1.本发明涉及石材修面技术领域,具体地指一种石材修面机自动破渣方法。
背景技术:
2.目前城市建设突飞猛进,作为城市建设材料之中的路沿石,需求急增。石材修面机作为制作路沿石的机器,其锯片将石材凹凸不平的表面切割掉,得到表面光滑平整的路沿石。具体每轮切割步骤如下:步骤1)第一刀切割:石材修面机的锯片从石材一侧选择合适的厚度沿石材边缘进行左右方向的水平切割,通常情况下,第一刀切割宽度为2cm;步骤2)第二刀切割:第一刀切割完毕后,锯片从石材另一侧按照第一刀的切割厚度沿第一刀切割边缘进行与第一刀反方向的水平切割,通常情况下,第二刀切割宽度也为2cm;步骤3)第三刀切割:第二刀切割完毕后,锯片从石材一侧按照第二刀的切割厚度沿第二刀切割边缘进行与第二刀反方向的水平切割,通常情况下,第三刀切割宽度也为2cm;步骤4)第四刀切割:第三刀切割完毕后,锯片从石材另一侧按照第三刀的切割厚度沿第三刀切割边缘进行与第三刀反方向的水平切割,通常情况下,第四刀切割宽度也为2cm。当切割的修面石材达到8cm的宽度时,这时需要工人用撬棍将切割的修面石材从整体石材上撬下来并将其转移,石材修面机才能继续进行下一轮的切割。
3.石材修面机不停地对石材进行切割,工人跟随石材修面机不停地对切割的修面石材进行敲碎和转移,一台石材修面机需要一名工人进行看护,这占用了操作工人大量的时间,并让操作工人承受了强大的体力消耗。
4.另外,制作路沿石的石材修面机在作业过程中,需要在锯片位置处加入冷却水降低锯片集聚的热量。锯片以逆时针高速旋转,冷却水在锯片切割点一端加入,在离心力的作用下,到达锯片切割石材发热的位置处随机抛飞。抛飞的冷却水混合切割产生的石粉末在电机的高速运转下,四处喷射,空气雾化,环境恶劣。为了减少作业过程中污水及空气对人体的危害,操作工人需要穿上防水服,带上防尘口罩进行工作。
技术实现要素:
5.本发明的目的在于提供一种石材修面机自动破渣方法,取代传统的人工撬棍撬破修面石材,实现修面石材破碎自动化。
6.本发明的目的是通过如下步骤来达到的:
7.步骤1),调整石材修面机自动破渣锤的脉冲电路频率和占空比,频率决定锤头锤击快慢,占空比决定锤头停留在上止点和下止点的时间;
8.步骤2),将弹性把柄下端设置在能够抵触石材加工表面的高度,并调整弹性把柄到锯片切割点所在直线的距离d,使锯片来回切割前n刀时弹性把柄下端端头刚好接触石材加工表面,锯片切割至第n 1刀时弹性把柄被切割下来的修掉石材阻挡,弹性把柄发生扭弯变形;
9.步骤3),检测开关合上,脉冲电路供电,产生符合需要的脉冲信号,脉冲电路将脉
冲信号转换成电信号传输到继电器,继电器控制上通气阀,上通气阀通电,上通气孔通气,推动气缸体内的气杆向下作直线运动,继而推动锤头向下快速运动至下止点,击破修掉石材;
10.步骤4),锤头在下止点停留至设定时间后,立即回收,继电器断电,上通气阀断电,上通气孔断气,电磁气阀转换,下通气阀通电,下通气孔通气,气杆向上作直线运动,弹簧向上收缩至上止点;
11.步骤5),弹簧在上止点停留至设定时间后,重复步骤3)。
12.进一步地,步骤1)中,所述下止点距离空腔导杆下端端面的高度h为4~6cm。
13.更进一步地,步骤2)中,所述n为3,所述弹性把柄到锯片切割点所在直线的距离d为7cm,锯片来回切割第一、第二、第三刀时,修掉石材的宽度分别为2cm、4cm、6cm,锯片切割至第四刀时,修掉石材的宽度分别为8cm,弹性把柄被切割下来的修掉石材阻挡,弹性把柄发生扭弯变形。
