1.本发明涉及一种测量系统,尤其涉及一种扣件成型机的测量系统。
背景技术:
2.传统上,锻造是金属成型方法之一,指利用压力改变金属原料的形状,以获得具有一定机械性能的扣件。
3.以金属扣件而言,其需通过模具冲压手段而加以锻造而成,然在其制作过程中,模具的性质以及相关锻造条件皆会影响其质量,故而在现有技术中,仍须对制作完成的金属扣件进行尺寸检测(全检或抽检),其除了耗费时间与人工之外,还会因人工检测的手法不同而产生不同结果。
4.再者,现有在锻造机上加装位移量测装置,以期对扣件提供尺寸判断的依据,但此举除了需耗费额外成本,还会受到锻造机上的空间的限制。同时,随着制造时程推进,模具磨损程度也会逐渐对扣件尺寸造成影响,故而上述方式并无法对扣件的尺寸提供具效益的精确的判断依据。
技术实现要素:
5.本发明是针对一种扣件成型机的测量系统,其能于扣件的制作过程中逐件且实时地提供扣件测量信息。
6.根据本发明的实施例,扣件成型机的测量系统,包括扣件成型机、控制模块与磁感应模块。扣件成型机具有彼此相对设置的第一模具与第二模具,控制模块电性连接且驱动第一模具相对于第二模具移动以冲压成型出至少一扣件。磁感应模块包括磁性件与磁传感器,磁性件设置于第一模具以随第一模具移动,磁传感器电性连接控制模块且设置在磁性件的移动路径上。在所述冲压成型的过程中,控制模块通过磁传感器感测磁性件的磁性变化而取得第一模具的冲压行程。
7.根据本发明的实施例,扣件成型机的测量系统,包括扣件成型机、控制模块与加速度计。扣件成型机具有彼此相对设置的第一模具与第二模具。控制模块电性连接且驱动第一模具相对于第二模具移动以冲压成型出至少一扣件。加速度计电性连接控制模块,加速度计设置于第一模具而随第一模具移动。控制模块通过加速度计而取得第一模具的冲压行程。
8.在根据本发明的实施例的扣件成型机的测量系统中,上述的磁性件是楔形块,具有朝向磁传感器的楔形面。
9.在根据本发明的实施例的扣件成型机的测量系统中,上述的第一模具与第二模具在扣件成型机的平面上进行所述冲压成型。控制模块具有运算单元,控制模块通过磁传感器取得楔形面的至少一局部的磁性变化量,而运算单元通过至少一局部的磁性变化量以及楔形面相对于平面的倾角而计算出磁性件沿平面的行程。
10.在根据本发明的实施例的扣件成型机的测量系统中,上述的控制模块通过调整磁
传感器取得至少一局部的范围而调整取得磁性件沿平面行程的精度。
11.在根据本发明的实施例的扣件成型机的测量系统中,上述的扣件成型机的测量系统还包括显示模块,电性连接控制模块,以提供第一模具的冲压行程的信息。
12.在根据本发明的实施例的扣件成型机的测量系统中,上述的控制模块还具有运算单元,控制模块通过加速度计取得第一模具的加速度-时间关系,运算单元将所取得的加速度-时间关系予以积分计算出第一模具的冲压行程-时间关系。
13.在根据本发明的实施例的扣件成型机的测量系统中,上述的运算单元将所取得的加速度-时间关系予以积分计算出第一模具的冲压速度-时间关系。
14.在根据本发明的实施例的扣件成型机的测量系统中,上述的控制模块通过所述关系曲线的抖动程度而判断扣件成型机的震动趋势。
15.基于上述,扣件成型机除通过控制模块以驱动第一模具相对于第二模具移动而产生所需的冲压成型工序外,尚能通过非接触式感应模块以取得第一模具的冲压行程。在此,非接触式感应模块包括设置在第一模具上以随之移动的磁性件,以及位在所述磁性件对应移动路径上的磁传感器,以通过磁性变化而取得第一模具的冲压行程。再者,非接触式感应模块包括设置在第一模具上的加速度计,以让感测模块能从据以取得的第一模具的加速度而取得其冲压行程。
