制造微片剂的方法和设备
1.相关申请的交叉引用
2.本技术要求2019年12月5日提交的美国专利申请第16/704,822号的优先权,后者要求2018年12月7日提交的美国临时专利申请序列号62/776,826的优先权和权益;上述优先权申请都通过引用以其整体并入。
技术领域
3.本说明书的实施例涉及用于生产微片剂的方法和装置,更具体地,涉及用于生产具有可摄入药物的微片剂的方法和装置。
背景技术:
4.尽管用于治疗多种疾病的新药物的开发日趋增多,但是许多此类包含生物活性化合物(诸如蛋白质、抗体和肽)的药物的应用受到限制,因为它们无法轻易制成固体形状或封装而以口服或其他形式递送。该领域的一个挑战在于,将包含蛋白质、肽或抗体的药物制成片剂或其他固体形式的过程可能会导致药物变性或其他生物活性的丧失,这是由于蛋白质结构在制作过程中受到破坏引起的。在这方面,许多这类蛋白质具有定义其生物学活性的复杂内部结构。这些结构的变性或其他破坏可能导致药物失活或药物生物活性的显著下降。就这一点而言,在某些情况下,诸如模制、压缩、铣削、研磨或封装等制作过程已被证明是有问题的。
5.因此,需要一种方法和机器,以用于将生物活性化合物,诸如蛋白质、抗体和肽形成微片剂,从而以口服或以其他方式递送给人或其他哺乳动物,而不会显著降低化合物的生物活性。
技术实现要素:
6.本公开的实施例包括用于由诸如制药粉末的前体材料制造微片剂的改进系统和方法。各种实施例提供了一种设备和方法,用于引导、收集和压缩粉末从而形成具有选定密度的压缩块,并反复压实压缩块从而增加压缩块的密度并形成微片剂。
7.本说明书的技术的一个方面是用于由制药粉末制造微片剂的设备和方法,其中结合了相对于容器和空腔可变地定位的多个可移动构件,以将粉末引导、收集和/或压缩成压实的片剂形式,同时保持药物粉末的组成部分的完整性。在一个实施例中,第一可移动构件相对于容器定位,其中,第一可移动构件可在空腔内从一个位置移动到其第二位置从而压缩、压实或以其他方式浓缩或引导药物粉末以在空腔内的第一位置处形成粉末的收集块。通过第一可移动构件的引导、压缩或压实仅可用于将粉末收集到空腔中的特定区域,或者可选地用于增加空腔内的制药粉末的密度,即,具有第一密度。
8.压缩可以可选地包括利用第二可移动构件在第二方向上压缩空腔内的粉末。通过第二可移动构件的压缩或压实可以可选地用于进一步增加制药粉末的密度,即具有大于第一密度的第二密度。第二可移动构件的第二方向移动可以可选地正交于第一可移动构件的
第一方向移动。
9.压缩可以可选地包括通过第三可移动构件进行压缩或压实,第三可移动构件可以可选地用于进一步增加制药粉末的密度,即具有大于第二密度的第三密度。此外,第三可移动构件可以进一步包括在第三方向上铰接的往复构件,使得随着可移动构件的每一次连续往复运动,粉末的密度逐渐增大以产生最终密度和形状的压实固体块,从而形成根据本技术的微片剂。第三可移动构件的第三行进方向可以可选地正交于第一可移动构件的行进方向和第二可移动构件的行进方向中的一个或两个。
10.在说明书的以下部分中将提出本文所述的技术的其他方面,其中,详细说明是出于完全公开本技术的实施例而不对其施加限制的目的。
附图说明
11.通过参考以下附图,将更充分地理解本文所述的技术,这些附图仅用于说明性目的:
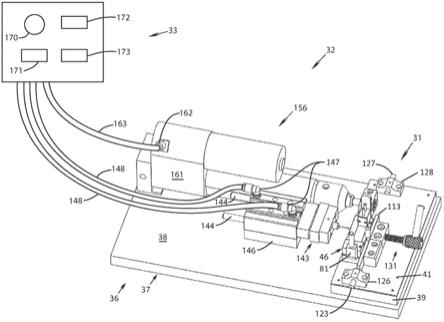
12.图1是用于制造微片剂的本技术的系统的实施例的透视图。
13.图2是如图1的系统中所示的用于制造微片剂的装置的实施例的透视图,该装置被示出处于第一位置。
14.图3是如图2中所示的用于制造微片剂的装置的一部分的放大图。
15.图4是如图2中所示的用于制造微片剂的装置的容器的分解透视图。
16.图5是沿图4的线5
‑
5截取的图2中所示的装置的一部分的放大平面图,示出了容器以及与其可滑动地协作的第一、第二和第三可移动构件。
17.图6是沿图5的线6
‑
6截取的图4中所示的装置部件的横截面图。
18.图7是沿图5的线6
‑
6截取的图4的横截面图的一部分的放大细节图。
19.图8是图1至图5中所示的装置中所示的滑块的透视图。
20.图9是图8的滑块的侧视图。
21.]图10是处于第二位置的图2的装置的一部分的放大透视图。
22.图11是处于第三位置的图2的装置的一部分的放大透视图。
23.图12示出了图2的装置处于第三位置时的图6的横截面图。
24.图13是图2的装置处于第三位置时的图12的一部分的放大图。
25.图14是处于第四位置的图2的装置的一部分的放大透视图。
26.图15是处于第五位置的图2的装置的一部分的放大透视图。
27.图16是处于第六位置的图2的装置的一部分的放大透视图。
28.图17是本技术的用于制造微片剂的系统的另一实施例的透视图。
29.图18是图17的用于制造微片剂的装置的一部分的放大图。
30.图19是沿图18的线19
‑
19截取的图17的用于制造微片剂的装置的横截面图。
31.图20是沿图18的线20
‑
20截取的图17的用于制造微片剂的装置的横截面图。
32.图21是本技术的用于制造微片剂的系统的另一实施例的透视图。
33.图22是图21的用于制造微片剂的装置的侧立面图。
34.图23是处于第二位置的图21的用于制造微片剂的装置的侧立面图。
35.图24是沿图22的线24
‑
24截取的图21的用于制造微片剂的装置的侧立面图。
36.图25是沿图22的线25
‑
25截取的图21的用于制造微片剂的装置的横截面图。
具体实施方式
37.本技术的各种实施例提供了用于制作和/或制造微片剂的方法和装置,其可以被称为设备或机器。“微片剂”在本文中被称为具有许多合适类型或形状的小结构,并且可以包括或可以被称为片剂、丸剂、栓、压缩或压实块、圆柱形块、压缩或压实的圆柱形块、微尺度成型块或上述的任意组合。在一些实施例中,微片剂可以包括治疗性组分或由治疗性组分形成。这样的治疗性组分可以包括各种治疗性物质(也称为治疗剂)中的任何一种,诸如用于治疗身体的疾病或其他状况的制药活性剂(也称为制药剂)、疫苗、细胞(例如,由生物体产生或来自生物体或包含生物体的成分)、维生素、矿物质或其他营养补品、或dna或sirna转录本(例如,用于修饰遗传异常、状况或疾病)。
38.制药活性剂的示例可以包括但不限于:肽、蛋白质、免疫球蛋白(例如,抗体)、大分子、小分子、激素以及任何前述物质的生物活性变体和衍生物。在各种实施例中,治疗性组分可以包含制药领域已知的各种赋形剂。
39.通过本技术的方法和机器生产的微片剂可以被配置成与任何合适的药物递送系统结合使用,并且可以经由用于待治疗病症的任何合适的给药途径来给药。这样的给药途径可以任选地包括但不限于口服、舌下肠胃外、静脉内、肌肉内、心室内和心脏内给药。例如,可以口服含胰岛素的微片剂并将其递送到小肠中,其中可以将药物递送到小肠的壁或周围组织,诸如腹膜壁或腹膜腔中。在另一示例中,可以将含有胰岛素的微片剂注射或以其他方式皮下放置到组织中,例如肌肉内注射,以便可选地溶解从而将胰岛素释放到血流中。
40.在各种实施例中,可以使用本文所述的方法和机械,通过使前体材料成形来形成微片剂。前体材料可以包括治疗性组分,其中在形成微片剂之后,保留了治疗性组分或组分治疗剂的至少一部分生物学活性(也称为生物活性)。前体材料可以可选地包含赋形剂,诸如润滑剂、粘合剂、填充剂或崩解剂。在各种实施例中,可以通过压缩或压实前体材料来完成微片剂的制造,其中,选择压缩力或压实力以使药物的生物学活性的退化最小化。在各种实施例中,本技术的微片剂可以可选地具有其他性质,诸如密度或粒度,其在一些情况下可以与治疗性组分或组分治疗剂的最小生物活性水平(在本文中也称为生物学活性)相关。
41.根据各种实施例,在微片剂形成后,治疗剂或组分的生物活性可以与治疗剂或组分的结构完整性相关。可以例如通过将生物活性测定法与化学测定法的结果相关联来实现这样的相关性,使得相对于前体材料,在组分水平上例如以重量为基础,在形成之后保持选定百分比的药物。如上所述,治疗性组分可以可选地包括蛋白质、肽或抗体,并且其在微片剂中的生物学活性为在制造期间的任何压缩或压实之前的生物学活性的至少70%,诸如为在制造期间的任何压缩或压实之前的生物学活性的至少90%,或者为制造期间的任何压缩或压实之前的至少95%。这些百分比还可以相应于相对于前体材料中残留在微片剂中的药物的重量百分比,诸如通过如上所述将生物学活性测定与重量成分的化学测定相关联。本技术的微片剂可以可选地具有在约1.00至1.15mg/mm3的范围内的密度,诸如约1.02至1.06mg/mm3。
42.为了方便起见,本文将前体材料描述为粉末形式。然而,应理解,对于本文的任何示例,前体材料都可以可替选地为粉末、液体、浆液或糊剂中的一种或混合物。此外,术语
“
制药粉末”有时在本文中与术语“粉末”互换使用。
43.根据各种实施例,微片剂可以可选地被配置成在目标部位溶解或以其他方式降解以在目标部位释放治疗性组分。这样的目标部位可以相应于例如胃肠道器官的壁(例如,小肠的壁)或周围组织(例如,腹膜壁或腹膜腔内的目标部位)。在另外的或其他可替选实施例中,目标部位可以相应于皮下组织,包括例如肌内组织,诸如在手臂、腿或臀部中。
44.可以将微片剂可选地插入或以其他方式并入结构中,诸如由可生物降解的材料制成的穿透组织的微针。合适的生物可降解材料可以可选地包括诸如麦芽糖和蔗糖的各种糖、诸如聚乙醇酸(pga)、聚乳酸(pla)或聚乙醇酸乳酸(pgla)的各种乳酸聚合物、各种聚乙烯、诸如hpmc(羟丙基甲基纤维素)的各种纤维素,、pvoh(聚乙烯醇)、硅橡胶和本领域已知的其他可生物降解的聚合物。
45.可以可选地选择微片剂和可选的微针的材料和其他性质,以产生所设计的降解速率。例如,可以可选地设计降解速率以实现各种药代动力学参数,诸如t
max
、c
max
、t
i/2
或曲线下面积(auc)。
46.作为非限制性实例,微片剂中的治疗性组分可以包括:葡萄糖调节蛋白,诸如胰岛素(例如,人胰岛素和/或使用重组dna方法产生的胰岛素)或肠降血糖素,诸如glp;抗体,诸如igg或来自tnf抑制类抗体的抗体,诸如阿达木单抗(hum ira)、英夫利昔单抗(remicade)、赛妥珠单抗、聚胆固醇(cimzia)、戈利木单抗(simponi)或者依那西普(enbrel);和/或白介素中和蛋白,诸如与一种或多种白介素替代受体结合的抗体(例如,白介素1
‑
36中的一种或多种,例如,白介素1、白介素17a及其对应的类似物和衍生物)。
47.在许多实施例中,用于形成片剂的粉末是冻干粉末的形式。因而,现在将提供冻干过程的简要说明。该说明仅出于示例的目的,并且设想到该过程中的许多变体。冻干,也称为冷冻干燥,是一种用于保存包括食品、药品和生物材料(细胞、酵母和抗体)在内的有机材料的过程。它涉及三个主要阶段或步骤,包括冷冻、初次干燥(也称为升华)和二次干燥(例如,吸附和/或解吸)。在一些情况下,冷冻之前可能还会有预处理步骤。
48.预处理包括在冷冻之前处理要冻干的材料的任何方法。预处理可以包括浓缩材料、改进配方(即,添加赋形剂或其他成分以提高稳定性,保持外观和/或改善加工性能)、减少高蒸气压溶剂或增加表面积。
49.在冷冻阶段,材料被冷却到其三相点以下,三相点是材料的固相、液相和气相可以共存的最低温度。这确保了在之后的步骤中将发生升华而不是熔化。为了利于更快和更高效的冷冻干燥,较大的冰晶是优选的。大的冰晶在产物内形成网络,从而在升华过程中促进更快地去除水蒸气。为了产生更大的晶体,可以将产物缓慢冷冻,或者可以在称为退火的过程中在温度上进行上下循环。使用大冰晶最容易实现冻干,而大冰晶可以通过缓慢冷冻或退火来生产。然而,对于诸如活细胞的生物材料,当晶体太大时,它们可能会破裂细胞壁,从而导致不理想的冷冻干燥结果。为了防止这种情况,可以在大约
‑
50℃(
‑
58
°
f)至大约
‑
80℃(
‑
112
°
f)的最终温度范围内快速进行冷冻。对于倾向于沉淀的材料,可以如上所述地使用退火。
