方式39.根据实施方式38所述的装置,其中所述粘合剂施加设备包括一个或多个喷头。
199.实施方式40.根据实施方式38或实施方式39所述的装置,其中所述粘合剂施加设备能够例如根据预定的程序或者操作者的要求可操作地改变所述水基粘合剂的喷射速率和/或其性质,所述性质例如为化学性质、组成和/或颜色。
200.实施方式41.一种用于将粘合剂施加到片材上的装置,包括:粘合剂施加设备,其能够将水基粘合剂辊涂至所述片材的第一表面上,以便在所述片材的第一表面上提供至少一个粘合剂部分,所述水基粘合剂在使用中允许所述片材非永久性地粘附到物体上。
201.实施方式42.根据实施方式41所述的装置,其中所述粘合剂施加设备包括一个或多个辊。
202.实施方式43.根据实施方式42所述的装置,其中所述粘合剂在施加至辊上之前存放在容器中。
203.实施方式44.根据实施方式43所述的装置,其中通过将所述辊浸入所述容器从而
将粘合剂施加至所述辊上。
204.实施方式45.根据实施方式43所述的装置,其中从所述容器中泵出粘合剂并将其施加至所述辊的表面上。
205.实施方式46.根据实施方式42至45中任一项所述的装置,其还包括能够将多余的粘合剂从所述辊上移除的粘合剂移除设备。
206.实施方式47.根据实施方式46所述的装置,其中所述粘合剂移除设备为刮刀。
207.实施方式48.根据实施方式46所述的装置,其中所述粘合剂移除设备为另一个辊。
208.实施方式49.一种用于将粘合剂施加到片材上的装置,包括:粘合剂施加设备,其能够将水基粘合剂印刷至所述片材的第一表面上,以便在所述片材的第一表面上提供至少一个粘合剂部分,所述水基粘合剂在使用中允许所述片材非永久性地粘附到物体上。
209.实施方式50.一种用于将粘合剂施加到片材上的装置,包括:粘合剂施加设备,其能够将水基粘合剂冲压至所述片材的第一表面上,以便在所述片材的第一表面上提供至少一个粘合剂部分,所述水基粘合剂在使用中允许所述片材非永久性地粘附到物体上。
210.实施方式51.根据实施方式41至50中任一项所述的装置,其中所述粘合剂施加设备能够例如根据预定的程序或者操作者的要求改变水基粘合剂的施加速率和/或其性质,所述性质例如为化学性质、组成和/或颜色。
211.实施方式52.根据实施方式38至51中任一项所述的装置,其包括传输设备,用于将所述水基粘合剂传输至所述粘合剂施加设备。
212.实施方式53.根据实施方式38至52中任一项所述的装置,其包括用于所述水基粘合剂的存储容器。
213.实施方式54.根据实施方式38至53中任一项所述的装置,其包括片材传输设备,其被构造为将所述片材放置成能够将所述片材的第一表面呈现给所述粘合剂施加设备。
214.实施方式55.根据实施方式38至54中任一项所述的装置,其包括一个或多个折叠设备,用于沿折痕折叠所述片材。
215.实施方式56.根据实施方式38至55中任一项所述的装置,其包括干燥设备,该干燥设备布置为用于干燥所述第一表面上的所述粘合剂部分。
216.实施方式57.根据实施方式56所述的装置,其中所述干燥设备包括热源。
217.实施方式58.根据实施方式57所述的装置,其中所述热源为可控的,以改变干燥速率。
218.实施方式59.根据实施方式38至58中任一项所述的装置,其包括用于切割所述片材的切割设备。
219.实施方式60.根据实施方式38至59中任一项所述的装置,其包括用于将表面纹理或装饰赋予片材的压印设备、印刷设备和/或冲压设备。
220.实施方式61.一种用于制造防护用品的装置,其包括根据实施方式38至60中任一项所述的装置。
221.实施方式62.根据实施方式61所述的装置,其中所述装置被构造为生产根据实施方式1至21中任一项所述的防护用品。
222.实施方式63.一种生产线,其包括根据实施方式38至62中任一项所述的装置。
223.实施方式64.一种防护用品,其包括:具有第一表面的片材;以及布置在所述第一
表面的第一部分上的粘合剂部分;其中将所述片材折叠成使所述第一表面的第一部分面对所述第一表面的第二部分,从而使所述粘合剂部分与所述第一表面的第二部分的无粘合剂部分接合,所述粘合剂为允许粘合剂部分与所述第一表面的第二部分分离并允许所述片材粘附到物体上的粘合剂类型。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。