16.换言之,所述冲通过所述合模距离而进一步地对应出冲压成型出的扣件尺寸,而上述测量系统即能于扣件的制作过程中逐件且实时地提供扣件测量信息,进而增加量测在线性、精确度与稳定性,以有效且在线地作为判断扣件在其锻造过程中的质量依据。
附图说明
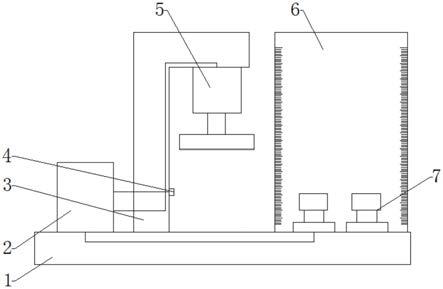
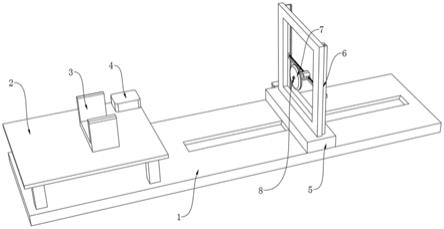
17.图1是依照本发明一实施例的扣件成型机的测量系统的简单示意图;
18.图2是图1的扣件成型机的测量系统的电性示意图;
19.图3是图1的扣件成型机的测量系统的局部侧视图;
20.图4是本发明另一实施的例扣件成型机的测量系统的电性示意图。
具体实施方式
21.现将详细地参考本发明的示范性实施例,示范性实施例的实例说明于附图中。只要有可能,相同元件符号在附图和描述中用来表示相同或相似部分。
22.图1是依照本发明一实施例的扣件成型机的测量系统的简单示意图。图2是图1的扣件成型机的测量系统的电性示意图。请同时参考图1与图2,在本实施例中,扣件成型机的测量系统100包括扣件成型机110、控制模块120与非接触式感应模块。扣件成型机110具有彼此相对设置的第一模具111与第二模具112,控制模块120电性连接且驱动第一模具111相对于第二模具112移动,其中扣件的胚料适于固定在第二模具112,因此能通过上述的相对移动,而将所述胚料冲压成型出至少一扣件的成品或半成品。
23.在此,非接触式感应模块目的在于取得第一模具111的冲压行程。换言之,所述冲压行程的取得即代表第一模具111与第二模具112的合模距离,故能通过所述合模距离而进一步地对应出冲压成型出的扣件尺寸,进而逐件且实时地提供所需信息。再者,非接触式感应模块能有效克服接触式感应模块所可能产生的构件疲劳或组装误差等结构因素,自然相
较于接触式感应模而能提供更为精确的数据信息。
24.在本实施例中,非接触式感应模块是磁感应模块130,其包括磁性件131与磁传感器132,磁性件131设置于第一模具111以随第一模具111移动,磁传感器132电性连接控制模块120且设置在磁性件131的动作路径上。在所述冲压成型的过程中,控制模块120通过磁传感器132感测磁性件131的磁性变化而取得第一模具111的冲压行程。
25.图3是图1的扣件成型机的测量系统的局部侧视图。请同时参考图1至图3,详细而言,本实施例的磁性件131是楔形块,其与第一模具111、第二模具112同在扣件成型机110的平面113上运作,且磁性件131的楔形面131a朝向磁传感器132。同时,控制模块120还具有运算单元121,其用以接收磁传感器132所取得的相关信息。据此,控制模块120通过磁传感器132取得楔形面131a的至少一局部的磁性变化量,而运算单元121通过所述至少一局部的磁性变化量以及楔形面131a相对于平面113的倾角而计算出磁性件131沿平面113的行程。举例来说,如图3所示,楔形面131a相对于平面113存在倾角θ,而磁传感器132用以取得楔形面131a的局部相当于正投影量δz,因此在冲压成型的过程中,磁传感器132便能依据同样的正投影量δz所产生的磁性变化,而据以推导出楔形块沿x轴的移动行程,此即相当于第一模具111沿平面113的冲压行程。