50.在冻干的第二阶段,即初次干燥(升华)中,将材料放入腔室中,并降低压力(降低到几毫巴的范围)以产生部分真空,并向腔室中添加足够的热以使冷冻材料中所含的冷冻的水升华(或直接从固相变成液相)。可以使用升华分子的升华潜热来计算所需的热的量。
真空加速了升华过程。在许多情况下,冷的冷凝器室和/或冷凝器板可以用于提供水蒸气重新液化和/或固化的表面。
51.在初次干燥阶段,材料中约95%的水被去除。取决于材料,初次干燥可能是缓慢的过程(例如,约为几天),因为如果使用过多的热,这会改变或降解材料的结构。
52.冻干的最后阶段是二次干燥(例如,吸附/解吸),在此期间,除去任何与材料离子结合或以其他方式结合的残留水。冷冻干燥过程的这一部分由材料相对于结合水(例如,离子结合水)的吸附等温线来控制。在此阶段,温度升高到比初次干燥阶段更高的温度,甚至可能高于0℃(32
°
f),从而破坏水分子和冷冻物质之间已经形成的任何物理化学相互作用(例如,离子键或其他键)。通常,在此阶段还降低压力以促进解吸(通常在微巴或帕斯卡的分数的范围内)。然而,有些产物也将从压力增加中受益。冷冻干燥过程完成后,通常在对材料密封之前用惰性气体(诸如氮气)破坏真空。在操作结束时,产物中的最终残留水含量较低,约为1%至4%。
53.本技术的方法和机器可以可选地提供库存或多个微片剂,其中,微片剂的性质,诸如治疗性组分的生物活性和/或形成后的微片剂的密度,基本上在整个库存期间都保持在选定范围内。对于本技术的微片剂的实施例的一种或多种选定的药物,这样的方法和机器可以有利地保持均匀的剂量和药代动力学参数。
54.本技术的微片剂的实施例可以具有多种合适的形状中的任何一种,例如:丸剂形状或片剂、圆锥形、圆柱形、立方体、球形或其他类似形状。用于从粉末(例如,从本文公开的供人类或其他哺乳动物消耗的制药粉末)制造本技术的微片剂的方法、装置和设备可以可选地包括压缩、压实或推动粉末以形成具有一定密度的压缩块。之后可以可选地压实该压缩块以增加压缩块的密度。压缩、压实或推动可以可选地以重复压实的形式来增加压缩块的密度。在一个或多个实施例中,压缩块可以是圆柱体的形式,或者是圆柱体的形状,并且沿着纵向轴线延伸。压实,无论是否重复,都可以沿着纵向轴线。压缩块,例如圆柱形压缩块,可以可选地被压实或夯实到圆柱形模具或其他形成区域中以形成微片剂。本技术的方法和装置可以可选地是自动化的。
55.压缩可以可任选地包括通过漏斗进料粉末。压缩可以包括在至少一个方向上压实粉末以形成压缩块,该压缩块是压实块。例如,压缩可包括在第一方向上压实粉末,然后在第二方向上压实粉末以形成作为压实块的压缩块,其中第二方向可以可选地与第一方向正交。对于另一示例,压缩可以包括在第一、第二和第三方向上压实粉末,所述第一、第二和第三方向可以可选地彼此正交,以形成微片剂。压缩或压实可以顺序地、同时地或以重叠方式发生。压缩或压实中的任何或全部可以可选地分别由可移动的压实构件来执行。
56.本技术的方法、装置和设备可以包括:将材料提供到填充区域中;以及启动自动化过程,该自动化过程包括将材料从填充区域中推出到形成区域中;将在形成区域中的材料压缩成具有与形成区域的内表面相符的周边的压缩块;以及从形成区域弹出压缩块。
57.下面阐述的本技术的实施例是本技术的示例,并且在一些情况下可以比本技术的前述说明更宽泛,但是并不旨在限制前述说明的广度或本技术的广度。在下面的实施例中阐述的本技术的附加特征是可选的。在具有或不具有下文阐述的任何实施例的任何其他特征的情况下,可以将以下阐述的任何实施例的特征与本技术的任何或所有前述说明组合。下文所述的任何方法、过程、设备、装置、机器或系统的所有特征、步骤、参数和特点都不限
于以下阐述的任何特定实施例,而是等同地适用于本技术的前述说明以及本文公开的本技术的所有实施例。在一些情况下,宽泛的术语和描述符被更具体的术语和描述符代替,不是为了将公开内容限制为特定的术语或描述符,而仅仅是为了便于讨论和理解。
58.本技术的装置、设备或机器可以是任何合适的类型,其示例在图1至图16中示出。其中的机器31被示为系统32的一部分,其可选地可以另外包括任何合适类型的控制器33。在各种实施例中,控制器33可以相应于或包括微处理器(未示出)或模拟装置及其组合中的一个或多个。在一些实施例中,控制器33包括处理器和应用程序编程(未示出),其为机器可读指令或代码形式,机器可读指令或代码被存储在存储器(未示出)中并且在处理器上可执行,以在控制器上执行操作,如本文所详述。控制器33可以可选地包括用于控制机器31或系统32的各种操作的一个或多个旋钮170、、仪表171和多个计时器172、173。机器31也可以被称为微压片机。
59.机器31可以可选地包括支撑结构36,其可以可选地包括任何合适类型的基座37。基座37可以可选地包括底板38和通过任何合适的方式(诸如一个或多个合适的紧固件41)结合到底板38的顶部的至少一部分的上板39。基座37,包括其多个部分,可以是由任何合适的材料(诸如金属或塑料)形成。
60.参考图3至图7,机器31可以包括容器46,容器46提供了用于接收微片剂从其形成的粉末的空腔47。空腔47的一些或全部可以被可选地称为填充区域。容器46可以以任何合适的方式形成,并且可以可选地被形成为部件/层的组件,包括下部块51、中间板52以及具有第一端53a和第二端53b的上部块53,如图4中所示,通过任何合适的方式,诸如多个任何合适的紧固件(未示出)固定在一起。中间板52可以通过任何合适的方式与下部块51和上部块53对齐,诸如结合到下部块51并以任何合适的样式从其向上延伸的多个对齐销54,以便与延伸穿过中间板52的对应数量的开口56以及延伸到上部块53中或穿过上部块53的对应多个孔或开口(未示出)对准或对齐。包括其多个部分的容器46可以由任何合适的材料,诸如金属或材料形成,并且可以结合在一起,并通过任何合适的方式,诸如多个任何合适的紧固件57结合到基座37(图5)。在一个实施例中,中间板52可选地为镜面抛光的钢板,其在与制药粉末接触之后可以相对容易地清洁。应明白,容器46也可以是由单个部分、零件或部件形成的一体结构。
61.空腔47可以具有任何合适的尺寸和形状,并且可选地形成在容器46的一个或多个部分中。仍参考图3至图7,空腔47可以可任选地包括形成在上部块53中的空腔接收部47a。空腔接收部47a可以可任选地为平行六面体的形状,并由基本彼此平行延伸的内部侧表面61和垂直于内部侧表面61延伸的内部端表面62形成。内部侧表面61和内部端表面62中每一个都可以可选地是平坦的,并且可以在上部块53的顶和底表面之间并穿过两者而延伸穿过上部块53。空腔47可以可选地包括空腔中心部47b,空腔中心部47b在中间板52的顶表面和底表面之间并穿过两者延伸。空腔中心部47b在平面图中看时可以可任选地为矩形,并由在中间板52上基本彼此平行地延伸的第一侧表面66和相对的第二侧表面67形成(图7)。第二侧表面67可以可选地与空腔47的空腔接收部47a的内部端表面62共面,并且空腔47的空腔中心部47b可以可选地具有至少等于上部块53的第二端53b处的空腔接收部47a的内部侧表面61之间的距离的长度。因此,空腔中心部47b可以可选地在空腔接收部47a的端部处对齐,并且空腔中心部47b的第二侧表面67可以可选地与空腔接收部47a的内部端表面61齐平。
62.空腔47可以可选地包括位于空腔中心部47b下方的空腔下部47c,空腔下部47c可以可选地至少部分由细长构件71形成。细长构件71可以可选地为管状或圆柱形。细长构件71可以可选地由抛光钢管制成,钢管在与制药粉末接触后可以相对容易地进行清洁。细长构件71可以具有任何合适的直径和长度。在一个实施例中,细长构件71的直径为0.7毫米、0.5毫米或更小。在另一实施例中,细长构件71的直径为0.25毫米或更大。细长构件71可以可选地以任何合适的方式固定在下部块51和中间板52之间,例如,坐置在具有横跨下部块51的顶部宽度延伸的长度的第一狭槽72和具有横跨中间板52的底部宽度延伸的长度的第二狭槽73内。狭槽72、73中的每一个都可以沿狭槽长度的至少一部分接收细长构件71,并且可以可选地具有与细长构件71的外部横截面构造相符的横截面构造。例如,狭槽72、73中的每一个都可以可选地横截面为弧形,例如具有半圆形横截面。
63.细长构件71可以可选地设置有沿着细长构件71的长度延伸的内部通道74。此外,细长构件71可以可选地形成有沿着细长构件71的长度的一部分的切口76。这样的切口76可以可选地与在中间板52中形成的空腔中心部47b的底部对齐。内部通道74可以可选地具有近似等于空腔中心部47b的宽度的横截面尺寸或直径。切口76和内部通道74可以被称为空腔下部47c。
64.容器46可以可选地被称为包括可变漏斗,因为空腔47的形状和体积在使用时可以改变。例如,粉末行进的路径的体积从引入空腔接收部47a,通过空腔中心部47b,进入空腔下部47c(例如,进入细长构件71内的内部通道74)减小。因而,空腔47可以被称为包括体积减小区域。容器46的部分或全部部分可以被称为体积减小室、压实室、粉末压缩室或前述的任意组合。
65.参考图1至图12,机器31可以可选地包括至少一个可移动部件或构件,诸如第一可移动构件81,其可滑动地或可移动地由支撑结构36(例如由容器46)承载,并具有可在空腔接收部47a内移动的端面82,以改变空腔接收部47a的尺寸并可选地改变形状(例如,参见图3、图5和图6)。就这一点而言,例如,第一可移动构件81可以在第一或打开位置和第二或关闭或压实位置之间可滑动或可移动,在第一位置中,例如如图6中所示,空腔接收部47a的尺寸相对大,在第二位置中,例如如图12中所示,空腔接收部47a的尺寸体积减小并且相对较小。第一可移动构件81,包括其任何多个部件,可以由诸如金属或塑料的任何合适的材料制成。
66.可以被称为引导、压缩或压实部件或构件或称为柱塞的第一可移动构件81可选地通过上部块53在在容器46中保持就位。在这一点上,例如,第一可移动构件81可以被可滑动地布置在设于上部块53的第一端53a处的开口83中(图4)。开口83的宽度可选地等于第一可移动构件81的相对两侧表面之间的距离。第一可移动构件81的端面82(图5,图6)可以可选地被设定大小、尺寸和形状,从而可滑动地接合空腔接收部47a的至少侧表面和底表面,并在第一可移动构件81从其第一位置移动到其第二位置期间,抑制空腔47内的任何材料容易地穿过端面82。例如,端面82可以可选地具有等于空腔接收部47a的内部侧表面61之间的距离的宽度,使得空腔47内的材料不能轻易地在端面82和内部侧表面61之间穿过。第一可移动构件81可以可选地沿着中间板52的顶部在空腔接收部47a内滑动,第一可移动构件81在端面82处的底边缘可滑动地接合中间板52的顶部,以抑制空腔47内的任何材料在端面82和中间板52之间穿过。
67.容器46可以可选地包括限制表面86(图6),限制表面86用于限制第一可移动构件81的端面82可以在空腔接收部47a内行进的距离。例如,第一可移动构件81可以包括直立部81a,该直立部在开口83处与上部块53的限制表面86接合,因而限制了第一可移动构件81相对于上部块53的行进。例如,当处于其第二位置时,第一可移动构件81的端面82可以可选地与空腔47的内部端表面62间隔开,以在端面82和内部端表面62之间提供间隙或空间。因此,第一可移动构件81可以用于减小可变空腔47的体积。第一可移动构件81的直立部81a可以可选地用作手柄,以在其第一和第二位置之间手动移动第一可移动构件81。然而,应明白,第一可移动构件81可以例如由联接至控制器33或系统32的任何其他控制器的任何合适的致动器或电机自动地移动或控制。
