1.本发明涉及运营管理技术领域,具体为一种基于物联网技术的生产制造运营管理系统。
背景技术:
2.运营管理就是对运营过程的计划、组织、实施和控制,是与产品生产和服务创造密切相关的各项管理工作的总称,从另一个角度来讲,运营管理也可以指为对生产和提供公司主要的产品和服务的系统进行设计、运行、评价和改进。
3.在企业产品生产制造过程中,可通过物联网对其产品的信息采集,以在产品整个生产位置中对其进行监管,并通过信息传播媒介进行信息交换和通信,以实现整个智能生产制造过程中产品的智能化识别、定位、跟踪、监管等功能。
4.目前,针对产品生产制造过程中的信息化库存处理,对于入库及出库产品数量的清点,基本上都是依靠人工技术或通过扫码的方式实现,需要耗费大量的人力、物力和财力,且信息的人工采集清理过程中出现错漏的可能性大,影响高效的运营管理,为此,我们提出一种基于物联网技术的生产制造运营管理系统。
技术实现要素:
5.本发明的目的在于提供一种基于物联网技术的生产制造运营管理系统,以解决上述背景技术中提出的问题。
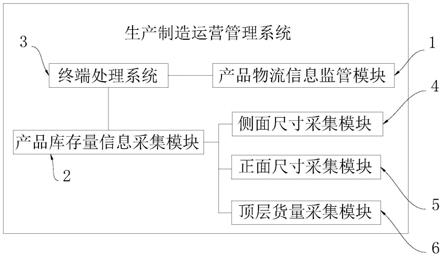
6.为实现上述目的,本发明提供如下技术方案:一种基于物联网技术的生产制造运营管理系统,包括产品物流信息监管模块、产品库存量信息采集模块和终端处理系统,所述产品库存量信息采集模块包括:侧面尺寸采集模块:采集叉车装载的卡板上堆叠货物的侧面尺寸;正面尺寸采集模块:采集叉车装载的卡板上堆叠货物的正面尺寸;还包括有顶层货量采集模块:用于为归整码放的顶层货物量的自动计数;以通过采集归整堆叠货物正面与侧面尺寸与标准单一货柜尺寸对比,终端处理系统计算得出归整堆叠的货物量,且配合顶层货物量的单独计算,以自动计算库存货量,并上传物联网进行智能管理。
7.在库房出口位置设置有一通行框架,并在所述通行框架位置处的地面上设置有滞留区,在库存时叉车穿过所述通行框架,并在所述滞留区停留采集货物量的信息;所述侧面尺寸采集模块包括有视觉传感器一,该所述视觉传感器一设置在所述通行框架的侧边位置,并针对库存搬运叉车上堆叠货物的侧面。
8.所述侧面尺寸采集模块具体包括如下步骤:s1:所述视觉传感器一采集堆叠货物的长度和高度,并录入系统;s2:终端处理系统将录入的长度及高度数据与标准单一货箱长度及高度尺寸对比,并进行计算,以自动计算出该货物在长度方向和高度方向堆叠数量。
9.所述正面尺寸采集模块包括有视觉传感器二,所述视觉传感器二正对所述停滞区内堆叠货物的正面;还包括有辅助定位部件,所述辅助定位部件设置在所述通行框架上,用于确保库存搬运叉车及堆叠货物在停滞区内始终与视觉传感器二等距。
10.所述正面尺寸采集模块具体包括如下步骤:s1:所述视觉传感器二采集堆叠货物的宽度及高度尺寸,并录入系统;s2:终端处理系统将录入的宽度及高度数据与标准单一货箱长度及高度尺寸对比,并进行计算,自动计算出在宽度方向上货物堆叠数,同时对高度上货物堆叠数进行二次计算校准。
11.所述辅助定位部件包括有红外光栅一,所述红外光栅一设置在所述通行框架侧边位置,并与终端处理系统连接,在叉车搬运货物且其货物前端穿过红外光栅一的瞬间,终端处理系统接收到货物到达的信息,并控制所述视觉传感器二对正面尺寸进行采集;还包括有红外光栅二,所述红外光栅二同样设置在所述通行框架上,并沿叉车行进方向紧贴设置在所述红外光栅一的后方,在检测到货物通过红外光栅一并测量尺寸后通过红外光栅二时,视觉传感器二停止数据采集。
12.该辅助定位部件的定位过程具体包括如下步骤:s1:货物前端通过红外光栅一,视觉传感器二采集该堆叠货物正门尺寸信息,以使得堆叠货物在该处位置采集到的图像尺寸始终与标准货箱尺寸处在同一比例尺下;s2:货物继续行进,在通过红外光栅二的同时,视觉传感器二关闭,完成正面尺寸采集。
13.所述通行框架顶部设置有一顶板,并在所述顶板上设置有闪烁报警灯,该闪烁报警灯与终端处理系统连接,且设置有两个,分别为闪烁红色和闪烁绿色;在所述视觉传感器一与视觉传感器二采集到清除的图像及尺寸信息时,绿色闪烁报警灯闪烁绿色,叉车正常通行搬运库存货物;在所述视觉传感器一与视觉传感器二采集的图像不清晰而导致尺寸信息无法采集时,红色闪烁报警灯闪烁红色,提醒人工倒车将叉车重新通行,以二次采集。