14.更进一步地,步骤2)中,所述修掉石材为石材修面机水平切割表面凹凸不平的石材而分离出的石材加工面以上部分。
15.更进一步地,步骤3)中,所述石材修面机自动破渣锤设置在石材修面机出水端,其安装高度以锤头运动终点不伤及石材加工表面而又击破修掉石材为准。
16.更进一步地,步骤1)中,所述石材修面机自动破渣锤跟随石材修面机在石材上方作来回悬空运动,其包括用于击破修掉石材的锤头,所述锤头上端设有用于推动锤头进行上下直线运动的动力气缸,所述动力气缸及锤头均内置在垂直布设的空腔导杆中;所述空腔导杆对应于锤头一端端头呈开口状,且端头外侧设有用于探明修掉石材是否满足被击破条件的自动检测系统,所述空腔导杆一侧还设有用于控制动力气缸开关的电磁气阀,所述自动检测系统通过继电器控制电磁气阀;
17.所述动力气缸包括空腔气缸体,所述气缸体上部设有上通气孔,下部设有下通气孔,所述气缸体下端端头处设有能够沿气缸体空腔上下运动的气杆,所述气杆上套设有能够上下伸缩的弹簧,所述气杆下端与锤头固定连接;
18.所述空腔导杆包括方形下凹槽导杆和方形上凹槽导杆,所述方形下凹槽导杆和方形上凹槽导杆拼接成方形空腔导杆;所述方形下凹槽导杆槽内对应于气缸体上、下端端头处均固设有连接片,两个所述连接片均用于通过螺母将所述气缸体固定在下凹槽导杆槽内;
19.所述电磁气阀包括上通气阀和下通气阀;所述上通气阀通过气管与上通气孔相连;所述下通气阀通过气管与下通气孔相连;
20.所述自动检测系统包括设置在空腔导杆一端端头的弹性把柄,所述弹性把柄下端与石材加工表面相抵;所述弹性把柄上端连接有检测开关,所述检测开关电连接脉冲电路,所述脉冲电路通电后将脉冲信号转换成电信号传输到继电器中。
21.更进一步地,所述脉冲电路、继电器以及电磁气阀均设置在箱体内,所述箱体设置在空腔导杆一侧。
22.更进一步地,所述所述锤头下端固设有用于击破修掉石材的耐磨合金钻头。
23.本发明的优点在于:
24.1、本发明所提供的一种石材修面机自动破渣方法,将石材修面机自动破渣锤安装
在石材修面机上,并跟随石材修面机在石材上方作来回悬空运动,通过与修掉石材相挤压的弹性把柄发生弹性变形,触发自动检测系统发出脉冲信号,并通过动力气缸的上下直线运动推动锤头对修掉石材的猛烈撞击。
25.2、本发明首先利用自动检测系统探明待破渣的修掉石材是否满足破渣条件,若满足,则自动检测系统将符合需要的脉冲信号转换成电信号传输到继电器,通过与继电器相连的电磁气阀控制动力气缸,实现锤头的自动破渣功能。
26.本发明一种石材修面机自动破渣方法取代人工破渣操作,减轻了石材加工人员的体力消耗,保护了石材加工人员的身体健康;同时一台石材修面机可以减少一名操作人员,节省了石材加工领域的用工成本,也提高了石材加工效率。
附图说明
27.附图1为本发明所提出的石材修面机自动破渣方法中的空腔导杆和箱体内部的正视结构示意图;
28.附图2为图1中的空腔导杆内部结构件的正视结构示意图;
29.附图3为图1中的弹簧向上收缩至上止点时的正视结构示意图;
30.附图4为图1中的锤头连同合金钻头向下运动到下止点时的正视结构示意图;
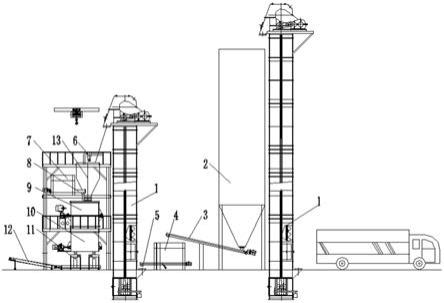
31.附图5为本发明中的石材修面机自动破渣锤安装在石材修面机上进行工作时的正视结构示意图;