68.机器31可以可选地包括第二可移动构件91,其由支撑结构36(例如由容器46)可滑动地或可移动地承载,且可在空腔接收部47a中移动,以改变空腔接收部47a的尺寸并可选地改变其形状(例如,参见图3、图6和图12)。在这一点上,例如,第二可移动构件91可以在第一或打开位置(例如,如图6中所示)与第二或压实位置(例如,如图12中所示)之间可滑动或可移动。第二可移动构件91,包括形成第二可移动构件91的任何多个部件,可以由任何合适的材料制成,诸如金属或塑料。
69.可以被称为引导、压缩或压实部件或构件或压实器或柱塞的第二可移动构件91可以可选地通过上部块53在容器46上保持就位,例如在上部块53的第二端53b上。在这一点上,例如,第二可移动构件91可以具有通过任何合适的方式结合至压实器91b的滑架91a。滑架91a可以可选地通过任何合适的方式,例如通过一个或多个引导柱93可滑动地布置在上部块53的第二端53b上,引导柱93可以被可滑动地接收在穿过滑架91a向上延伸的一个或多个对齐孔94中(图5)。因而,滑架91a可以在引导柱93上可向上和可向下移动,以使第二可移动构件91在其第一和第二位置之间移动。压实器91b可以通过任何合适的方式,诸如多个紧固件(未示出)结合至滑架91a。压实器91b可以具有任何合适的形状,并且可选地为板的形式,板结合到滑架91a的一侧并且具有向下延伸超过滑架91a的底部的压实部96。压实部96可以具有端面97,端面97可以可选地被设定大小、尺寸和形状,从而在第一可移动构件81处于其闭合或压实位置时可滑动地接合空腔接收部47a的至少内部侧表面61和内部端表面62,并在压实部96从其第一位置移动到其第二位置期间抑制空腔47内的任何材料轻易地穿过端面97。例如,压实部96的端面97可以可选地具有近似等于空腔接收部47a的内部侧表面61之间的距离的宽度,以及在第一可移动构件81处于其闭合或压实位置时近似等于第一可移动构件81的端面82与空腔接收部47a的内部端表面62之间的距离的厚度。端面97在端面82和内部端表面62之间以及在内部侧面61之间向下移动。在一个实施例中,端面97和压实部96在端面82和内部端表面62之间形成接触或过盈配合。因此,当压实部96在空腔接收部47a内朝着其第二或压实位置向下移动时,空腔47内的任何材料不能轻易地在端面97和上部块53的相对的内部侧表面61、内部端表面62与端面82之间通过。第二可移动构件91的压实部96在其行进到第二位置时可选地沿着第一可移动构件81的端面82移动。
70.端面97可以为任何合适的构造,例如横截面为平面的或弧形的。端面97可以可选地为平面的,并且垂直于压实器91b的平面侧表面。端面97可以可选地横截面是弧形的,例如凹形的。这样的凹端面97的半径可以可选地近似等于细长构件71的内部通道74的半径。
71.上部块53可以可选地包括限制器101,限制器101用于限制第二可移动构件91的端
面97在空腔接收部47a内行进的距离。在这一点上,例如,上部块53的第二端53b的上表面可以是或可以包括限制器101,限制器101与滑架91a接合并且因而用于限定压实器91b的第二位置。端面97的第二位置可以是在空腔接收部47a内的任何合适的位置。例如,当压实器91b处于其第二位置时,端面97可以可选地延伸到中间板52内的空腔中心部47b中。当压实器91b处于其第二位置时,端面97可以可选地延伸到细长构件71的切口76或内部通道74中。
72.第二可移动构件91可以可选地包括手柄91c,诸如从滑架91a的一侧向上延伸,以在第二可移动构件91的第一位置和第二位置之间手动移动第二可移动构件91。然而,应明白,第二可移动构件91可以例如由联接至控制器33或系统32的任何其他控制器的任何合适的致动器或电机自动地移动或控制。
73.参考图1至图15,特别是参考图8和图9,机器31可以可选地包括具有凹部112的模具111,凹部112用于形成本技术的微片剂。模具111可以被称为形成部,并且凹部112可以被称为形成区域。机器31可以可选地被配置成使得模具111从细长构件71的内部通道74接收压缩和/或压实的粉末。在这一点上,例如,机器31可以包括模具载体。模具载体可以具有任何合适的尺寸和形状,例如由诸如金属或塑料之类的任何合适的材料制成的诸如滑块113的细长板。滑块113可以由支撑结构36可滑动地承载在例如如图14中所示的第一位置,与例如如图15中所示的第二位置之间。模具111可以与滑块113一体地形成,例如由与滑块113相同的材料形成,或者由与滑块113不同的材料形成并固定在滑块内。模具111可以可选地为圆柱形的。可以由模具111的内表面形成的凹部112可以可选地为圆柱形式,并且在滑块113的两侧上具有开口。凹部112可以可选地具有0.7毫米,诸如0.5毫米或更小的宽度或直径,以形成这种尺寸的微片剂。凹部112可以可选地具有0.25毫米或更大的宽度或直径,以形成这种尺寸的微片剂。凹部112可以可选地具有0.5毫米、1.0毫米或10毫米的长度,结合任何前述直径或任何其他合适的直径,以形成选定尺寸的微片剂。凹部112的长度和直径或宽度可选地相应于或等于由机器31形成的微片剂的长度和直径或宽度。凹部112的长度可选地大于所形成的微片剂的长度,例如用于在凹部112中形成一个以上的微片剂。
74.机器31可以可选地包括轨道116,以可滑动地接收滑块113(图15)。轨道116可以可选地由容器46和与容器46间隔开例如大约等于滑块113的宽度的距离的至少一个附加块117形成。附加块117可以通过任何合适的方式固定到支撑结构36,例如,任何合适类型的多个紧固件118。当滑块113处于其第一位置(其可以称为接收位置)时,模具111的凹部112的一端可选地与容器46的内部通道74的开口端对齐,并且凹部112的另一端被封闭,例如,被块117封闭。当滑块113处于其第二位置(其可以称为弹出位置)时,模具111的凹部112可选地在凹部的两端(例如,在滑块113的两侧上)可进入。滑块113可以以通过任何合适的方式固定在其第一和第二位置中的一个或两个上,例如通过设置在滑块113的一端上的第一磁体121和设置在滑块的另一端上的第二磁体122(图9)。当滑块113处于其第一位置时,第一磁体121可选地通过诸如第一止挡126之类的任何合适的方式与由支撑结构36承载的第三磁体123接合。当滑块处于其第二位置时,第二磁体122可选地通过诸如第二止挡128之类的任何合适的方式与由支撑结构36承载的第四磁体127接合。滑块113可以可选地通过任何合适的方式,诸如由支撑结构36通过任何合适的方式承载的锁定机构131,锁定在其第一和第二位置中的一个或两个中。锁定机构131可以是任何合适的类型,例如锁定夹。可以可选地在锁定机构131的另一侧上的y方向上设置附加块117(未示出),以向处于第二位置时的滑
块113提供支撑。
75.滑块113可以可选地包括例如从滑块113的顶部向上延伸的手柄132(图9),以在滑块113的第一位置和第二位置之间手动地移动滑块113。然而,应明白,例如,可以通过联接到控制器33或系统32的任何其他控制器的任何合适的致动器来自动地移动或控制滑块113。
76.机器31可以可选地包括第三可移动构件141,第三可移动构件141由支撑结构36,例如由容器46可滑动地或可移动地承载(参见图2、图5、图14和图15)。第三可移动构件141可以包括第一端部141a和相对的第二端部141b,第二端部141b具有可在空腔47(例如空腔下部47c)内移动的端面142,以改变空腔47的一部分(例如,空腔下部47c)的尺寸和形状。在这一点上,例如,第三可移动构件141可以在第一或缩回位置与第二或压实位置之间可滑动或可移动,在第一位置中,例如图5中所示,其中端面142处于空腔下部47c外部,在第二位置中,例如图14中所示,其中端面142至少延伸到空腔下部47c中。在处于其第一位置时,第三可移动构件141可以被可选地布置在第一狭槽72中,并且可选地布置在细长构件71的内部通道74的第一端内。当处于其第二位置时,第三可移动构件可以可选地被进一步布置在内部通道74内,例如内部通道74的第二端附近或凹部112内。
77.第三可移动构件141可以具有任何合适的尺寸和形状,诸如沿着纵向轴线延伸的细长圆柱体、杆或销。第三可移动构件141可以被称为量规销、压缩圆柱体、杆或销、压缩或压实部件或构件、柱塞、压实器、往复运动构件、重复作用构件、部件或压实器。第三可移动构件141可以由任何合适的材料制成,诸如硬化钢或抑制可移动构件弯曲的另一种材料。第三可移动构件141的端面142可以具有任何合适的形状,例如与第三可移动构件141的纵向轴线正交延伸的平表面。
78.第三可移动构件141通过任何合适的构件或组件可选地在容器46上或容器46内保持就位。在这一点上,例如,第三可移动构件141的第一端部141a可以由任何合适类型的支架143承载或结合到支架143。可以由任何合适的材料,诸如金属或塑料制成的支架,可以可选地由可滑动地承载在由支撑结构36承载的一个或多个导轨44上的一个或多个块或部件形成。导轨144可以通过任何合适的方式可选地安装在结合至基座37,例如底板38的支撑件146上。支架143可以可选地被称为滑块。
79.第三可移动构件141可以可选地例如由联接到控制器33或系统32的任何其他控制器的任何合适的致动器或电机(未示出)在其第一位置和第二位置之间自动地移动或控制。这样的致动器可以可选地是具有端口147的气动致动器,其可以通过管线148或任何其他合适的方式分别联接至控制器33。由控制器33控制的致动器可以使第三可移动构件141在其第一位置和第二位置之间以任何合适的速度、速率或频率移动或往复运动。致动器可以可选地控制由第三可移动构件141的端面142施加在形成本技术的微片剂的粉末上的压力或力,包括这种压力或力的持续时间。
80.机器31可以可选地包括弹出器156,弹出器用于例如在滑块113处于其第二位置时将由机器31形成的压实的或圆柱形块从模具111的凹部112中移出(参见图15和图16)。弹出器156可以是任何合适的类型,并且可以可选地包括销157(图3),销可以可选地是圆柱形的。销157可以具有端面158。销157的横截面的横截面尺寸或形状不大于凹部112的横截面,并且可以具有与凹部112相同的横截面尺寸和形状。弹出器156可以由支撑结构36,例如,由
基座37以任何合适的方式承载。
81.销157可以在第一位置或缩回位置与第二或延伸位置之间可移动,在第一位置中,例如图15中所示,端面158在凹部112外部,在第二位置中,例如图16中所示,端面158被至少部分地布置、完全布置或延伸穿过凹部112,以将由机器31形成的压实或圆柱形块从凹部推出。
82.弹出器156可以包括合适的致动器161(例如,电机),致动器可以联接到控制器33或系统32的任何其他控制器,以在其第一位置和第二位置之间移动销157。这样的致动器161可以可选地是气动线性致动器,其具有通过至少一条管线163联接至控制器33的至少一个端口162。在控制器33的控制下,致动器161可以以任何合适的速度将销157从其第一位置移动至其第二位置。致动器161可以可选地控制由销157的端面158施加在形成本技术的微片剂的粉末上的压力或力,包括这样的压力或力的持续时间。
83.本技术的装置、设备或机器可具有其他配置。在图17至图20中示出的机器191可以被包括在系统32中,该系统可以可选地、附加地包括控制器33或任何其他合适的控制器。可以称为微片剂机的机器191可以可选地包括具有基座的支撑结构192,基座可以包括竖直板193。包括竖直板193的支撑结构192可由任何合适的材料形成,诸如金属或塑料。