14.所述顶层货量采集模块包括有设置在所述顶板底部的条状灯,所述条状灯等距设置有多个,每两个相邻所述条状灯之间的距离与标准货箱长度尺寸相同,且第一所述条状灯与红外光栅一在水平方向上的距离为标准货箱长度的一半,以在所述红外光栅一触发视觉传感器二采集图像时,确保各所述条状灯都各自对应一排货箱;还包括有视觉传感器三,所述视觉传感器三设置在所述顶板底部,并正对堆叠货物的顶面,通过所述条状灯在顶层货物上的灯带宽度来自动计算并确定顶层货物数量,经计算后得出单次搬运货物数目。
15.所述顶层货量采集模块具体包括如下步骤:s1:在叉车搬运货物且货物前端经过红外光栅一的同时,所述视觉传感器三采集顶层货物上光带数据,即各排顶层货物上宽度最小光带的长度;s2:将宽度最小光带的长度与标准货箱宽度对比,计算顶层货量。
16.所述条状灯为红色光源。
17.所述顶板与通行框架可拆连接。
18.与现有技术相比,本发明的有益效果是:本发明区别于现有技术,在生产制造的运营管理过程,尤其针对库存产品数量的信息采集,可自动对出入库且采用箱体包装的产品进行自动计数,在计数过程中,可分别对叉车上底部堆叠归整和顶部未归整堆叠的货物进行分别计数,进而对库存搬运的货物量信息进行精准采集,以进行有效的运营管理,并将采集数据并入物联网,实现控制监管。
附图说明
19.图1为本发明系统示意图;图2为本发明整体结构示意图;图3为本发明图2另一方位结构示意图;图4为本发明图3局部结构示意图;图5为本发明图4另一方位结构示意图;图6为本发明顶层货量采集模块采集图像示意图。
20.图中:1
‑
产品物流信息监管模块;2
‑
产品库存量信息采集模块;3
‑
终端处理系统;4
‑
侧面尺寸采集模块;41
‑
视觉传感器一;5
‑
正面尺寸采集模块;51
‑
视觉传感器二;6
‑
顶层货量采集模块;61
‑
条状灯;62
‑
视觉传感器三;7
‑
通行框架;71
‑
滞留区;8
‑
辅助定位部件;81
‑
红外光栅一;82
‑
红外光栅二;83
‑
顶板;84
‑
闪烁报警灯。
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
22.请参阅图1
‑
6,本发明提供一种技术方案:一种基于物联网技术的生产制造运营管理系统,包括产品物流信息监管模块1、产品库存量信息采集模块2和终端处理系统3,所述产品库存量信息采集模块2包括:侧面尺寸采集模块4:采集叉车装载的卡板上堆叠货物的侧面尺寸,在库房出口位置设置有一通行框架7,并在所述通行框架7位置处的地面上设置有滞留区71,在库存时叉车穿过所述通行框架7,并在所述滞留区71停留采集货物量的信息,所述侧面尺寸采集模块4包括有视觉传感器一41,该所述视觉传感器一41设置在所述通行框架7的侧边位置,并针对库存搬运叉车上堆叠货物的侧面;所述侧面尺寸采集模块4具体包括如下步骤:s1:所述视觉传感器一41采集堆叠货物的长度和高度,并录入系统;s2:终端处理系统3将录入的长度及高度数据与标准单一货箱长度及高度尺寸对比,并进行计算,以自动计算出该货物在长度方向和高度方向堆叠数量。
23.正面尺寸采集模块5:采集叉车装载的卡板上堆叠货物的正面尺寸,所述正面尺寸采集模块5包括有视觉传感器二51,所述视觉传感器二51正对所述停滞区内堆叠货物的正面,还包括有辅助定位部件8,所述辅助定位部件8设置在所述通行框架7上,用于确保库存搬运叉车及堆叠货物在停滞区内始终与视觉传感器二51等距。
24.所述正面尺寸采集模块5具体包括如下步骤:s1:所述视觉传感器二51采集堆叠货物的宽度及高度尺寸,并录入系统;s2:终端处理系统3将录入的宽度及高度数据与标准单一货箱长度及高度尺寸对比,并进行计算,自动计算出在宽度方向上货物堆叠数,同时对高度上货物堆叠数进行二次计算校准。
