1.本发明涉及卫生用品领域,尤其涉及一种多边防漏卫生巾及其成型工艺。
背景技术:
2.目前,中国专利申请号:cn201920663244.6公开了一种环保透气型卫生巾,包括卫生巾本体,卫生巾本体两侧的中部均固定设有护翼,卫生巾本体顶端的中部固定设有护垫,护垫两侧的中部固定设有海绵布垫,卫生巾本体底端的中部固定设有开槽,开槽内壁的两侧分别与多个耐磨棉辊的两端固定连接,卫生巾本体底端的两侧均固定设有粘胶垫,公开了一般卫生巾结构,但是实际使用过程中未对卫生巾宽度两侧进行保护,导致侧躺时容易侧漏;
3.而已授权公开的实用新型案件“一种稳定防侧漏卫生巾”(cn202021408837.7),其具体公开“卫生巾本体、侧翼和尾翼,所述卫生巾本体从上到下依次设置有面层、吸收层和底层,底层远离女性私密处的一侧固定设置有若干条背胶,所述侧翼对称设置在卫生巾本体两侧,侧翼与卫生巾本体固定连接,所述尾翼设置在卫生巾本体靠近女性股沟处,尾翼与卫生巾本体固定连接,所述卫生巾本体一侧的侧翼上固定设置有单面胶条,单面胶条靠近面层的一面为粘性物质,单面胶条的粘性物质一面上设置有防粘表层;”该卫生巾虽然卫生巾两侧设置有防漏条,但是仅仅对卫生巾横向两侧起到阻挡阻隔作用,不能对液体及时吸收,当使用者排泄液体多的时候,吸收层吸收粗步量后,后续吸收效率降低,侧边防漏条对液体防护阻隔,可实际使用过程中液体会停留在卫生巾表面一段时间,导致使用者体验度低,液体容易向外扩散。
技术实现要素:
4.因此,针对上述的问题,本发明提出一种,其解决了现有卫生巾两侧边的不能对人体排泄液体及时吸收,导致使用者体验度低和液体容易向外扩散的技术问题。
5.为实现上述目的,本发明采用了以下技术方案:一种多边防漏卫生巾,由上到下依次包括透液性面层、吸收芯层以及不透液底层,所述不透液底层底端面横向两侧设有背胶,所述不透液底层底端面设有与背胶黏贴的离型纸,所述透液性面层表面靠近吸收芯层外围处设有防漏吸收条,所述防漏吸收条包括超吸水性纤维和用于包裹超吸水性纤维的包裹层无纺布,所述包裹层无纺布包括亲水无纺布和疏水无纺布,所述亲水无纺布位于防漏吸收条靠近吸收芯层中心一侧,所述疏水无纺布位于防漏吸收条远离吸收芯层一侧。
6.进一步的,所述包裹层无纺布由亲水无纺布和疏水无纺布复合形成。
7.进一步的,所述亲水无纺布包围超吸水性纤维形成块状,所述疏水无纺布包围超吸水性纤维形成块状,所述疏水无纺布中部贴合亲水无纺布一端面设有通孔,所述亲水无纺布和疏水无纺布顶端面复合设有第一拒水无纺布,所述透液性面层与亲水无纺布和疏水无纺布之间设有第二拒水膜。
8.进一步的,所述防漏吸收条纵向两侧形状为连续的弧形,所述透液性面层靠近防
漏吸收条处设有下陷的凹部。
9.进一步的,所述凹部形状与防漏吸收条形状相同。
10.进一步的,所述凹部沿着防漏吸收条内侧设置,所述防漏吸收条连续的弧形之间具有第一过渡处,所述凹部位于连续的第一过渡处设有第二过渡处,所述凹部位于第二过渡处半径尺寸大于防漏吸收条位于第一过渡处的半径尺寸,所述凹部位于第二过渡处之间设有与两个第二过渡处相连的直线,所述直线远离防漏吸收条一侧为与上下两端过渡处相连的直线。
11.进一步的,所述透液性面层和吸收芯层之间设有除臭胶囊。
12.一种基于同一发明构思的多边防漏卫生巾的成型工艺,包括以下步骤:
13.第一步,输入不透液底层,在不透液底层上复合吸收芯层,再将不透液底层与透液性面层复合;
14.第二步,再将包裹有超吸水性纤维的防漏吸收条输入,再将透液性面层表面位于吸收芯层外围粘附胶水,再将各防漏吸收条底端面粘附在透液性面层表面;