84.机器191包括容器196,容器设有用于接收本技术的微片剂由其形成的制药粉末的空腔197。空腔197的一些或全部可以可选地被称为填充区域。容器196,包括其多个部分,可以由任何合适的材料形成,诸如金属或塑料。容器196可以是任何合适的类型,并且可以可选地包括第一或上部,第一或上部可以可选地呈漏斗状,并且在本文中被称为漏斗198。漏斗198可以由第一和第二侧段、部件或部分199形成,其可以通过任何合适的方式结合在一起。参考图19,被示出沿着图17中的z轴延伸的直立或竖直的漏斗198具有上部198a和下部198b,并且大小和横截面面积从其上部到其下部减小,或者向内渐缩或缩窄。空腔接收部197a由漏斗形成,其在上部198a的顶部处具有上部开口201,以用于向空腔接收部197a提供制药粉末,并在漏斗198的下部198b的底部处具有较小的下部开口202,以允许制药粉末离开空腔接收部197a。与漏斗198相同,空腔接收部197a的尺寸和横截面积从上部开口201到下部开口202减小,或者向内渐缩或缩窄。
85.容器196可选地包括结合到漏斗198的下部198b的容器中心部206。容器中心部206可以可选地是细长的,沿着基本上正交于漏斗198对准的纵向轴线延伸,诸如沿着图17中标识的y轴延伸,该y轴正交于图17中的z轴。参考图20,容器中心部206可具有第一端部206a和相对的第二端部206b。容器中心部206具有在第一端部206a和第二端部206b之间纵向延伸穿过其中的细长腔室,该腔室可以称为空腔197的空腔中心部197b。空腔中心部197b由彼此基本平行地延伸的容器中心部206的对应侧壁211、212的相对的第一和第二内部表面207、208形成。容器中心部206进一步包括用于形成空腔中心部197b的底部的基板。基板在本文中被称为滑块213,并且与侧壁211、212的底部齐平放置,以便关于侧壁密封空腔中心部197b的底部。滑块213可选地被布置成在设置于支撑结构192的基座块216中的轨道214中关于侧壁211、212可滑动地行进。基座块216可以可选地通过任何合适的方式结合至竖直板193。空腔中心部197b可以可选地为矩形形状,例如当从其端部观察时,如图19中所示,以及当在平面图中观察时,如图20中所示。空腔中心部197b可以在其沿第一端部206a和第二端部206b之间的长度方向上可任选地称为圆柱形形状,并且可任选地沿其长度具有恒定的内
部横截面形状和面积,并可被称为具有平行六面体的形状(参见图19和20)。容器中心部206在例如第一端部206a中设置有上部开口217,上部开口217与漏斗198的下部开口202连通,以允许由漏斗形成的空腔接收部197a中的材料进入空腔中心部197b。
86.空腔197可以可选地在空腔中心部197b的端部处包括空腔端部197c,空腔端部197c可以可选地至少部分由细长构件71形成。细长构件71可以具有上文关于机器31所讨论的任何或全部构造、材料和其他特征。细长构件71可以可选地由支撑结构192以任何合适的方式承载,例如在狭槽221内,该狭槽沿着通过任何合适的方式结合到容器中心部206的第二端部206b的端块223的表面222竖直地延伸。狭槽221可以沿狭槽的长度的至少一部分接收细长构件71,并且可以可选地具有与细长构件71的外部横截面构造相符的横截面构造。例如,狭槽221可以可选地在横截面上为弧形,例如具有半圆形横截面。细长构件71可以可选地设置有沿着细长构件71的长度延伸的内部通道74。此外,细长构件71可以可选地沿着其长度的一部分形成有切口76。切口76可以可选地与形成在容器中心部206的第二端部206b中的空腔中心部197b的端部对准。内部通道74可以可选地具有近似等于空腔中心部197b的宽度的横截面尺寸或直径。切口76和内部通道74可以被称为空腔端部197c。
87.容器196的一些或全部部分可以可选地被称为可变漏斗,因为空腔197的形状在使用时可以改变,而空腔197的体积在使用时也可以改变。例如,制药组分或粉末从空腔197的进口,即空腔接收部197a的进口行进到空腔端部197c处的细长构件71内的内部通道74的通道体积沿这样的行进路线在体积方面减小。空腔197的一些或全部部分可以被称为体积减小区域。容器196的一些或全部部分可以被称为体积减小室、压实室、粉末压缩室或前述的任意组合。
88.机器191可以可选地包括至少一个可移动部件或构件,其可以可选地包括第一可移动构件231,第一可移动构件231可滑动地或可移动地由支撑结构192,例如由容器196承载,并且可在空腔接收部197a内移动,以改变空腔接收部197a的尺寸和体积(参见图19)。在这一点上,例如,第一可移动构件231可以在第一或缩回位置与第二或延伸或压实位置之间可滑动或可移动,第一位置例如在图17至图19中示出,其中空腔接收部197a的尺寸相对地大,第二位置未示出,其中空腔接收部197a的尺寸在体积方面已经减小并且相对地小。第一可移动构件231,包括其任何多个部件,可以由任何合适的材料制成,诸如金属或塑料。
89.第一可移动构件231可选地包括第一端部231a和具有端面232的第二端部231b。第一端部231a可以以任何合适的方式结合至连接器块233,连接器块233联接到任何合适类型的第一致动器236(例如,电机),例如气动致动器或线性气动致动器。第一致动器236可以被配置成使第一可移动构件231在其第一和第二位置之间移动。容器196可以可选地包括任何合适类型的限制器237,以限制第一可移动构件231的端面232可以在空腔接收部197a内行进的距离。例如,连接器块233可以接合端部或限制表面,诸如处于空腔接收部197a的上部开口201处的限制器237,因而限制第一可移动构件231相对于漏斗198的行进。第一可移动构件231可以可选地当在其第一和第二位置之间移动时,沿空腔接收部197a的内部表面滑动。当处于其第二位置时,如果不接合漏斗198中的下部开口202,则端面232可以接近。当处于其第二位置时,第一可移动构件231的端面232可以可选地至少部分穿过容器中心部206中的上部开口217延伸,并延伸到空腔中心部197b中。
90.第一可移动构件231可被称为压缩或压实组件或构件或柱塞。第一可移动构件231
从其第一位置到其第二位置的移动引起被布置在空腔接收部197a中的制药粉末在漏斗198内朝着下部开口202向下移动并进入容器中心部206的第一端部206a处的空腔中心部197b。第一可移动构件231的端面232可以可选地具有与漏斗198中的下部开口202和容器中心部206中的第一端部206a中的上部开口217的大小和横截面形状相符的大小和横截面形状,使得空腔接收部197a内的制药粉末被第一可移动构件231压入空腔中心部197b中。
91.机器191可以可选地包括第二可移动构件241,其可以可滑动地或可移动地由支撑结构192,例如由容器196承载,并且可在空腔中心部197b内移动,以改变空腔中心部197b的尺寸和体积(参见图18至图20)。在这一点上,例如,第二可移动构件241可以在第一或缩回位置与第二或延伸或压实位置之间可滑动或可移动,第一位置例如在图20中示出,其中空腔接收部197b的尺寸相对地大,第二位置未示出,其中空腔中心部197b的尺寸在体积方面已经减小并且相对地小。第二可移动构件241,包括形成第二可移动构件241的任何多个部件,可以由任何合适的材料制成,诸如金属或塑料。
92.第二可移动构件241可选地包括第一端部241a和具有端面242的第二端部241b。第一端部241a可以以任何合适的方式结合至任何合适类型的第二致动器243(例如,电机),例如气动致动器或线性气动致动器。第二致动器243可以被配置成使第二可移动构件241在其第一和第二位置之间移动。容器196可以可选地包括任何合适类型的限制器(未示出),以限制第二可移动构件241的端面242可以在空腔接收部197b内行进的距离。当处于其第二位置时,如果不接合端块223中的狭槽221的开口,则端面242可以可选地接近。第二可移动构件241的端面242可以可选地至少部分地穿过狭槽221的开口和切口76延伸到与细长构件71的内部通道74的一侧相切地延伸的位置。
93.第二可移动构件241可以被称为压缩或压实部件或构件或柱塞。第二可移动构件241从其第一位置到其第二位置的移动引起被布置在空腔中心部197b中的制药粉末沿空腔中心部197b向下,从容器中心部206的第一端部206a到容器中心部的第二端部206b向下移动,并进入空腔端部197c。第二可移动构件241的端面242可以可选地具有与空腔中心部197b的尺寸和横截面形状相符的尺寸和横截面形状,使得空腔中心部197b中的制药粉末不能容易地在端面242与形成被端面242可滑动地接合的空腔中心部197b的容器中心部206的壁之间穿过。
94.端面242可具有任何合适的构造,例如平面的或弧形的。端面242可以可选地是平面的并且垂直于第二可移动构件241的平侧表面。端面242可以可选地是弧形的,例如凹入的。这样的凹入的端面242的半径可以可选地近似等于细长构件71的内部通道74的半径。
95.机器191可以可选地包括用于形成本技术的微片剂的模具和相应的凹部(每个在图17至图20中都未示出),与图8和图9中所示的机器31的模具111和凹部112类似。模具111可以被称为形成部,并且凹部112可以被称为形成区域。机器191可以可选地包括由支撑结构192承载的任何合适的尺寸和形状的模具载体,例如细长板,诸如滑块213。在这种构造中,滑块213可以包括第一端部213a和相对的第二端部213a,并且包括上表面251和下表面252。模具111可以与滑块213整体形成,例如由与滑块213相同的材料形成,或者由与滑块213不同的材料形成并固定在滑块213内。模具111可以可选地在滑块213的上表面251和下表面252之间延伸,并且凹部112可以在上表面251处具有第一开口,并且在下表面252处具有第二开口。
96.滑块213可以关于轨道214在第一位置和第二位置之间可移动或可滑动,第一位置例如如图17和图18中所示,第二位置沿y轴进一步延伸,未示出。第一端部213a可以以任何合适的方式结合到任何合适类型的致动器或电机,例如气动致动器或线性气动致动器,诸如滑动致动器253。滑动致动器253可以被配置成使滑块213在其第一和第二位置之间移动。当滑块213处于其第一位置(可以被称为接收位置)时,模具111的凹部112的一端可选地与容器196的内部通道74的开口端对齐,并且凹部112的另一端例如被基座块216密封。当滑块213处于其第二位置(可以被称为弹出位置)时,模具111的凹部112可选地在凹部的两端处,例如在滑块113的两侧上可接近。
97.机器191可以可选地包括任何合适类型的第三可移动部件或构件,例如上文关于机器31讨论和示出的第三可移动构件141。如上文讨论的,第三可移动构件141可以包括第一端部141a和具有端面142的相对的第二端部141b。端面142可以在空腔197内,例如在空腔端部197c内可移动,以改变空腔197的一部分,例如空腔端部197c的尺寸以及可选地改变其形状。在这一点上,例如,第三可移动构件141可以在第一或缩回位置与第二或压实位置之间可滑动或可移动,第一位置例如如图17和图18中所示,其中端面142处于空腔端部197c外部,第二位置未示出,其中端面142至少延伸到空腔端部197c内。当处于其第一位置时,第三可移动构件141可以可选地被布置在细长构件71的内部通道74的第一端内。当处于其第二位置时,第三可移动构件可以可选地被进一步布置在内部通道74内,例如被布置在内部通道74的第二端附近或凹部112内。
98.第三可移动构件141(可以被称为压缩或压实部件或构件、柱塞、压实器、往复运动构件、重复作用构件、组件或压实器或往复运动圆柱形构件)可选地通过任何合适的方式在容器196上或内保持就位或者由支撑结构192保持就位。在这一点上,例如,第三可移动构件的第一端部141a可以以任何合适的方式结合到任何合适类型的第三致动器261(例如,电机),例如气动致动器或线性气动致动器。第三致动器261可以被配置成使第三可移动构件141(包括其端面142)在其第一和第二位置之间移动。第三致动器261可以使第三可移动构件以任何合适的速度、速率或频率在其第一和第二位置之间移动或往复运动。致动器可以可选地控制由第三可移动构件141的端面142在形成本技术的微片剂的粉末或其他材料上施加的压力或力,包括这样的压力或力的持续时间。