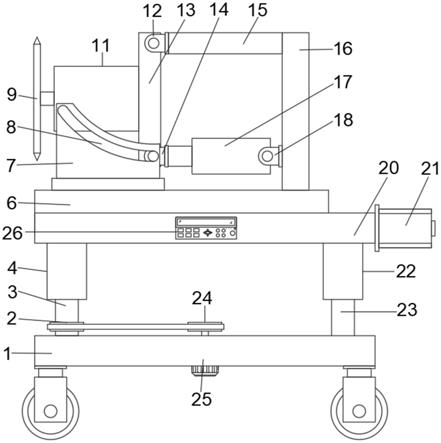
32.附图6为图5中的自动破渣锤不进行破渣时的左视图;
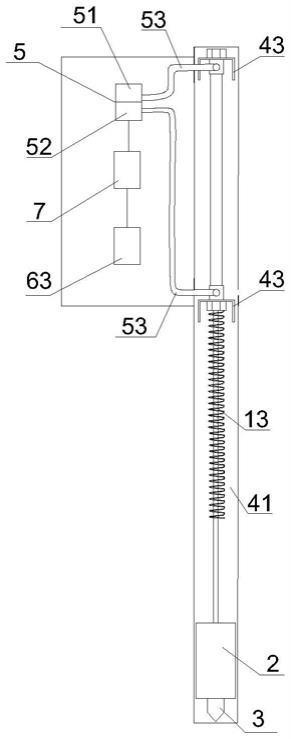
33.附图7为图5中的自动破渣锤进行破渣时的左视图;
34.图中:动力气缸1、气缸体11、上通气孔11a、下通气孔11b、气杆12、弹簧13、锤头2、合金钻头3、空腔导杆4、下凹槽导杆41、上凹槽导杆42、连接片43、电磁气阀5、上通气阀51、下通气阀52、气管53、自动检测系统6、弹性把柄61、检测开关62、脉冲电路63、继电器7、石材修面机8、锯片81、箱体9、修掉石材10、石材加工面a、上止点a、下止点b、下止点b距离空腔导杆4下端端面的高度h、弹性把柄61到锯片81切割点所在直线的距离d。
具体实施方式
35.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
36.在本发明的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对发明的限制。
37.如图1
‑
7所示,本发明一种石材修面机自动破渣方法,包括如下步骤:
38.步骤1),调整石材修面机自动破渣锤的脉冲电路63频率和占空比,频率决定锤头2锤击快慢,占空比决定锤头2停留在上止点a和下止点b的时间;将锤头2停留在上止点a和下止点b的时间设定为0.5s。
39.步骤2),将弹性把柄61下端设置在能够抵触石材加工表面a的高度,并调整弹性把柄61到锯片81切割点所在直线的距离d,使锯片81来回切割前n刀时弹性把柄61下端端头刚好接触石材加工表面a,锯片81切割至第n 1刀时弹性把柄61被切割下来的修掉石材10阻挡,弹性把柄61发生扭弯变形;
40.步骤3),检测开关62合上,脉冲电路63供电,产生符合需要的脉冲信号,脉冲电路63将脉冲信号转换成电信号传输到继电器7,继电器7控制上通气阀51,上通气阀51通电,上通气孔11a通气,推动气缸体11内的气杆12向下作直线运动,继而推动锤头2向下快速运动至下止点b,击破修掉石材10;
41.步骤4),锤头2在下止点停留0.5s后,立即回收,继电器7断电,上通气阀51断电,上通气孔11a断气,电磁气阀5转换,下通气阀52通电,下通气孔11b通气,气杆12向上作直线运动,弹簧13向上收缩至上止点a;
42.步骤5),弹簧13在上止点a停留0.5s后,重复步骤3)。
43.上述步骤1)中,所述下止点b距离空腔导杆4下端端面的高度h为5cm。
44.上述步骤2)中,所述n为3,弹性把柄61下端设置在能够抵触石材加工表面a的高度,并调整弹性把柄61到锯片81切割点所在直线的距离d为7cm,锯片81切割第一、第二、第三刀时,修掉石材10的宽度分别为2cm、4cm、6cm,均小于7cm,所以弹性把柄61下端端头接触石材加工表面a,当锯片81切割至第四刀时,破修掉石材10的宽度达到8cm,超过7cm,弹性把柄61被切割下来的修掉石材10阻挡,弹性把柄61发生扭弯变形。
45.上述步骤2)中,所述修掉石材10为石材修面机8水平切割表面凹凸不平的石材而分离出的石材加工面a以上部分。
46.上述步骤3)中,所述石材修面机自动破渣锤设置在石材修面机8出水端,其安装高度以锤头2运动终点不伤及石材加工表面a而又击破修掉石材10为准。如图5
