一种立体pc构件生产线
技术领域
1.本实用新型属于装配式建筑技术领域,具体地说,本实用新型涉及一种立体pc构件生产线。
背景技术:
2.配式建筑具有绿色、环保、节能、可持续发展性等优点,成为当前建筑业的重要发展方向。pc工厂用于生产装配式建筑所需要的墙板、叠合楼板、飘窗、阳台、转角外墙、楼梯、梁和柱等各种构件。目前pc工厂用于生产pc构件的生产线主要有墙板线、预应力线及固定台模线,这几种生产线主要存在以下技术问题:厂房空间利用效率低,单位厂房空间生产效率低,产能低,pc工厂厂房投资成本高,导致pc构件生产成本较高。在竞争日益激烈的市场中,若提高单位产能,降低生产成本,则很难提升装配式建筑市场竞争力。
3.综上所述,亟需提供一种立体pc构件生产线,以提高厂房利用空间,提高单位产能和生产效率,降低预制构件的生产成本。
技术实现要素:
4.本实用新型要解决的技术问题是:提供一种立体pc构件生产线,以提高厂房利用空间,提高单位产能和生产效率,降低预制构件的生产成本。
5.为了实现上述目的,本实用新型采取的技术方案为:
6.一种立体pc构件生产线,包括固定台模、移动式生产平台、养护装置以及布料装置,所述固定台模用于提供生产预制构件的固定平台,所述移动式生产平台可移动地设置于所述固定台模上方,所述养护装置用于向所述固定台模和所述移动式生产平台提供养护空间,所述布料装置用于向所述固定台模和所述移动式生产平台提供预制构件生产用混凝土。
7.在上述方案的基础上,在另一改进的方案中,所述固定台模为长线台模,所述长线台模包括多个沿长度方向拼合的单元台模;所述长线台模的两端均设置有可移动至所述长线台模上方的所述移动式生产平台。
8.在上述方案的基础上,在另一改进的方案中,所述固定台模的端部及两侧均设置有与所述移动式生产平台配合的移动轨道,所述移动式生产平台的高度大于所述固定台模的高度,所述移动式生产平台可沿所述移动轨道移动至所述固定台模的上方或端部。
9.在上述方案的基础上,在另一改进的方案中,所述移动式生产平台包括至少两个子生产平台,每个的所述子生产平台具有不同的高度,所述子生产平台包括行走轮、支撑梁以及平台,所述支撑梁的底侧设置有至少两组相对的所述行走轮,所述平台设置于所述支撑梁的顶侧,所述固定台模的端部及两侧均设置有与每一个的所述子生产平台的行走轮配合的移动轨道。
10.在上述方案的基础上,在另一改进的方案中,所述养护装置包括支架和养护罩,所述移动式生产平台的端部及两侧均设置有供所述支架移动的支架轨道,所述养护罩的竖向
两侧与所述支架连接,或者所述养护罩罩设于所述支架的外侧。
11.在上述方案的基础上,在另一改进的方案中,所述养护罩设置为可折叠的开合褶皱结构,所述养护罩展开后形成五面围合、底面开口的盒体结构。
12.在上述方案的基础上,在另一改进的方案中,所述养护装置包括充气式养护罩,所述充气养护罩包括内膜和外膜,所述内膜和外膜之间形成容纳腔,所述外膜上设置有用于充气或放气的气口;当通过所述气口向所述容纳腔内充入气体后,所述充气养护罩形成具有矩形开口的容纳盒,所述容纳盒内具有与所述矩形开口连通的容纳空间,所述容纳盒用于罩住所述固定台模和/或所述移动式生产平台以形成密闭的容纳空间。
13.在上述方案的基础上,在另一改进的方案中,所述布料装置为天轨式布料装置,所述天轨式布料装置包括行车、移动小车和布料斗,所述行车跨设于所述固定台模以及所述移动式生产平台的上方,所述布料斗可升降的设置于所述移动小车的底侧,所述移动小车可移动地设于所述行车的横梁,所述移动小车用于带动所述布料斗沿所述行车的横梁移动。
14.在上述方案的基础上,在另一改进的方案中,述布料装置为地轨式布料装置,所述地轨式布料装置包括铺地轨道、龙门行走机构、行走小车以及布料机,所述铺地轨道包括平行的两条子轨道;所述龙门行走机构的底端可沿所述铺地轨道移动,所述龙门行走机构上还设有行走轨道,所述布料机设置于所述行走小车上,所述行走小车可沿所述行走轨道移动。