25.还包括有顶层货量采集模块6:用于为归整码放的顶层货物量的自动计数,所述顶层货量采集模块6包括有设置在所述顶板83底部的条状灯61,所述条状灯61等距设置有多个,每两个相邻所述条状灯61之间的距离与标准货箱长度尺寸相同,且第一所述条状灯61与红外光栅一81在水平方向上的距离为标准货箱长度的一半,以在所述红外光栅一81触发视觉传感器二51采集图像时,确保各所述条状灯61都各自对应一排货箱,还包括有视觉传感器三62,所述视觉传感器三62设置在所述顶板83底部,并正对堆叠货物的顶面,通过所述条状灯61在顶层货物上的灯带宽度来自动计算并确定顶层货物数量,经计算后得出单次搬运货物数目。
26.所述顶层货量采集模块6具体包括如下步骤:s1:在叉车搬运货物且货物前端经过红外光栅一81的同时,所述视觉传感器三62采集顶层货物上光带数据,即各排顶层货物上宽度最小光带的长度;s2:将宽度最小光带的长度与标准货箱宽度对比,计算顶层货量。
27.进而,以通过采集归整堆叠货物正面与侧面尺寸与标准单一货柜尺寸对比,终端处理系统3计算得出归整堆叠的货物量,且配合顶层货物量的单独计算,以自动计算库存货量,并上传物联网进行智能管理。
28.进一步的,所述辅助定位部件8包括有红外光栅一81,所述红外光栅一81设置在所述通行框架7侧边位置,并与终端处理系统3连接,在叉车搬运货物且其货物前端穿过红外光栅一81的瞬间,终端处理系统3接收到货物到达的信息,并控制所述视觉传感器二51对正面尺寸进行采集;还包括有红外光栅二82,所述红外光栅二82同样设置在所述通行框架7上,并沿叉车行进方向紧贴设置在所述红外光栅一81的后方,在检测到货物通过红外光栅一81并测量尺寸后通过红外光栅二82时,视觉传感器二51停止数据采集。
29.该辅助定位部件8的定位过程具体包括如下步骤:s1:货物前端通过红外光栅一81,视觉传感器二51采集该堆叠货物正门尺寸信息,以使得堆叠货物在该处位置采集到的图像尺寸始终与标准货箱尺寸处在同一比例尺下;s2:货物继续行进,在通过红外光栅二82的同时,视觉传感器二51关闭,完成正面尺寸采集。
30.进一步的,所述通行框架7顶部设置有一顶板83,并在所述顶板83上设置有闪烁报警灯84,该闪烁报警灯84与终端处理系统3连接,且设置有两个,分别为闪烁红色和闪烁绿色;在所述视觉传感器一41与视觉传感器二51采集到清除的图像及尺寸信息时,绿色闪烁报警灯84闪烁绿色,叉车正常通行搬运库存货物;在所述视觉传感器一41与视觉传感器二51采集的图像不清晰而导致尺寸信息无法采集时,红色闪烁报警灯84闪烁红色,提醒人工倒车将叉车重新通行,以二次采集。
31.所述条状灯61为红色光源,以增加光带可视能力,保证精准的图像采集使用。
32.所述顶板83与通行框架7可拆连接,以便器材的拆装。
33.需要说明是,视觉传感器一41及视觉传感器二51采集的均为最长尺寸数据,即无论货物顶层有没有归整摆满,也将其归整为一整层,并计数。
34.具体的,首先,本方案中长、宽、高的尺寸实际测量过程中,必然存在误差,因而在实际测量时,我们将测量值近似取整,且本方案在此提供一种实施例,假设标准货箱为30cm
×
30cm
×
30cm的规格,则我们在数据近似取整时以30位单位值,多于15的进一位,小于15的退一位:s1:视觉传感器一41采集到货物侧面长度为89cm,则系统取整为90cm,并计算得出货物在长度方向上堆叠有三排;同时采集到货物高度为99cm,则系统取整90cm,并计算得出货物高度方向上堆叠有三层;s2:视觉传感器二51采集到货物正面宽度为100cm,则系统取整90cm,计算出货物宽度方向堆叠三列;s3:即初步计算货物为3
×3×
3的堆叠方式,共计为二十七个;s4:视觉传感器三62在采集图像数据时,以顶层整个光带的最窄光带为对比,自动过滤大于这一光带宽度的图像,最终视觉传感器三62采集第一排最窄光带长度为35cm,第二排最短光带长度为65cm,第三排最短光带长度为0,即顶部有三个货箱;s5:计算27
‑
(9
‑
3)=21,精确对每次库存货物进出量进行计数。
35.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
36.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。