99.机器191可以可选地包括弹出器266,用于例如当滑块213处于其第二位置时,将由机器191形成的压实的或圆柱形块移出模具111的凹部112。弹出器266可以由支撑结构192,例如由竖直板193以任何合适的方式承载。弹出器266可以为任何合适的类型,并且可以可选地包括具有端面158的销157,每个都如上文关于机器31讨论和示出的。当滑块213处于第二位置时,凹部112的第一开口与157对齐,凹部112的第二开口没有任何封闭表面。销157可以在第一或缩回位置与第二或延伸位置之间可移动,在第一位置中,端面158在凹部112外部,在第二位置中,端面158至少部分地布置、完全布置或者延伸穿过凹部112,以将由机器191形成的压实的或圆柱形块推出凹部。弹出器266可以包括合适的弹出器致动器267(例如,电机),以使销157在其第一和第二位置之间移动。弹出器致动器267可以以任何合适的速度将销157从其第一位置移动到其第二位置。致动器可以可选地控制由销157的端面158在形成本技术的微片剂的粉末或其他材料上施加的压力或力,包括这样的压力或力的持续时间。
100.机器191可以可选地包括收集器271,以接收被弹出器266推出模具的凹部112的微片剂。控制器271可以是任何合适的类型,并且可以可选地包括接收器,诸如具有多个隔间273的托盘272,每个隔间都可以保持由机器191形成的一个或多个微片剂。隔间273可以可选地例如沿托盘的直线或弧形长度,或者在托盘272上的网格中间隔隔开。托盘可以可选地可移动,例如手动或通过任何适当的致动器或电机移动,以便在凹部221的出口开口附近依次对准托盘272的隔间273,以接收被弹出器266推出或弹出凹部的一个或多个微片剂。
101.机器191的每个致动器,例如第一致动器236、第二致动器243、滑动致动器253、第三致动器261以及弹出器致动器267可以分别通过对应的一条或多条线路276联接到控制器33或者本技术的任何其他合适的控制器。这样的线路可以可选地是气动线路或电线,以允许本技术的控制器控制这些致动器。
102.本技术的装置、设备或机器可以具有其他构造。如图21至25中所示的设备、装置或机器,诸如机器291,可以被包括在系统32中,该系统32可以可选地或附加地包括控制器33或任何其他合适的控制器。机器291可以被称为微片剂机,可以可选地包括具有可以包括竖直板293的基座的支撑结构292(参见图21)。支撑结构292,包括竖直板293,可以由任何合适的材料形成,诸如金属或塑料。
103.机器291包括设有空腔297的容器296,以接收本公开的微片剂由其形成的制药粉末或其他药物。一些或全部空腔297可以被可选地被称为填充区域。容器296,包括其多个部分,可以由任何合适的材料形成,诸如金属或塑料。容器296可以为任何合适的类型,并且可以可选地包括第一或上部,第一或上部可以可选地为漏斗形状,并在本文中被称为漏斗298。漏斗298可以由第一和第二侧区段、部件或部分299形成,这些部分可以通过任何合适的方式结合在一起。被示出为基本沿图21中的z轴延伸的直立或竖直漏斗298具有上部298a和下部298b,并从其上部到其下部尺寸和横截面面积减小,或者向内渐缩或缩窄。空腔接收部297a由漏斗形成,漏斗具有:上部开口301,其处于上部298a的顶部处,以将制药粉末提供到空腔接收部297a中;和较小的下部开口302,其处于漏斗的下部298b的底部处,以允许制药粉末流出空腔接收部297a。与漏斗288相同,空腔接收部297a从上部开口301到下部开口302尺寸和横截面面积减小,或者向内渐缩或缩窄。漏斗288和空腔接收部297a沿任何合适的弧,并以任何合适的角度从水平的上部开口301延伸到倾斜的下部开口302(参见图21至图23)。
104.容器296可选地包括结合到漏斗298的下部298b的容器中心部306。容器中心部306可以具有第一端部306a和第二端部306b。容器中心部306可以可选地是细长的,沿着任何合适的弧从第一端部306a到第二端部306b以任何合适的角度延伸。例如,容器中心部306可以在y
‑
z平面中以这样的弧延伸(参见图21)。容器中心部306具有在第一端部306a和第二端部306b之间延伸穿过容器中心部306的弧的细长腔室,该腔室可以被称为空腔297的空腔中心部297b。空腔中心部297b由彼此基本平行地延伸的容器中心部306的对应侧壁311、312的相对的内部表面307、308形成(参见图24)。当以垂直于空腔中心部297b的弧的角度剖视时,空腔中心部297b可以可选地具有矩形横截面面积。空腔中心部297b可以可选地具有沿其弧形长度的恒定的内部横截面形状和面积。容器中心部306在例如第一端部306a中设置有上部开口317,上部开口317与漏斗298的下部开口302连通,以允许由漏斗形成的空腔接收部297a中的材料进入空腔中心部297b。
105.空腔297可以可选地在空腔中心部297b的端部处包括空腔端部297c,空腔端部可以可选地至少部分地由细长构件71形成。细长构件71可以具有上文关于机器31所讨论的任何或全部构造、材料和其他特征。细长构件71可以可选地由支撑结构292以任何合适的方式承载,例如承载在狭槽221内,狭槽沿着通过任何合适的方式结合到容器中心部306的第二端部306b的端块223的表面222竖直地延伸(参见图25)。狭槽221、表面222和端块223可以分别具有上文关于机器191讨论的任何或全部构造、材料和其他特征。细长构件71的切口76可以可选地与在容器中心部306的第二端部306b中形成的空腔中心部297b对齐。内部通道74可以可选地具有近似等于空腔中心部297b的宽度的横截面尺寸或直径。切口76和内部通道74可以被称为空腔端部297c。
106.容器296的一些或全部部分可以可选地被称为可变漏斗,因为在使用时空腔297的形状可以改变,并且在使用时空腔297的体积也可以改变。例如,制药组分或粉末从空腔297的进口,即空腔接收部297a的进口,行进到空腔端部297c处的细长构件71内的内部通路74的通道体积沿这样的行进路线在体积方面减小。空腔297的一些或全部部分可以被称为体积减小区域。容器296的一些或全部部分可被称为体积减小室、压实室、粉末压缩室或前述的任意组合。
107.机器291可以可选地包括至少一个可移动部件或构件,可移动部件或构件可以可选地包括第一可移动构件331,第一可移动构件被支撑结构392,例如被容器296可滑动或可移动地承载,并可在空腔接收部297a中移动,以改变空腔接收部297a的尺寸和体积。在这一点上,第一可移动构件331可以在第一或缩回位置与第二或延伸或压实位置之间可滑动或可移动,在第一位置中,例如如图21至图22和图24中所示,其中空腔接收部297a的尺寸相对地大,在至少部分地延伸到空腔接收部297a中的第二位置中,其中空腔接收部297a的尺寸在体积方面已经减小,并且相对地小。第一可移动构件331可以可选地或附加地可在空腔中心部297b内移动,以改变空腔中心部297b的尺寸和体积。在这一点上,例如,第一可移动构件331可以在第三或缩回位置与第四或延伸或压实位置之间可滑动或可移动,第三位置在空腔中心部297b外部,其中空腔中心部297b的尺寸相对地大,并且在第四位置中,例如图23和图25中所示,其中空腔中心部297b的尺寸在体积方面已经减小,并且相对地小。
108.第一可移动构件331可以具有任何合适的形状和尺寸,并且可以可选地具有与空腔中心部297b、空腔接收部297a或两者相对应的大小和形状。例如,第一可移动构件331可以可选地在y
‑
z平面中具有弧形形状,其相应于空腔中心部297b的弧,空腔接收部297a的弧或两者。第一可移动构件331可以可选地在x
‑
z平面中是平面的。包括其任何多个部件的第一可移动构件331可以由诸如金属或塑料的任何合适的材料制成。
109.第一可移动构件331可选地包括第一端部331a和具有端面332的相对的第二端部331b。第一端部331a可以以任何合适的方式结合到任何合适类型的致动器336(例如,电机),例如,气动致动器或旋转气动致动器。可以被例如固定到竖直板293的支撑结构292承载的致动器336可以被配置成使第一可移动构件331在其第一和第二位置之间,以及在其第三和第四位置之间移动。容器296可以可选地包括任何合适类型的一个或多个限制器(未示出),以限制第一可移动构件的端面332可以在空腔接收部297a、空腔中心部297b或两者中行进的距离。
110.第一可移动构件331可以被称为压缩或压实部件或构件或柱塞。第一可移动构件
331从其第一位置到其第二位置的运动引起被布置在空腔接收部297a中的制药粉末在漏斗298内朝着下部开口302向下移动并在容器中心部306的第一端部306a处进入空腔中心部297b。第一可移动构件331的端面332可以可选地具有与漏斗298中的下部开口302和容器中心部306的第一端部306a中的进口或上部开口317的尺寸和横截面形状相符的尺寸和横截面形状,使得空腔接收部297a内的制药粉末被第一可移动构件331压入空腔中心部297b中。
111.第一可移动构件331从其第三位置到其第四位置的移动引起被布置在空腔中心部297b中的制药粉末从空腔中心部297b向下,从容器中心部306的第一端部306a到容器中心部306的第二端部306b朝着空腔端部297c向下移动并进入空腔端部297c。第一可移动构件331的端面332可以可选地具有与空腔中心部297b的尺寸和横截面形状相符的尺寸和横截面形状,使得空腔中心部297b中的制药粉末不容易在端面332和形成被端面332可滑动地接合的空腔中心部297b的容器中心部306的壁之间穿过。
112.端面332可为任何合适的构造,例如平面的或弧形的。端面332可以可选地是平面的并垂直于第一可移动构件331的平侧表面,并且是平面的并垂直于第一可移动构件的弧。端面332可以可选地是弧形的,例如在第一可移动构件331的平侧表面之间是凹入的。这样的凹入的端面332的半径可以可选地近似等于细长构件71的内部通道74的半径。
113.机器291可以可选地包括具有凹部112的模具111,凹部112用于形成本技术的微片剂。模具111可以被称为形成部,并且凹部112可以被称为形成区域。图21中所示的模具,以及关于机器291未示出的凹部112,可以分别可选地如上文关于机器31讨论和示出的。机器291可以可选地包括由支撑结构292承载的模具载体。模具载体可以是任何合适的尺寸和形状,例如细长板,诸如滑块213,如上文关于机器191讨论和示出的。滑块213可以关于轨道213在第一位置和第二位置之间可移动或可滑动,第一位置例如关于机器191的图17和图18中所示,第二位置沿y轴进一步延伸,例如如关于机器291的图21至图23中所示。第一端部213a可以以任何合适的方式结合到任何合适类型的致动器或电机,例如,可以被配置成使滑块213在其第一和第二位置之间移动的滑动致动器253。当滑块213处于其第一位置(可以被称为接收位置)时,模具111的凹部112的一端可选地与容器196的内部通道74的开口端对齐,并且凹部112的另一端例如被基座块216密封。当滑块213处于其第二位置(可以被称为弹出位置)时,模具111的凹部112可选地在凹部的两端处,例如在滑块213的两侧上可接近。
114.机器291可以可选地包括任何合适类型的附加的可移动部件或构件,例如上文关于机器31和191讨论和示出的第三可移动构件141。第三可移动构件141,包括其端面142,可以可选地是以上文讨论的方式可移动的和可操作的。第三可移动构件141可以被称为压缩或压实部件或构件、柱塞、压实器、往复运动构件、重复作用构件、部件或压实器或往复运动的圆柱形构件。第三可移动构件的第一端部141a可以以任何合适的方式结合到任何合适类型的第三致动器或电机,例如第三致动器261,其可以可选地以上文讨论的方式可移动和可操作。
