1.本发明涉及一种形位误差检测设备,具体地说是一种铝合金轮毂圆跳动误差检测设备。
背景技术:
2.机械加工后,零件的实际要素相对于理想要素总有误差,包括形状误差和位置误差。这类误差影响机械产品的功能,设计时应规定相应的公差并按规定的标准符号标注在图样上。国家标准gb/t 1182
‑
2008《产品几何技术规范(gps)几何公差形状、方向、位置和跳动公差标注》中,对各项形状和位置公差都有规定。
3.国家标准中规定:跳动公差是由提取实际要素跳动量之差来控制实际表面形状、方向和位置的一项综合指标。跳动公差包括圆跳动公差和全跳动公差,圆跳动是指被测要素围绕基准轴线在无轴向移动的前提下,在任一测量平面内旋转一周时的最大变动量,即最大跳动量与最小跳动量之差。
4.圆跳动公差按其测量方向可分为径向圆跳动、轴向圆跳动和斜向圆跳动三种。
5.铝合金轮毂制造过程中,铸造变形、热处理变形、转运磕碰的存在,以及内部应力的释放、机加过程的装夹变形、切削变形等,都会或多或少的对铝合金轮毂的圆跳动造成影响,而铝合金轮毂的圆跳动又是影响装胎可靠性、行驶平稳性、操作舒适性的直接指标。因此,在铝合金轮毂的客户标准中,都会对铝合金轮毂的圆跳动进行规定。
6.图1就是一种铝合金轮毂的圆跳动公差标注示例。可以看出,图纸中要求检查两个部位的径向圆跳动、轴向圆跳动,检测时,是以中心孔a和法兰面b做为定位基准,铝合金轮毂是需要围绕轴线a进行旋转的。
技术实现要素:
7.本发明的目的是要提供一种铝合金轮毂圆跳动误差检测设备。
8.为了实现上述目的,本发明的技术方案是:一种铝合金轮毂圆跳动误差检测设备,由机架、轴承底座、伺服电机、平键、转轴、轴承组件、弹性涨套、锁紧螺钉、锥形轴、伺服滑台、滑座、接触式位移传感器、传感器支架组成,机架由型钢焊接而成,焊接后退火以去除应力、减少变形,轴承底座通过螺栓固定在机架上,伺服电机固定在轴承底座上,并通过平键和转轴联接,轴承组件安装在轴承底座内部,弹性涨套安放在轴承底座上部,锁紧螺钉固定在轴承底座上部,锁紧螺钉通过锥形轴使弹性涨套膨胀和收缩,起到对铝合金轮毂进行中心定位的作用,伺服滑台通过螺栓固定在机架上,传感器支架通过螺钉固定在伺服滑台的滑座上,接触式位移传感器安装在传感器支架上,并用紧定螺钉进行紧固。
9.使用之前,需要根据待测铝合金轮毂的中心孔的具体尺寸,更换相应的弹性涨套。
10.使用时,先把铝合金轮毂放置在转轴上表面,实现铝合金轮毂的端面定位,并使铝合金轮毂的中心孔套在弹性涨套上;然后,将锁紧螺钉紧固,在锁紧螺钉紧固的过程中,就会驱动锥形轴使弹性涨套膨胀,起到对铝合金轮毂进行中心定位的作用。至此,实现铝合金
轮毂的端面和径向定位。
11.接着,伺服滑台带动滑座、传感器支架上下运动,使接触式位移传感器与铝合金轮毂的待测部位轻轻接触。
12.启动伺服电机,伺服电机会驱动转轴及铝合金轮毂缓慢旋转。在旋转的过程中,会得到图3所示的铝合金轮毂旋转角度和该部位接触式位移传感器的数值的对应曲线,即“角度—跳动”曲线。通过这个曲线,就可以计算出铝合金轮毂的圆跳动误差了。
13.如果需要检测其它部位的圆跳动,只需使伺服滑台驱动滑座,调整接触式位移传感器的上下位置即可。
14.本发明能满足铝合金轮毂圆跳动误差检测的需要,能检测铝合金轮毂多个部位的圆跳动误差,同时具有操作简捷、数据精度高、测量行程大的特点。
附图说明
15.图1是一种铝合金轮毂的圆跳动公差标注示例。
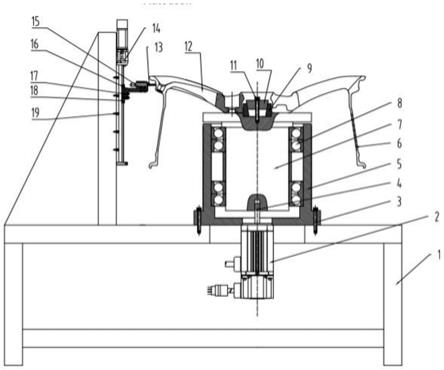
16.图2是本发明一种铝合金轮毂圆跳动误差检测设备的主视图。
17.图3是本发明一种铝合金轮毂圆跳动误差检测设备的检测结果数据分析示意图。
具体实施方式