‑
7所示,由于锯片81进水端石渣会被卷到锯片81底部,而出水端石渣会跟随水流被抛飞,所以此自动破渣锤安装在石材修面机8出水端一侧。
47.另外,如果修掉石材10的厚度太厚容易导致一次锤击不破,所以太厚的修掉石材10可以采用水平切两次甚至三次的方法,减薄修掉石材10的厚度,降低锤破的难度。
48.上述步骤1)中,所述石材修面机自动破渣锤跟随石材修面机8在石材上方作来回悬空运动,如图1
‑
4所示,其包括用于击破修掉石材10的锤头2,所述锤头2上端设有用于推动锤头2进行上下直线运动的动力气缸1,所述动力气缸1及锤头2均内置在垂直布设的空腔导杆4中;所述空腔导杆4对应于锤头2一端端头呈开口状,且端头外侧设有用于探明修掉石材10是否满足被击破条件的自动检测系统6,所述空腔导杆4一侧还设有用于控制动力气缸1开关的电磁气阀5,所述自动检测系统6通过继电器7控制电磁气阀5。
49.上述技术方案中,所述动力气缸1包括空腔气缸体11,气缸体11直径20mm,行程700mm。所述气缸体11上部设有上通气孔11a,下部设有下通气孔11b,所述气缸体11下端端头处设有能够沿气缸体11空腔上下运动的气杆12,所述气杆12直径为0.8mm,能够在气缸体11内腔完成快速直线往返运动。所述气杆12下端与锤头2固定连接。所述气杆12上套设有能够上下伸缩的弹簧13,当气杆12向下作快速直线运动时,弹簧13能够蓄积气杆12对锤头2的冲击力;当气杆12向上作快速直线运动时,弹簧13能够减轻气杆12对气缸体11的冲击力。
50.上述技术方案中,所述空腔导杆4包括方形下凹槽导杆41和方形上凹槽导杆42,所
述方形下凹槽导杆41和方形上凹槽导杆42拼接成方形空腔导杆4,所述空腔导杆4为5cm*5cm的方钢管。所述方形下凹槽导杆41槽内对应于气缸体11上、下端端头处均固设有连接片43,两个所述连接片43均用于通过螺母将所述气缸体11固定在下凹槽导杆41槽内。
51.上述技术方案中,所述电磁气阀5包括上通气阀51和下通气阀52;所述上通气阀51通过气管53与上通气孔11a相连;所述下通气阀52通过气管53与下通气孔11b相连。
52.上述技术方案中,所述自动检测系统6包括设置在空腔导杆4一端端头的弹性把柄61,所述弹性把柄61下端与石材加工表面a相抵或者与石材加工表面a之间稍留一点间隙;所述弹性把柄61上端连接有检测开关62,所述检测开关62电连接脉冲电路63,所述脉冲电路63通电后将脉冲信号转换成电信号传输到继电器7中。
53.上述技术方案中,所述脉冲电路63、继电器7以及电磁气阀5均设置在箱体9内,所述箱体9设置在空腔导杆4一侧。
54.上述技术方案中,为了增加锤头2下端的耐磨性,锤头2下端固设有用于击破修掉石材10的耐磨合金钻头3。本实施例中,合金钻头3运动到下止点b时,合金钻头3的下端端头距离空腔导杆4下端端面的高度h选为5cm,即合金钻头3运动到下止点b时,能够击破切割后的修掉石材10。
55.本说明书未作详细描述的内容属于本领域专业技术人员公知的现有技术。
56.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明精神和原则之内,所作的任何修改、等同替换、改进等等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。