115.机器291可以可选地包括弹出器266,弹出器266可以可选地包括具有端面158的销157和弹出器致动器267,其每一个都如上文关于机器191所讨论和示出的。弹出器266可以可选地以上文讨论的方式可移动和可操作。
116.机器291可以可选地包括收集器271,收集器271用于接收被弹出器266从凹部112推出的微片剂,如上文关于机器191所讨论的。收集器271可以可选地以上文讨论的方式可
移动和可操作。
117.机器291的每个致动器,例如致动器336、滑动致动器253、第三致动器261和弹出致动器267,可以分别通过未示出的对应的一条或多条线路联接到控制器33,或者是未示出的本技术的任何其他合适的控制器。这样的线路可以可选地是气动线路或电线,以允许本技术的控制器来控制这些致动器。
118.提供了一种制造压缩块的方法,该压缩块可以是制药组分或药剂的微片剂。压缩块可以被称为圆柱形块。微片剂可以用于哺乳动物(例如人类)的摄入或其他消耗。用于形成压缩块的制药组分或药剂可以可选地为制药粉末的形式。
119.该方法可以包括压缩、压实或推动粉末以形成具有一定密度的压缩块。在这一点上,例如,至少足以形成单个压缩块的一定量的制药粉末可以可选地被布置或放置在空腔或腔室内,例如容器46的填充区域或空腔47,容器196的空腔197,或者容器296的填充区域或空腔297,以用于压缩或以其他方式。可以将其他量的制药粉末可选地被放置在空腔297中,例如至少足以形成多个压缩块或微片剂的制药粉末量。
120.压缩可以可选地包括在至少一个方向(例如第一方向)或多个方向(包括例如第一和第二方向)上压缩、压实或推动制药粉末。第一和第二方向可以可选地彼此正交,或关于彼此成任何其他角度。压缩的制药粉末可以可选地称为压实块,例如具有该密度的压实块。
121.压缩可以可选地包括使用至少一个可移动构件,例如至少一个可移动的压缩或压实构件,在至少一个方向上压缩、压实或推动粉末。压缩可选地包括在第一方向上压缩、压实或推动粉末以形成收集的粉末块,以及在第二方向上例如在容器46中压缩或压实收集的粉末块。在第二方向上压缩、压实或推动粉末可以在第一方向上压缩、压实或推动粉末之后、与其同时或以重叠的方式发生。
122.压缩可以可选地包括将粉末推入凹部、模具或其他形成区域中以形成微片剂。可以在形成区域中将粉末压缩、压实或捣实,以增加密度并减小粉末的体积。可以将形成的微片剂从形成区域中推出、弹出或以其他方式移除。
123.关于机器31,压缩、压实或推动可以包括利用第一可移动构件81沿第一方向(诸如沿着图3中识别的y轴)压缩空腔47(例如,空腔接收部47a)内的粉末。例如,第一可移动构件81可以在空腔47内从其第一位置移动到其第二位置,以便第一可移动构件81的端面82推动,并因而压缩、压实或以其他方式浓缩或引导制药粉末,从而抵靠内部端表面62在空腔接收部47a内形成收集的粉末块。通过第一可移动构件81的引导、压缩或压实可以仅用于将粉末收集到空腔47内的特定区域,或者可选地用于提高空腔47内的制药粉末的密度,即,具有第一密度。压缩可以可选地包括通过第二可移动构件91沿第二方向(诸如沿图3中识别的z轴)在减小的空腔接收部47a内压缩粉末。例如,第二可移动构件91可以在空腔接收部47a内从其第一位置移动到第二位置,以便第二可移动构件91的端面92推动,因而压缩、压实或以其他方式浓缩或引导空腔接收部47a内的制药粉末进入至少是空腔中心部47b,可选地进入空腔中心部47b和空腔下部47c(参见图13)。第二可移动构件91的压缩或压实可以可选地用于进一步提高空腔47内的制药粉末的密度,即具有大于第一密度的第二密度。第二可移动构件91的第二方向移动可以可选地正交于第一可移动构件81的第一方向移动,并在附图中示出为正交的。通过至少一个可移动压缩或压实构件,例如通过第一可移动构件81、第二可移动构件91或两者形成的压实块可以被称为圆柱形块或压实圆柱形块。例如,由第二可移
动构件91在空腔中心部47b,或空腔中心部47b和空腔下部47c内形成的压实块可以被称为沿纵向轴线,例如空腔中心部47b或空腔下部47c的纵向轴线延伸的圆柱形块或压实圆柱形块。
124.在各种实施例中,本技术的方法可以可选地包括附加地压缩或压实压缩块以增加压缩块的密度。例如,可以将压缩块从空腔47推出到凹部112中,以进行进一步的压缩或压实。这种压缩或压实可以可选地包括重复压实压缩块。压实可任选地包括沿着压缩块的纵向轴线压实压缩块,例如压缩的圆柱形块。压实可以可选地包括在与压缩的第一和第二压缩方向正交的附加方向上重复压实压缩块。可以在沿第一方向对粉末进行压缩或压实,沿第二方向对粉末进行压缩或压实之后、同时或以重叠的方式对压缩块进行附加压实。
125.压实可以可选地包括用第三可移动构件反复或重复地压实压缩块,第三可移动构件可以被称为压实构件、往复运动压实构件或重复作用构件。第三可移动构件可以可选地是第三可移动构件141,第三可移动构件可以被称为压实构件、往复运动构件、往复运动压实构件或重复作用构件。第三可移动构件141可以沿第三方向(诸如沿图3中识别的x轴),沿着纵向轴线,例如细长构件71的内部通道74或凹部112的纵向轴线从其第一位置移动到其第二位置。第三可移动构件141从其第一位置到第二位置的移动可以可选地引起第三可移动构件141的端面142将空腔下部47c内,例如细长构件71的内部通道74内的包装的制药粉末挤压、放置或推动到模具111的凹部112内,并重复地压缩、压实或捣实凹部112内的粉末。压缩块的这样的重复运动、压实或压缩可以可选地与第一可移动构件81和第二可移动构件91并排,例如与第一可移动构件的端面82和第二可移动构件的端面92并排。第三可移动构件141的压缩或压实可以可选地用于进一步提高在空腔47内的制药粉末的密度,即具有大于第二密度的第三密度。随着可移动构件141的每次连续往复运动,粉末的密度逐渐增大,以产生最终密度和形状的压实固体块,从而形成根据本技术的微片剂。第三可移动构件141的第三行进方向可以可选地正交于第一可移动构件81的行进方向和第二可移动构件91的行进方向其中之一或两者。
126.第三可移动构件141可以可选地将空腔下部47c内,例如在内部通道74内的一些或全部制药粉末压缩、压实或捣实到由滑块113承载的模具111的凹部112中。在这一点上,例如,凹部112的第二端抵靠块117,以便在通过第三可移动构件141将制药粉末包装、压制、放置、布置或接收到凹部中时密封凹部的第二端。压实可以可选地包括将空腔下部47c内的制药粉末挤压或放置到凹部112中,之后压实或压缩凹部中的粉末,例如重复地压缩或压实凹部中的粉末。凹部112可以可选地为圆柱形凹部。滑块113可以被保持在其第一位置中,同时通过滑块的第一磁体121与第一止挡126的第三磁体的接合,以及通过锁定机构131载入制药粉末。
127.第三可移动构件141可以可选地例如在控制器33或本技术的任何其他控制器的控制下往复运动,以重复地或反复地沿着凹部112、内部通道74以及圆柱形块的纵向轴线压缩或压实凹部112内的制药粉末,以及可选地在空腔下部47c或内部通道74内的制药粉末。控制器33可以包括用于控制与第三可移动构件141的动作和运动有关的各种参数的功能。例如,可以设置合适的旋钮、杠杆、按钮或其他可手动致动的部件,以控制由第三可移动构件141施加在压缩块上的压力、第三可移动构件141往复运动期间的持续时间、第三可移动构件往复运动有多快,或上述各项的任何组合。在这一点上,控制器33可以可选地包括:旋钮
170,用于控制第三可移动构件141在压缩块上施加的压力的量;压力计171,用于指示这样的压力;第一计时器172,用于指示第三可移动构件141压缩制药粉末的总时间;以及第二计时器173,用于指示第三可移动构件141往复运动进出凹部112有多快,例如频率。第三可移动构件141施加在压缩块上的压力可以是任何合适的量或范围,并且可以可选地从零到每平方英寸80磅。
128.在凹部112中压缩制药粉末可以可选地用于形成具有与凹部112的内表面相符的周边的微片剂。一旦模具111的凹部112已经被包装有期望量的制药粉末,则锁定机构131可以被解锁,以允许滑块113在轨道116中从其第一位置移动到其第二位置。滑块113可以通过在滑块113的第二端处的第二磁体122与第二止挡128的第四磁体127的接合,以及锁定机构131的接合或激活来保持在其第二位置。当滑块113处于其第二位置时,形成部或模具111可以可选地已经从机器31的其余部分移开或伸出,并且凹部112与弹出器156的销157对齐或对准(参见图15)。然后可以可选地例如在控制器33或本技术的任何其他控制器的控制下致动弹出器156,以使弹出器的销157从其第一位置移动至其第二位置。销157的这种运动引起销的端面158与凹部112内的压缩块或微片剂接合,例如在形成部或模具111的第一端处且在凹部的第一端处,并将压缩块或微片剂推动或推出凹部,例如在形成部或模具的第二端处从凹部的相对的第二端推出。可以通过任何合适的方式在形成部或模具111的第二端处收集压缩或成形的块或微片剂。
129.关于机器191,压缩、压实或推动可以包括沿第一方向,诸如沿着图17中识别的z轴,通过第一移动构件231压缩空腔197,例如空腔接收部197a内的粉末。例如,第一可移动构件231可以由第一致动器236在控制器33的控制下在空腔197内从其第一位置移动到其第二位置,以便第一可移动构件231的端面232在空腔接收部197a内向下推动并因而压缩或压实制药粉末,使其通过空腔接收部197a内的下部开口202,以及空腔中心部197b内的上部开口217而进入容器中心部206的第一端部206a中到。压缩可以可选地包括压缩容器中心部206的第一端部206a内的制药粉末。借助于第一可移动构件231的压缩或压实可以可选地用于提高空腔197内的制药粉末的密度。
130.压缩可以可选地包括在第二方向上,诸如沿着图17中识别的y轴,通过第二可移动构件241压缩空腔接收部197b内的粉末。例如,第二可移动构件241可以例如在控制器33的控制下通过第二致动器243在空腔中心部197b内从其第一位置移动到第二位置,以便第二可移动构件241的端面242推动和移动并因而压缩或压实空腔中心部197b内的制药粉末并可选地进入空腔端部197c内。借助于第二可移动构件241的压缩或压实可以可选地用于进一步提高空腔197内的制药粉末的密度。第二可移动构件241的第二方向移动可以可选地与第一可移动构件231的第一方向移动正交,并且在图中被示出为正交的。通过至少一个可移动压缩或压实构件,例如通过第一可移动构件231、第二可移动构件241或两者形成的压实块可以被称为圆柱形块或压实的圆柱形块。例如,通过第二可移动构件241在空腔端部197c内形成的压实块可以被称为沿纵向轴线,例如沿空腔端部197c的纵向轴线延伸的圆柱形块或压实的圆柱形块。
131.本技术的方法可以可选地包括对压缩块进行附加的压缩或压实,以提高压缩块的密度。例如,压缩块可以被推出空腔197进入滑块213内的凹部112,以进一步压缩或压实。这样的压缩或压实可以可选地包括重复地压实压缩块。压实可以可选地包括沿块的纵向轴线
重复地压实压缩块,例如压缩的圆柱形块。压实可以可选地包括在与压缩的第一和第二压缩方向正交的附加方向上重复地压实压缩块。附加压实压缩块可以在沿第一方向压缩或压实粉末、沿第二方向压缩或压实粉末或两者之后、同时或以重叠的方式发生。