26.此外,控制模块120还能进一步地通过调整磁传感器132所取得至少一局部的范围而调整取得磁性件131沿平面113行程的精度,亦即通过所述倾角θ所产生的对应三角关系(如图示正投影量δz与行程精度δx的比例关系),而从正投影量δz所取得的磁性变化精度对应至行程精度δx。也就是说,使用者能适当地改变所述倾角θ,以对应地取得行程精度δx。
27.另一方面,扣件成型机的测量系统100还包括显示模块140,其电性连接至控制模块120,以将第一模具111相对于第二模具112的冲压行程等信息提供给用户,而有利于使用者能逐件且实时地获知所述冲压行程。
28.在另一实施例中,扣件成型机的测量系统可外接至扣件尺寸的在线预测系统,也就是将所述冲压行程(相当于合模距离)结合模具的其他感测参数(例如温度、锻造力),而经由尺寸预测模型的运算而得以在线预测出扣件的尺寸。
29.图4是本发明另一实施的例扣件成型机的测量系统的电性示意图。请参考图4并对照图1,与前述实施例相同的部分不再予以赘述,而与前述实施例不同的是,本实施例的非接触式感应模块是加速度计230,电性连接控制模块120,且加速度计230设置于第一模具111而随第一模具111移动,以使控制模块120通过加速度计230而取得第一模具111的冲压行程。
30.进一步地说,控制模块120还具有运算单元121,控制模块120通过加速度计230取得第一模具111的加速度-时间(a-t)关系,运算单元121将所取得的加速度-时间(a-t)关系予以积分计算出第一模具111的冲压行程-时间(x-t)关系。其中,运算单元121是将所取得的加速度-时间(a-t)关系予以一次积分而计算出第一模具111的冲压速度-时间(v-t)关系,而后再予以一次积分而取得前述冲压行程-时间(x-t)关系。在本实施例中,控制模块120还能通过上述关系曲线的抖动程度而进一步地判断第一模具111乃至于扣件成型机110的震动程度与趋势。
31.综上所述,在本发明的上述实施例中,扣件成型机除通过控制模块以驱动第一模
具相对于第二模具移动而产生所需的冲压成型工序外,尚能通过非接触式感应模块以取得第一模具的冲压行程。在此,非接触式感应模块包括设置在第一模具上以随之移动的磁性件,以及位在所述磁性件对应动作路径上的磁传感器,以通过磁性变化而取得第一模具的冲压行程。再者,非接触式感应模块包括设置在第一模具上的加速度计,以让感测模块能从据以取得的第一模具的加速度而取得其冲压行程。
32.换言之,所述冲压行程的取得即代表第一模具与第二模具的合模距离,因此得以通过所述合模距离而进一步地对应出冲压成型出的扣件尺寸,而上述测量系统即能于扣件的制作过程中逐件且实时地提供扣件测量信息,进而增加量测在线性、精确度与稳定性,以有效且在线地作为判断扣件在其锻造过程中的质量依据。
33.相较于其他形式的非接触式感应模块,由于扣件成型基于冲压成型的过程中,其工作环境尚存在油气或其他杂质,故而若设置以光学式感应模块,则仍容易受上述影响而无法取得较为精确的冲压行程信息。此外,上述实施例所取得的冲压行程(相当于合模距离)还能进一步地结合模具的其他感测参数(例如温度、锻造力),而经由尺寸预测模型的运算,以在线预测出扣件的尺寸。
34.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。