15.第三步,在透液性面层表面横向两侧防漏吸收条位于内侧处通过压辊辊压形成凹部;
16.第四步,预成型连续的一次性吸收用品;再通过裁切、分切、折叠,形成单个的一次性吸收用品。
17.进一步的,制作所述防漏吸收条前先将亲水无纺布和疏水无纺布输入,亲水无纺布和疏水无纺布复合形成包裹层无纺布,再将包裹层无纺布两侧边对折输送,再将包裹层无纺布表面填充超吸水性纤维,再将包裹层无纺布顶端开口处两侧边热压合封闭,再将包裹层无纺布前后呈设定间距进行热压合,再将包裹层无纺布热压合处进行切断形成防漏吸收条。
18.进一步的,制作所述防漏吸收条前先将亲水无纺布两侧边对折输送,疏水无纺布两侧边对折输送,将亲水无纺布和疏水无纺布表面均填充超吸水性纤维,完成后在输送过程中对亲水无纺布远离吸收芯层一端面通过辊刺装置刺多个通孔,再将疏水无纺布靠近吸收芯层一端面通过辊刺装置刺多个通孔,再将再将包裹着超吸水性纤维的亲水无纺布和疏水无纺布合并输送,并将亲水无纺布和疏水无纺布顶端面和底端面涂覆胶水,完成后再将拒水无纺布复合在亲水无纺布和疏水无纺布顶端面和底端面,完成后将亲水无纺布和疏水无纺布前后呈设定间距进行热压合,再将前后防漏吸收条热压合处进行切断形成防漏吸收条。
19.进一步的,所述辊刺装置包括用于对亲水无纺布和疏水无纺布刺孔的刺辊、设于刺辊外侧的多个刺针、设于刺辊另一方的辊压装置以及设于刺辊底端的支撑板;所述辊刺装置输出端上设有用于对防漏吸收条定型的定型装置,所述定型装置包括凸辊、凹辊、设于凸辊和凹辊底端的底板和设于凸辊和凹辊顶端的顶板,所述凸辊外侧设有多个凸状凸起,所述凹辊上设有多个与凸状凸起对应的凹状凹部。
20.进一步的,所述底板与顶板平行设置,所述底板和顶板均对输入辊、凸辊和凹辊覆盖。
21.进一步的,所述凸辊外侧设有多个凸状凸起,所述凹辊上设有多个与凸状凸起对应的凹状凹部。
22.通过采用前述技术方案,本发明的有益效果是:
23.本多变防漏卫生巾,通过防漏吸收条的设置,对卫生巾两侧边液体及时吸收,防止了液体向外扩散,二次防漏,解决了现有卫生巾两侧边的不能对人体排泄液体及时吸收,导致使用者体验度低和液体容易向外扩散的问题;防漏吸收条通过超声波的工艺提高产品的柔软度和吸收条和吸收条本身的密合性,防止吸收后爆开的风险,同时增加产品的使用体验,解决传统两侧设置防漏隔边的工艺容易不适感的问题。
24.包裹层无纺布由亲水无纺布和疏水无纺布复合的设置,具有生产效率高,并且节约材料的优点,同时避免超吸水性纤维与皮肤接触,造成体验感降低的缺点。
25.亲水无纺布和疏水无纺布分别包围超吸水性纤维形成块状的设置,加工生产时,容易粘贴在透液性面层表面,利于大批量生产。
26.防漏吸收条纵向两侧形状为连续的弧形的设置,防漏吸收条各段弧形均匀的积留部分液体,并且液体被各段弧形状的防漏吸收条均匀吸收,避免直线状的防漏吸收条液体容易向一侧流动导致积液。
27.凹部形状与防漏吸收条形状相同的设置,凹部可将液体导流向两侧流动,使液体导流速度加快,避免在一处部位积留。
28.第二过渡处的设置,第二过渡处储存液体容量更大,液体停留在第二过渡处,更容易被第二过渡处的防漏吸收条充分吸收;液体经过直线部分时,该部位积液容量大,液体更不容易透过防漏吸收条。
29.基于同一发明构思的多边防漏卫生巾的成型工艺,该方式实现了将防漏吸收条高效率生产,并且实现将防漏吸收条粘附在透液性面层表面,有效实现工艺简便和提高了生产效率。
附图说明