132.压实可以可选地包括通过第三可移动构件反复或重复地压实压缩块,第三可移动构件可以被称为压实构件、往复运动压实构件或重复作用构件。第三可移动构件可以可选地是上文讨论的第三可移动构件141,第三可移动构件可以被称为压实构件、往复运动构件、往复运动压实构件或者重复作用构件。第三可移动构件141可以在第三方向上,诸如沿着图17中识别的z轴,沿纵向轴线,例如沿细长构件71的内部通道74或凹部112的纵向轴线,从其第一位置移动到其第二位置。第三可移动构件141可以在控制器33的控制下,可通过第三致动器261移动。第三可移动构件从其第一位置到其第二位置的移动可以可选地引起第三可移动构件141的端面142将空腔端部197c内(例如,细长构件71的内部通道74内)的包装的制药粉末按压、放置或推动到滑块213内的模具111的凹部112中,并且重复地压缩、压实或捣实凹部112内的粉末。借助于第三可移动构件141的压缩或压实可以可选地用于进一步提高空腔197内的制药粉末的密度。第三可移动构件141的第三行进方向可以可选地正交于第一可移动构件231的行进方向和第二可移动构件241的行进方向其中之一或两者。例如,第三可移动构件141的行进方向可以正交于第二可移动构件241的行进方向,但是基本平行于第一可移动构件231的行进方向。
133.第三可移动构件141可以可选地将空腔端部197c内,例如内部通道74内的一些或全部制药粉末压缩、压实或捣实到由滑块213承载的模具111的凹部112中。在这一点上,例如,凹部112的第二端可以抵靠基座块216,以便在制药粉末被第三可移动构件141包装、按压、放置、布置或接收到凹部中时密封凹部的第二端。压实可以可选地包括将空腔端部197c内的制药粉末按压或放置到凹部112中,之后例如通过重复地压缩或压实凹部内的粉末来压实或压缩凹部内的粉末,使得通过可移动构件141的每个连续的往复运动,粉末的密度逐渐增大以产生最终密度和形状的压实固体块,从而形成根据本技术的微片剂。凹部112可以可选地是圆柱形凹部。滑块213可以可选地被保持在其第一位置中,同时在控制器33的控制下由第二致动器243载入制药粉末。
134.第三可移动构件141可以可选地例如在控制器33或本技术的任何其他控制器的控制下往复运动,以便沿凹部112、内部通道74以及圆柱形块的纵向轴线,重复地或反复地压缩或压实凹部112内的制药粉末,以及可选地在空腔端部197c或内部通道74内的制药粉末。如上文讨论的,控制器33可以包括用于控制与第三可移动构件141的动作和移动有关的各种参数的功能,并且可以可选地以上文讨论的方式操作。
135.凹部112中制药粉末的压缩可以可选地用于形成具有与凹部112的内表面一致的周边的微片剂。一旦模具111的凹部112已经包装有期望量的制药粉末,则滑块213被滑块致动器253在轨道214上从其第一位置移动到第二位置,以便滑块的第二端部213b与弹出器266的销157对齐或对准。当滑块213已经移动到其第二位置时,形成部或模具111可以可选地已经从机器191的其余部分移开或伸出,以将销157与弹出器266对准。弹出器156可以可选地然后被致动,例如被弹出器致动器267在控制器33的控制下致动,从而引起弹出器的销157从其第一位置移动到其第二位置。销157的这样的移动引起销的端面158接合凹部112内的压缩块或微片剂,例如在形成部或模具111的第一端处且在凹部的第一端处,并将压缩块
或微片剂推动或推出凹部,例如在形成部或模具的第二端处从凹部的相对的第二端推出。压缩或成型的块或微片剂可以通过任何适当的方式在形成部或模具的第二端处收集,例如收集到收集器271的期望隔间273中。
136.关于机器291,压缩、压实或推动可以包括通过第一可移动构件331沿第一方向,例如以绕着沿图21中识别的x轴延伸的轴线的旋转运动,压缩空腔297,例如空腔接收部297a内的粉末。例如,第一可移动构件331可以在控制器33的控制下被旋转致动器336在空腔297内从其第一位置移动到第二位置,以便第一可移动构件331的端面332推动并因而压缩、压实、浓缩或以其他方式在空腔接收部297a内向下引导制药粉末,以使其通过空腔接收部297a内的下部倾斜开口302,并通过空腔中心部297b内的倾斜的上部开口317而进入容器中心部306的第一端部306a。压缩可以可选地包括在容器中心部306的第一端部306a内压缩制药粉末。借助于第一可移动构件331的压缩或压实可以可选地用于将空腔297内的制药粉末的密度从第一密度提高到第二密度。
137.压缩可以可选地包括通过第一可移动构件331在第一方向上,例如在y
‑
z平面内绕沿着图21中识别的x轴延伸的轴线的相同旋转运动,压缩空腔中心部297b内的粉末。例如,第一可移动构件331可以在控制器33(图21中未示出)的控制下例如由致动器336在空腔中心部297b内从其第三位置移动到其第四位置,以便第一可移动构件331的端面332推动和移动并因而压缩或压实空腔中心部297b内的制药粉末,并且可选地进入空腔端部297c中。借助于第一可移动构件331在空腔中心部297b内压缩或压实可以可选地用于进一步提高空腔297内的制药粉末的密度。第一可移动构件331在空腔中心部297b内的移动方向与第一可移动构件在空腔接收部297a内的移动方向相同。通过至少一个可移动压缩或压实构件,例如通过第一可移动构件331形成的压实块可以被称为圆柱形块或压实的圆柱形块。例如,通过第一可移动构件331在空腔端部297c内形成的压实块可以被称为沿纵向轴线,例如沿空腔端部297c的纵向轴线延伸的圆柱形块或者压实的圆柱形块。
138.本技术的方法可以可选地包括附加地压缩或压实压缩块,以提高压缩块的密度。例如,压缩块可以被推出空腔297进入滑块213内的凹部112,以进一步压缩或压实。这样的压缩或压实可以可选地包括重复地压实压缩块。压实可以可选地包括沿块的纵向轴线,通过在凹部内重复地压缩或压实粉末而重复地压实压缩块,例如压缩的圆柱形块,使得通过可移动构件141的每个连续的往复运动,粉末的密度都逐渐增大,以产生最终密度和形状的压实固体块,从而形成根据本技术的微片剂。压实可以可选地包括在与压缩的第一压缩方向正交的附加方向上重复地压实压缩块。附加压实压缩块可以在沿第一方向压缩或压实粉末之后、同时或以重叠的方式发生。
139.压实可以可选地包括用附加的可移动构件反复地或重复地压实压缩块,附加的可移动构件可以被称为压实构件、往复运动压实构件或重复作用构件。附加的可移动构件可以可选地为上文讨论的第三可移动构件141,第三可移动构件141可以被称为压实构件、往复运动构件、往复运动压实构件或重复作用构件。例如可由第三致动器261在控制器33的控制下移动的第三可移动构件141可以可选地以与上文关于机器91讨论的相同方式可移动和可操作。例如,第三可移动构件从其第一位置到其第二位置的移动可以可选地引起第三可移动构件141的端面142将空腔端部297c内,例如细长构件71的内部通道74内的包装的制药粉末按压、放置或推动到滑块213内的模具111的凹部112内,并且重复地压缩、压实或捣实
凹部112内的粉末,如上文讨论的。第三可移动构件141的行进方向可以可选地正交于第一可移动构件331的行进方向。
140.第三可移动构件141可以可选地将空腔端部297c内,例如内部通道74内的一些或全部制药粉末压缩、压实或捣实到由滑块213承载的模具111的凹部112内。第三可移动构件141、凹部112、模具111和滑块213的这样的动作和相互作用可以可选地与上文关于机器191讨论的相同。
141.第三可移动构件141可以可选地例如在控制器33或本技术的任何其他控制器的控制下往复运动,以便沿凹部112、内部通道74和圆柱形块的纵向轴线,重复或反复地压实或压缩凹部112内的制药粉末,以及可选地空腔端部297c或内部通道74内的制药粉末。如上文讨论的,控制器33可以包括用于控制与第三可移动构件141的动作和移动有关的各种参数的特征,并且可以可选地以上文讨论的方式操作。
142.凹部112内的制药粉末的压缩可以可选地用于形成具有与凹部112的内表面相符的周边的微片剂。一旦模具111的凹部112已经包装了期望量的制药粉末,则滑块213被滑块致动器253在轨道213中从其第一位置移动到其第二位置,以便滑块213的第二端部213b与弹出器266的销157对齐或对准。当滑块213已经移动到其第二位置时,形成部或模具111可以可选地已经从机器291的其余部分移开或伸出,以将销157与弹出器266对准。然后可以可选地,例如由弹出器致动器267在控制器33的控制下致动弹出器156,从而引起弹出器的销157从其第一位置移动到其第二位置。销157的这种移动引起销的端面158接合凹部112内的压缩块或微片剂,例如在形成部或模具111的第一端处且在凹部的第一端处,并且将压缩块或微片剂推动或推出凹部,例如在形成部或模具的第二端处从凹部的相对的第二端推出。压缩或成型的块或微片剂可以通过任何合适的方式在形成部或模具的第二端处收集到例如收集器271的期望隔间273中。
143.在各种实施例中,本技术的方法可以包括使本技术的第一可移动构件、本技术的第二可移动构件、本技术的第三可移动构件或前述的任意组合的动作自动化。本技术的方法可以可选地、附加地包括自动将制药粉末放置到本技术的填充区域或空腔中。制药粉末在填充区域或空腔中的放置以及制药粉末从填充区域或空腔向本技术的形成区域的推动可以可选地是自动化的,并且可以可选地是重复动作。控制器33或本技术的任何其他控制器可以可选地被配置成当空腔容纳预定量的制药粉末时参与这种重复动作。
144.本技术的微片剂的实施例可以具有任何合适的尺寸或体积。微片剂可以可选地具有在1.3至1.5立方毫米范围内的体积。微片剂可以可选地具有大约三立方毫米的体积。
145.应理解,本技术的设备和方法可以被配置成在每个循环中生产多于一个的微片剂。例如,可以将在本技术的方法和设备的一个循环中形成的压缩块切片或切割成多于一个微片剂,以供人类或其他哺乳动物摄入或以其他方式食用。例如,凹部112的长度可以被确定尺寸,使得在凹部112中产生的压缩块可以沿着其长度切割以提供多个微片剂。
146.本技术的机器和方法的实施例避免使用大的力来产生微片剂的实施例,以用于通过口服、注射或药物递送领域中已知的其他方法递送至人或其他哺乳动物。相反,本技术的机器和方法有利地例如以顺序的方式使用小的、低的或最小的力,这可以包括在多个方向上的施加,以逐渐压缩和压实制药粉末或其他物质,从而产生微片剂。这种小的、低的或最小的力例如通过抑制大的药物分子中键的断裂而抑制或减少了制作过程期间对制药粉末
或其他物质的损害,药物分子中键的断裂会降低或消除生物活性,因而降低或消除这样的分子的有效性或改变药物的配方。在使用时,这样的实施例允许制作包含制药剂的微片剂,同时使制药剂的生物活性损失最小。
147.通过本文的描述,应明白本公开包含多个实施例,其包括但不限于下列实施例:
148.1.一种用于由制药粉末制造供人类摄入的微片剂的机器,所述机器包括:支撑结构,所述支撑结构具有用于接收所述粉末的容器;第一可移动构件,所述第一可移动构件由所述支撑结构承载,以用于沿第一方向引导所述容器中的所述粉末;以及第二可移动构件,所述第二可移动构件由所述支撑结构承载,以用于沿第二方向压实所述容器中的所述粉末以形成药物的压实块。
149.2.根据上述或之后的实施例中的任一项所述的方法或设备,其中,所述压实块是沿纵向轴线延伸的压实的圆柱形块,所述机器进一步包括:第三可移动构件,所述第三可移动构件由所述支撑结构承载,以用于沿所述纵向轴线连续地压实所述压实的圆柱形块。
150.3.根据上述或之后的实施例中的任一项所述的方法或设备,进一步包括具有呈所述微片剂的形式的凹部的模具,以用于在所述第三可移动构件的力的作用下接收所述压实的圆柱形块。
151.4.根据上述或之后的实施例中的任一项所述的方法或设备,进一步包括圆柱形销,所述圆柱形销能够从位于所述凹部外部的第一位置移动到位于所述凹部内的第二位置,以用于从所述凹部弹出所述微片剂。
152.5.根据上述或之后的实施例中的任一项所述的方法或设备,其中,所述第一可移动构件具有用于接合所述粉末以便引导所述粉末的面,且所述第二可移动构件沿所述第一可移动构件的所述面在第一位置和第二位置之间行进以压实所述粉末。