18.下面结合附图详细说明依据本发明提出的具体装置的细节和工作情况。
19.一种铝合金轮毂圆跳动误差检测设备,由机架1、轴承底座5、伺服电机2、平键4、转轴7、轴承组件8、弹性涨套9、锁紧螺钉11、锥形轴10、伺服滑台14、滑座18、接触式位移传感器13、传感器支架16组成,机架1由型钢焊接而成,焊接后退火以去除应力、减少变形,轴承底座5通过螺栓3固定在机架1上,伺服电机2固定在轴承底座5上,并通过平键4和转轴7联接,轴承组件8安装在轴承底座5内部,弹性涨套9安放在轴承底座5上部,锁紧螺钉11固定在轴承底座5上部,锁紧螺钉11通过锥形轴10使弹性涨套9膨胀和收缩,起到对铝合金轮毂12进行中心定位的作用,伺服滑台14通过螺栓19固定在机架1上,传感器支架16通过螺钉17固定在伺服滑台14的滑座18上,接触式位移传感器13安装在传感器支架16上,并用紧定螺钉15进行紧固。
20.使用之前,需要根据待测铝合金轮毂12的中心孔的具体尺寸,更换相应的弹性涨套9。
21.使用时,先把铝合金轮毂12放置在转轴7上表面,实现铝合金轮毂12的端面定位,并使铝合金轮毂12的中心孔套在弹性涨套9上;然后,将锁紧螺钉11紧固,在锁紧螺钉11紧固的过程中,就会驱动锥形轴10使弹性涨套9膨胀,起到对铝合金轮毂12进行中心定位的作用。至此,实现铝合金轮毂12的端面和径向定位。
22.接着,伺服滑台14带动滑座18、传感器支架16上下运动,使接触式位移传感器13与铝合金轮毂12的待测部位轻轻接触。
23.启动伺服电机2,伺服电机2会驱动转轴7及铝合金轮毂12缓慢旋转。在旋转的过程中,会得到图3所示的铝合金轮毂旋转角度和该部位接触式位移传感器的数值的对应曲线,即“角度—跳动”曲线。通过这个曲线,就可以计算出铝合金轮毂的圆跳动误差了。
24.如果需要检测其它部位的圆跳动,只需使伺服滑台14驱动滑座18,调整接触式位
移传感器13的上下位置即可。
技术特征:
1.一种铝合金轮毂圆跳动误差检测设备,由机架(1)、轴承底座(5)、伺服电机(2)、平键(4)、转轴(7)、轴承组件(8)、弹性涨套(9)、锁紧螺钉(11)、锥形轴(10)、伺服滑台(14)、滑座(18)、接触式位移传感器(13)、传感器支架(16)组成,其特征在于:机架(1)由型钢焊接,轴承底座(5)固定在机架(1)上,伺服电机(2)固定在轴承底座(5)上,并通过平键(4)和转轴(7)联接,轴承组件(8)安装在轴承底座(5)内部,弹性涨套(9)安放在轴承底座(5)上部,锁紧螺钉(11)固定在轴承底座(5)上部,锁紧螺钉(11)通过锥形轴(10)使弹性涨套(9)膨胀和收缩,对铝合金轮毂(12)进行中心定位,伺服滑台(14)固定在机架(1)上,传感器支架(16)固定在伺服滑台(14)的滑座(18)上,接触式位移传感器(13)安装在传感器支架(16)上。
技术总结
本发明涉及一种铝合金轮毂圆跳动误差检测设备,轴承底座固定在机架上,伺服电机固定在轴承底座上,并通过平键和转轴联接,轴承组件安装在轴承底座内部,弹性涨套安放在轴承底座上部,锁紧螺钉固定在轴承底座上部,锁紧螺钉通过锥形轴使弹性涨套膨胀和收缩,起到对铝合金轮毂进行中心定位的作用,伺服滑台通过螺栓固定在机架上,传感器支架通过螺钉固定在伺服滑台的滑座上,接触式位移传感器安装在传感器支架上,并用紧定螺钉进行紧固。并用紧定螺钉进行紧固。并用紧定螺钉进行紧固。
技术研发人员:郭建东 刘金伟 王朋超 于宁 孙海超 杨科慧 李振宇 王博 胡广旭 王山
受保护的技术使用者:中信戴卡股份有限公司
技术研发日:2021.08.05
技术公布日:2021/11/4
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。