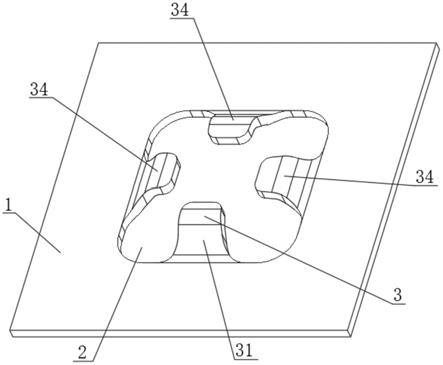
30.图1是本发明实施例一的结构示意图;
31.图2是本发明实施例一的局部剖面结构示意图;
32.图3是本发明实施例一的防漏吸收条第一使用状态剖面结构示意图;
33.图4是本发明实施例一的防漏吸收条和凹部第一使用状态局部结构示意图;
34.图5是本发明实施例一的防漏吸收条和凹部第二使用状态局部结构示意图;
35.图6是本发明实施例一的防漏吸收条第二使用状态剖面结构示意图;
36.图7是本发明实施例一的第一凸起部和凹陷部局部结构俯视示意图;
37.图8是本发明实施例一的凹陷部局部结构剖面示意图;
38.图9是本发明实施例一的吸收芯层与除臭胶南使用状态结构剖面示意图;
39.图10是本发明实施例二的防漏吸收条第一状态制备流程示意图;
40.图11是本发明实施例二的防漏吸收条第二状态制备流程示意图;
41.图12是本发明实施例二的防漏吸收条局部剖面结构示意图;
42.图13是本发明实施例二的辊刺装置和定型装置平面结构示意图。
具体实施方式
43.现结合附图和具体实施方式对本发明进一步说明。
44.参考图1至图9,本实施例一提供一种多边防漏卫生巾,由上到下依次包括透液性面层1、吸收芯层2以及不透液底层3,所述不透液底层3底端面横向两侧设有背胶4,所述不透液底层3底端面设有与背胶4黏贴的离型纸5,所述透液性面层1表面靠近吸收芯层2外围处设有防漏吸收条6,所述防漏吸收条6包括超吸水性纤维61和用于包裹超吸水性纤维61的包裹层无纺布62,所述包裹层无纺布62包括亲水无纺布621和疏水无纺布622,所述亲水无纺布621位于防漏吸收条6靠近吸收芯层2中心一侧,所述疏水无纺布622位于防漏吸收条6远离吸收芯层2一侧;防漏吸收条可与透液性面层进行胶接,并设于吸收芯层四周。透液性面层1可以为亲水无纺布,不透液底层3可以为拒水无纺布,吸收芯层2为膨松无纺布上添加高分子吸水树脂制成,其均为现有常规技术,在此不予赘述;疏水无纺布具有对人体皮肤无刺激、透气性好、防渗水性能好和亲肤性好的优点,超吸水性纤维和疏水无纺布均为本领域常规技术,在此不予赘述。
45.通过防漏吸收条的设置,其中使用卫生巾侧躺时,透液性面层表面的液体将从中部向一侧流动,由于透液性面层表面四周设置有防漏吸收条,液体向一侧流动过程中将被防漏吸收条阻挡,并且防漏吸收条靠近吸收芯层中心一侧的亲水无纺布的设置,防漏吸收条与液体阻挡接触后,液体将透过亲水无纺布被内侧的超吸水性纤维及时吸收,防止了液体向外扩散,二次防漏,解决了女性经期量大情况易发生侧漏,并且现有防漏条吸能对液体及时吸收的问题,防漏吸收条通过超声波的工艺提高产品的柔软度和吸收条和吸收条本身的密合性,防止吸收后爆开的风险,同时增加产品的使用体验,解决传统两侧设置防漏隔边的工艺容易不适感的问题。
46.如图1和图3所示,所述包裹层无纺布62由亲水无纺布621和疏水无纺布622复合形成;该设置方式在生产输送过程中将亲水无纺布和疏水无纺布预先复合,然后复合好的包裹层无纺布再对超吸水性纤维进行包裹,具有生产效率高,并且节约材料的优点;使用时,由于亲水无纺布621位于防漏吸收条6靠近吸收芯层2中心一侧,疏水无纺布对亲水无纺布两边复合固定,该包裹层无纺布横向一侧对液体进行吸收,顶端面和其它部分被疏水无纺布覆盖,包裹层无纺布疏水无纺布可对内侧超吸水性纤维进行阻隔,避免超吸水性纤维与皮肤接触,造成体验感降低的缺点。