153.6.根据上述或之后的实施例中的任一项所述的方法或设备,其中,所述第二可移动构件包括往复运动构件,所述往复运动构件被配置成沿所述第二方向连续地压实所述粉末。
154.7.根据上述或之后的实施例中的任一项所述的方法或设备,其中,所述第二方向正交于所述第一方向,并且所述纵向轴线正交于所述第一方向和所述第二方向中的一个或多个。
155.8.根据上述或之后的实施例中的任一项所述的方法或设备,其中,所述容器包括空腔;其中,所述第一可移动构件的所述面被配置成将所述粉末引导到所述空腔内的第一位置;其中,所述第二可移动构件将所述粉末压实到所述空腔内的第二位置。
156.9.根据上述或之后的实施例中的任一项所述的方法或设备,进一步包括具有往复运动构件的第三可移动构件;所述往复运动构件被配置成用于在所述空腔内的第三位置处连续地压实所述粉末。
157.10.根据上述或之后的实施例中的任一项所述的方法或设备,进一步包括:一个或多个致动器,用于自动地实现所述第一可移动构件、所述第二可移动构件以及所述第三可移动构件中的一个或多个的运动。
158.11.根据上述或之后的实施例中的任一项所述的方法或设备,进一步包括:控制器,所述控制器联接至所述一个或多个致动器;并且所述控制器被配置成控制所述致动器的致动的时序以及用于所述微片剂的选择性压实的由所述致动器施加的力中的一项或多
项。
159.12.一种用于由制药粉末制造微片剂的设备,所述设备包括:容器,所述容器包括用于接收所述粉末的空腔;第一可移动构件,所述第一可移动构件被配置成沿第一方向引导所述容器中的所述粉末,并在所述空腔内的第一位置处收集所述粉末;以及第二可移动构件,所述第二可移动构件被配置成沿第二方向压实所述容器中的所述粉末以形成具有压缩块和形状的固体微片剂。
160.13.根据上述或之后的实施例中的任一项所述的方法或设备,其中,所述压缩块是沿纵向轴线延伸的压实的圆柱形块,所述设备进一步包括:第三可移动构件,所述第三可移动构件由所述支撑结构承载,以用于沿所述纵向轴线连续地压实所述压实的圆柱形块。
161.14.根据上述或之后的实施例中的任一项所述的方法或设备,进一步包括具有呈所述微片剂的形式的凹部的模具,以用于在所述第三可移动构件的力的作用下接收所述压实的圆柱形块。
162.15.根据上述或之后的实施例中的任一项所述的方法或设备,进一步包括圆柱形销,所述圆柱形销能够从位于所述凹部外部的第一位置移动到位于所述凹部内的第二位置,以用于从所述凹部弹出所述微片剂。
163.16.根据上述或之后的实施例中的任一项所述的方法或设备,其中,所述第一可移动构件具有用于接合所述粉末以便引导所述粉末的面,且所述第二可移动构件沿所述第一可移动构件的所述面在第一位置和第二位置之间行进以压实所述粉末。
164.17.根据上述或之后的实施例中的任一项所述的方法或设备,其中,所述第二可移动构件包括往复运动构件,所述往复运动构件被配置成用于沿所述第二方向连续地压实所述粉末。
165.18.根据上述或之后的实施例中的任一项所述的方法或设备,其中,所述第二方向正交于所述第一方向,并且所述纵向轴线正交于所述第一方向和第二方向中的一个或多个。
166.19.根据上述或之后的实施例中的任一项所述的方法或设备,进一步包括具有往复运动构件的第三可移动构件;所述往复运动构件被配置成用于在所述空腔内的第三位置处连续地压实所述粉末。
167.20.根据上述或之后的实施例中的任一项所述的方法或设备,进一步包括:一个或多个致动器,用于自动地实现所述第一可移动构件、所述第二可移动构件以及所述第三可移动构件中的一个或多个的运动。
168.21.根据上述或之后的实施例中的任一项所述的方法或设备,进一步包括:控制器,所述控制器联接至所述所述一个或多个致动器;并且所述控制器被配置成控制所述致动器的致动的时序以及用于所述微片剂的选择性压实的由所述致动器施加的力中的一项或多项。
169.22.一种由制药粉末制造供人类摄入的微片剂的方法,所述方法包括下列步骤:引导所述粉末从而形成具有第一密度的收集的粉末块;和重复地压实所述收集的粉末块,从而逐渐提高所述收集的粉末块的密度,并形成具有最终密度和形状的压缩块的固体微片剂。
170.23.根据上述或之后的实施例中的任一项所述的方法或设备,其中,所述压缩块是
圆柱形的,并沿纵向轴线延伸。
171.24.根据上述或之后的实施例中的任一项所述的方法或设备,其中,所述重复地压实包括沿所述纵向轴线重复地压实所述圆柱形块。
172.25.根据上述或之后的实施例中的任一项所述的方法或设备,其中,所述重复地压实包括将所述圆柱形块重复地压实到圆柱形模具中以形成所述微片剂。
173.26.根据上述或之后的实施例中的任一项所述的方法或设备,其中,引导所述粉末包括沿至少一个方向压实所述粉末,以形成具有所述第一密度的压缩块。
174.27.根据上述或之后的实施例中的任一项所述的方法或设备,其中,引导所述粉末包括沿第一方向压缩所述粉末,并且压缩所述粉末是在正交于所述第一方向的第二方向上完成的。
175.28.根据上述或之后的实施例中的任一项所述的方法或设备,其中,所述重复地压实包括沿附加的方向重复地压实所述压缩块,所述附加的方向正交于所述第一方向和所述第二方向两者。
176.29.根据上述或之后的实施例中的任一项所述的方法或设备,其中,引导包括使用漏斗引导所述粉末,以形成所述压缩块。
177.30.根据上述或之后的实施例中的任一项所述的方法或设备,其中,所述压实包括通过使用至少一个可移动压实构件在至少一个方向上压实所述粉末。
178.31.根据上述或之后的实施例中的任一项所述的方法或设备,其中,引导所述粉末包括利用第一可移动构件沿第一方向引导所述粉末,和利用第二可移动构件沿第二方向压缩所述粉末,以形成沿纵向轴线延伸的由所述粉末形成的压实的圆柱形块。
179.32.根据上述或之后的实施例中的任一项所述的方法或设备,其中,所述重复地压实包括通过往复运动的第三压实构件沿所述纵向轴线重复地压实所述压实的圆柱形块。
180.33.根据上述或之后的实施例中的任一项所述的方法或设备,其中,所述制药粉末包括具有蛋白质、肽和抗体中的至少一种的大药物分子。
181.34.根据上述或之后的实施例中的任一项所述的方法或设备,其中,所述制药粉末包括生物活性,并且所形成的微片剂中的所述制药粉末的生物活性具有压缩之前的生物活性的至少70%。
182.35.根据上述或之后的实施例中的任一项所述的方法或设备,其中,所形成的微片剂中的所述制药粉末的生物活性具有压缩之前的生物活性的至少90%。
183.36.根据上述或之后的实施例中的任一项所述的方法或设备,其中,所形成的微片剂中的所述制药粉末的生物活性具有压缩之前的生物活性的至少95%。
184.37.根据上述或之后的实施例中的任一项所述的方法或设备,其中,所形成的微片剂的密度在约1.00至1.15mg/mm3的范围内。
185.38.根据上述或之后的实施例中的任一项所述的方法或设备,其中,所形成的微片剂的密度在约1.02至1.06mg/mm3的范围内。
186.39.一种由包括蛋白质、肽和抗体中的至少一种的药物制造供人类摄入的微片剂的方法,所述方法包括下列步骤:利用第一可移动压实构件沿第一方向压实所述粉末,和利用第二可移动压实构件沿第二方向压实所述粉末,以形成沿纵向轴线延伸的由所述药物形成的压实的圆柱形块;和利用往复运动的圆柱形构件沿着所述纵向轴线与所述第一可移动
压实构件和所述第二可移动压实构件并排重复地压实所述压实的圆柱形块。
187.40.根据上述或之后的实施例中的任一项所述的方法或设备,其中,所述重复地压实包括将所述压实的圆柱形块重复地压实到圆柱形模具中。
188.41.一种用于形成微尺度成型块的方法,所述方法包括:将材料提供到装置的填充区域中,由此发起自动化过程,所述自动化过程包括:a.将所述材料推出所述填充区域而进入所述装置的形成区域,b.将所述装置的所述形成区域中的所述材料压缩成所述微尺度成型块,所述微尺度成型块具有与所述形成区域的内表面相符的周边,以及c.弹出所述微尺度成型块。
189.42.根据上述或之后的实施例中的任一项所述的方法或设备,其中,所述自动化过程进一步包括将所述材料提供到所述填充区域中。
190.43.根据上述或之后的实施例中的任一项所述的方法或设备,其中,所述自动化过程进一步包括重复动作,所述重复动作包括:提供所述材料,和推动所述材料,所述重复动作被配置成当所述形成区域容纳了预定量的材料时终止。
191.44.根据上述或之后的实施例中的任一项所述的方法或设备,其中,所述重复动作的每次重复进一步包括在将所述材料推入所述形成区域中之后,将所述材料捣实到所述形成区域中。
192.45.根据上述或之后的实施例中的任一项所述的方法或设备,其中,弹出所述成型块包括:将所述装置的包括所述形成区域的形成部从所述装置的其余部分延伸开;从所述形成部的第一边缘推动所述成型块;以及从所述形成部的与所述第一边缘相反的第二边缘收集所述成型块。
193.46.根据上述或之后的实施例中的任一项所述的方法或设备,其中,所述微尺度成型块包括治疗性组分。
194.47.根据上述或之后的实施例中的任一项所述的方法或设备,其中,所述形成部为圆柱形的。
195.本文中使用的单数术语“一”、“一个”和“该”可以包括复数个对象,除非上下文另外明确指出。以单数形式提及的对象并不旨在表示“一个并且仅一个”,而是“一个或更多”,除非明确指出如此。
196.本文中使用的术语“组”是指一个或多个对象的集合。因而,例如,一组对象可以包括单个对象或多个对象。
197.本文中使用的术语“基本”和“约”用于描述和说明小的变化。当与事件或状况结合使用时,这些术语可以指其中事件或状况精确地发生的情况,以及其中事件或状况非常接近地发生的情况。当结合数值使用时,该术语可以指小于或等于该数值的
±
10%的变化范围,诸如小于或等于
±
5%,小于或等于
±
4%,小于或等于
±
3%,小于或等于
±
2%,小于或等于
±
1%,小于或等于
±
0.5%,小于或等于
±
0.1%或小于或等于
±
0.05%。例如,“基本上”对准可以指小于或等于
±
10
°
的角度变化范围,诸如小于或等于
±5°
,小于或等于
±4°
,小于或等于
±3°
,小于或等于
±2°
,小于或等于
±1°
,小于或等于
±
0.5
°
,小于或等于
±
0.1
°
,或小于或等于0.05
°
。
198.另外,量、比率和其他数值有时可以在本文中以范围格式呈现。应理解,这种范围格式是为了方便和简洁而使用的,并且应该灵活地理解为包括明确指定为范围极限的数
值,但也包括该范围内包括的所有单个数值或子范围,就好像每个数值和子范围均已明确指定。例如,在大约1到大约200范围内的比率应被理解为包括明确列举的大约1和大约200的极限,但也包括单独的比率,诸如大约2、大约3和大约4,以及子范围,诸如大约10到大约50、大约20到大约100,依此类推。
199.为了说明和描述的目的,已经给出了本公开的技术的各种实施例的前述描述。无意将本公开的技术限于所公开的精确形式。对于本领域技术人员而言,许多修改、变化和改进将是显而易见的。例如,装置的实施例的尺寸可以确定并且以其他方式适合于各种儿科和新生儿应用以及各种兽医应用。它们也可以适应男性和女性的泌尿道。此外,本领域技术人员仅使用常规实验就将认识到或能够确定本文所述的具体装置和方法的许多等效形式。这样的等效方案被认为是在本公开的本技术的范围内,并且由下面的所附权利要求涵盖。
200.来自一个实施例的元件、特征或动作可以容易地与来自其他实施例的一个或多个元件、特征或动作重新组合或替换,以在本公开的技术范围内形成许多附加的实施例。此外,在各种实施例中,被示出或描述为与其他元件组合的元件可以作为独立元件存在。因此,本公开的本技术的范围不限于所述实施例的细节,而是仅由所附权利要求来限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。