47.如图6所示,所述亲水无纺布621还可以为包围超吸水性纤维61形成块状,所述疏水无纺布622包围超吸水性纤维61形成块状,所述疏水无纺布622中部贴合亲水无纺布621一端面设有通孔6b,所述亲水无纺布621和疏水无纺布622顶端面复合设有第一拒水无纺布6c;生产时,先将亲水无纺布包覆超吸水性纤维并成型成条,再将疏水无纺布包覆超吸水性纤维并成型成条,再将亲水无纺布和疏水无纺布形成的条合并粘贴在透液性面层,再将第一拒水无纺布粘贴在亲水无纺布和疏水无纺布形成的条表面,加工生产时,容易粘贴在透液性面层表面,利于大批量生产;所述透液性面层1与亲水无纺布621和疏水无纺布622之间设有第二拒水膜6d;第二拒水膜的设置,其中使用时,第二拒水膜对亲水无纺布621和疏水无纺布622底端面进行贴合,当亲水无纺布621和疏水无纺布622底端的吸收芯层吸收后可避免渗透到超吸水性纤维上,防止超吸水性纤维受底端的吸收芯层渗透,影响防漏吸收条侧吸性能;亲水无纺布621和疏水无纺布622之间,亲水无纺布一端对吸收芯层的液体进行吸收,疏水无纺布另一端的疏水无纺布可阻挡亲水无纺布内超吸水性纤维吸收的体液从一侧溢出,而亲水无纺布顶端的第一拒水无纺布,可避免亲水无纺布内超吸水性纤维吸收后
与皮肤接触,造成体验感降低。
48.如图1、图2和图4,所述防漏吸收条6纵向两侧形状为连续的弧形,所述透液性面层1靠近防漏吸收条6处设有下陷的凹部1a,防漏吸收条纵向两侧形状也可以替换为直线或其它形状;实际使用过程中,人体腿部会一定的倾斜,经实验测试,直线设置的防漏吸收条对液体吸收的同时,液体向倾斜一侧流动,当经期量大时,位于防漏吸收条一侧的区域容易产生积液并向外扩散的问题,防漏吸收条为连续的弧形设置,液体通过防漏吸收条表面时,由于防漏吸收条为多个弧形状连续组成,液体流向其中一段弧形状的防漏吸收条上,多余的液体向倾斜一侧流动,防漏吸收条各段弧形均匀的积留部分液体,并且液体被各段弧形状的防漏吸收条均匀吸收,避免直线状的防漏吸收条液体容易向一侧流动导致积液;当经期量大使用者侧躺时,即使设置防漏吸收条,部分液体容易没过防漏吸收条,而凹部的设置,使透液性面层靠近防漏吸收条表面具有凹陷状,将吸收更大容量液体,降低液体容易没过防漏吸收条导致脱散的问题;连续弧形状的防漏吸收条,使用材料长度比直线多,吸收效果更好。
49.所述凹部1a形状与防漏吸收条6形状相同,当凹部与弧状的防漏吸收条形状相同的设置时,大量液体与防漏吸收条贴合时,由于凹部与防漏吸收条形状相同,大量液体与防漏吸收条接触后,凹部可将液体导流向两侧流动,使液体导流速度加快,避免在一处部位积留。
50.如图5所示,所述凹部1a沿着防漏吸收条6内侧设置,所述防漏吸收条6连续的弧形之间具有第一过渡处6a,所述凹部1a位于连续的第一过渡处6a设有第二过渡处1b,所述凹部1a位于第二过渡处1b的半径尺寸大于防漏吸收条6位于第一过渡处6a的半径尺寸;第二过渡处的设置,其中由于第二过渡处为各段防漏吸收条过渡处为凸状,当液体通过第二过渡处容易导向向一侧流动,导致第二过渡处被充分吸收经过的液体,而第二过渡处半径尺寸范围大于第一过渡处的半径尺寸范围时,使第二过渡处储存液体容量更大,液体停留在第二过渡处,被第二过渡处的防漏吸收条充分吸收。
51.所述凹部1a位于第二过渡处1b之间设有与两个第二过渡处1b相连的直线1c,所述直线1c远离防漏吸收条6一侧为与上下两端过渡处相连的直线1c;由于直线与凹部一端弧形中部间隔,液体经过直线部分时,该部位积液容量大,液体更不容易透过防漏吸收条。
52.如图1和图7所示,所述透液性面层1和吸收芯层2表面设有多个第一凸起部101,所述第一凸起部101外围四边为矩形,所述第一凸起部101外围四边角为平滑过渡。优选地,平滑过渡之间等于外围其中边长尺寸的1/4;第一凸起部的设置,其中该第一凸起部可减少吸收芯层与皮肤的接触面积,使使用时更舒适,并且第一凸起部为矩形时,各矩形之间形成多条导流通道,液体通过导流通道扩散导流,可避免使用时容易积液的缺点;如图9所示,所述透液性面层和吸收芯层之间设有除臭胶囊100a;除臭胶囊内是由具有抗性除臭功能的粉末或者液体,除臭胶囊易溶于水,尿液或其它液体经透液性面层,抑菌除臭的除臭胶囊遇到液体后,除臭胶囊熔化释放出抑菌除臭成分,除臭胶囊内的抗菌除臭侧芯体将与液体接触混合,接触后的液体不易发臭长时间不易滋生细菌,避免液体被吸收体接触后,容易产生异味且容易滋生细菌的缺点;除臭胶囊内包覆材料可以为抗菌精油或抗菌粉,或替换为其它现有技术,在此不予赘述。
53.如图7和图8所示,所述透液性面层1和吸收芯层2表面设有多个凹陷部102,所述凹
陷部102中部形状为锥体103,所述凹陷部108前后两端设有尖部凹陷104,多个所述第一凸起部101组成第一横排,多个所述凹陷部102组成第二横排,所述第一横排和第二横排交错设置。凹陷部102位于第一横排内的第一凸起部101之间;其中中部形状为锥体的凹陷部,凹陷部102位于第一横排内的第一凸起部101之间,第一凸起部之间流通的液体将经过凹陷部,凹陷部小流过的液体进行吸收性更好,由于具有一定锥体形的凹陷,经过的液体吸收量更大,并且凹陷部前后两端为尖部凹陷的设置,该尖部凹陷利于对经过的液体进行导流,凹陷部未及时吸收的液体通过该尖部凹陷流出,避免凹陷部积蓄液体过多,导致使用时体验干爽感降低。
54.如图10~图13所示,实施例二是一种基于同一发明构思的多边防漏卫生巾的成型工艺,包括以下步骤:
55.第一步,输入不透液底层3,在不透液底层3上复合吸收芯层2,再将不透液底层3与透液性面层1复合;
56.第二步,再将包裹有超吸水性纤维的防漏吸收条输入,再将透液性面层1表面位于吸收芯层外围粘附胶水,再将各防漏吸收条底端面粘附在透液性面层1表面;
57.第三步,在透液性面层1表面横向两侧防漏吸收条位于内侧处通过压辊辊压形成凹部1a,
58.第四步,预成型连续的一次性吸收用品;再通过裁切、分切、折叠,形成单个的一次性吸收用品。
59.如图10所示,防漏吸收条第一使用状态制作方式为将亲水无纺布621和疏水无纺布622输入,亲水无纺布和疏水无纺布复合形成包裹层无纺布,再将包裹层无纺布两侧边对折输送,再将包裹层无纺布表面填充超吸水性纤维,再将包裹层无纺布顶端开口处两侧边热压合封闭,可使用现有切割设备将多余热压合边进行切除,再将包裹层无纺布前后呈设定间距进行热压合,再将包裹层无纺布热压合处进行切断形成防漏吸收条;该制作工艺方式简单,生产过程中只需要对亲水无纺布和疏水无纺布复合,在对复合的亲水无纺布和疏水无纺布进行定型输送,再将复合的亲水无纺布和疏水无纺布内填入超吸水性纤维后,对复合的亲水无纺布和疏水无纺布顶端开口进行封闭,前后开口进行封闭,再将连续的亲水无纺布和疏水无纺布进行切断,即可复合在透液性面层表面,生产效率更快,使用时,产品体验感好。
60.如图11所示,防漏吸收条第二使用状态制作方式为先将亲水无纺布两侧边对折输送,疏水无纺布两侧边对折输送,将亲水无纺布和疏水无纺布表面均填充超吸水性纤维,完成后在输送过程中对亲水无纺布远离吸收芯层一端面通过辊刺装置刺多个通孔,再将疏水无纺布靠近吸收芯层一端面通过辊刺装置刺多个通孔,再将再将包裹着超吸水性纤维的亲水无纺布和疏水无纺布合并输送,并将亲水无纺布和疏水无纺布顶端面和底端面涂覆胶水,完成后再将拒水无纺布复合在亲水无纺布和疏水无纺布顶端面和底端面,完成后将亲水无纺布和疏水无纺布前后呈设定间距进行热压合,再将前后防漏吸收条热压合处进行切断形成防漏吸收条;该生产方式先对亲水无纺布和疏水无纺布包裹超吸水性纤维预成型两根吸收条,然后再通过对亲水无纺布和疏水无纺布进行刺孔合并,最后上下复合拒水无纺布,该方式生产速度快,在提升防漏吸收条吸收和使用体验的同时,兼顾生产效率。
61.如图12所示,基于亲水无纺布包裹超吸水性纤维的结构进行调整,亲水无纺布内
间隔填充设有第一亲水纤维60a,亲水无纺布内的超吸水性纤维设于第一亲水纤维之间,疏水无纺布与亲水无纺布之间设有第二亲水纤维60b,第二亲水纤维填充设于亲水无纺布内,由于疏水无纺布内具有超吸水性纤维,当亲水无纺布内的超吸水性纤维吸收完成后,多余的液体不易透过亲水无纺布内的超吸水性纤维被疏水无纺布内的超吸水性纤维吸收;而第一亲水纤维的设置,部分液体利于透过亲水无纺布内的第一亲水纤维被疏水无纺布内的超吸水性纤维吸收;疏水无纺布与亲水无纺布之间的第二亲水纤维设置,当亲水无纺布内的超吸水性纤维吸收充足后,多余的液体和透过第一亲水纤维的液体通过第二亲水纤维吸引液体,由于第二亲水纤维靠近疏水无纺布,液体通过第二亲水纤维被疏水无纺布内的超吸水性纤维吸收,利于疏水无纺布对亲水无纺布内多余的液体和透过第一亲水纤维的液体吸收;疏水无纺布宽度小于亲水无纺布,疏水无纺布吸收量有限,宽度小的疏水无纺布在保持一定的吸收性能的同时,兼顾节约超吸水性纤维材料的好处。
62.如图13所示,所述辊刺装置7包括用于对亲水无纺布621和疏水无纺布622刺孔的刺辊701、设于刺辊701外侧的多个刺针702、设于刺辊701另一方的辊压装置703以及设于刺辊701底端的支撑板704;所述辊刺装置7输出端上设有用于对防漏吸收条6形状定型的定型装置8,所述定型装置8包括两个输入辊80、凸辊81、凹辊82、设于凸辊81和凹辊82底端的底板83和设于凸辊81和凹辊82顶端的顶板84,所述凸辊81外侧设有多个凸状凸起,所述凹辊82上设有多个与凸状凸起对应的凹状凹部,利于对防漏条进行辊压形成连续的曲线形状;底板83与顶板84平行设置,所述底板83和顶板84均对输入辊80、凸辊81和凹辊82覆盖;输送过程中可对防漏条顶端面和底端面定形,同时受两个输入辊80、凸辊81和凹辊82挤压,形成条状,利于防漏条成型。
63.通过辊刺装置的设置,其中辊刺装置可对经过的亲水无纺布621和疏水无纺布622一侧面刺破形成通孔,也可以实现高效的对亲水无纺布和疏水无纺布输送;定型装置的设置,其中辊刺装置将亲水无纺布621和疏水无纺布622输出后,通过两个输入辊使亲水无纺布621和疏水无纺布622合并,由于输入辊上下两端安装有顶板和底板,可限制亲水无纺布621和疏水无纺布622上下两端面高度,同时避免合并过程中亲水无纺布621或疏水无纺布622位置偏移;合并输入后,再经过凸辊81和凹辊82辊压,使亲水无纺布621和疏水无纺布622形成弧形,使对亲水无纺布621和疏水无纺布622进行高效生产,利于亲水无纺布621和疏水无纺布622批量生产。
64.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
65.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。