15.在上述方案的基础上,在另一改进的方案中,所述布料机包括料仓和升降装置,所述料仓设置有入料口和卸料口,所述入料口位于所述料仓的顶侧,所述卸料口位于所述料仓的底侧,所述升降装置用于带动所述料仓上升或下降。
16.在上述方案的基础上,在另一改进的方案中,所述龙门行走机构包括行走底梁、支架、轨道梁以及行走驱动单元,所述支架的底端固定设置于所述行走底梁上,所述行走底梁用于沿着所述铺地轨道移动,所述轨道梁设置于所述支架的顶端,所述轨道梁上设置有所述行走轨道,所述行走驱动单元用于驱动所述行走底梁沿着所述铺地轨道移动。
17.在上述方案的基础上,在另一改进的方案中,所述行走底梁、支架以及轨道梁的数量均为两个,两个所述行走底梁分别设置于两条所述子轨道上,两个所述轨道梁平行,且两个所述轨道梁的两端分别对应架设于两个所述支架的顶侧。
18.在上述方案的基础上,在另一改进的方案中,所述行走小车包括框架以及动力单元,所述布料机设置于所述框架上,所述框架底侧可移动地设置于所述龙门行走机构的轨道梁上,所述动力单元带动所述框架沿着所述轨道梁移动。
19.在上述方案的基础上,在另一改进的方案中,所述布料机还包括设置于所述料仓的内部下方的摊铺式布料机构,所述摊铺式布料机构包括控制所述料仓的卸料口的组件。
20.在上述方案的基础上,在另一改进的方案中,所述料仓包括内部连通的上壳部和下壳部,所述上壳部的外壁与所述行走小车连接,所述上壳部的顶侧设置有所述入料口,所述下壳部连接在所述上壳部的底端,所述下壳部内设置有多个平行排列的送料腔,每个所述送料腔对应一个所述卸料口,所述卸料口处设置有卸料门板。
21.在上述方案的基础上,在另一改进的方案中,所述布料机还包括设置于所述料仓的内部下方的多组所述螺旋式布料机构,所述螺旋布料机构包括螺旋送料杆组件及减速
机/液压马达,每个所述送料腔内对应一个所述螺旋送料杆组件,所述减速机/液压马达的转动轴与螺旋送料杆组件连接;所述减速机/液压马达用于带动所述螺旋送料杆组件转动,所述螺旋送料杆组件转动时将物料从所述送料腔内挤出后经所述卸料口卸料。
22.在上述方案的基础上,在另一改进的方案中,所述下壳部外侧还设置有液压油缸组件,所述液压油缸组件用于控制所述卸料门板的开启和关闭。
23.在上述方案的基础上,在另一改进的方案中,还包括振捣装置,所述振捣装置设置于所述料仓,所述振捣装置包括振动单元和控制机构,所述控制机构控制所述振动单元的振动状态,所述振动单元设置于所述卸料口的外侧。
24.本实用新型的技术方案所取得的有益技术效果是:
25.本实用新型提供的立体pc构件生产线采用立体生产作业平台,移动式生产平台可根据生产工序安排灵活安排位置,布料装置对不同位置、不同高度的作业平台均可布料,布料范围广;当固定台模和移动式生产平台完成混凝土布料后,可将移动式生产平台移动至固定台模的上方,通过养护装置对移动式生产平台和固定台模上的预制构件进行集中养护,这样立体式的生产线布局显著提高了厂房的利用空间,大幅度提高了单位面积内的产能,显著提高了生产效率,降低了单位构件的生产成本,大大提高了pc构件的市场竞争力。
附图说明
26.构成本实用新型的一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
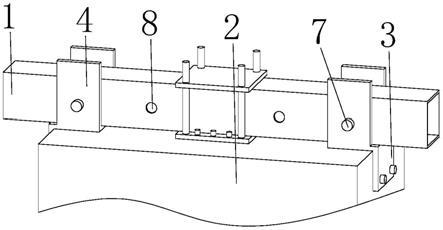
27.图1为实施例1中立体pc构件生产线的主视图;
28.图2为图1的侧视图;
29.图3为图1的俯视图(隐藏布料装置);
30.图4为图1中移动式生产平台中的子生产平台的主视图;
31.图5为图4中子生产平台的侧视图;
32.图6为图1中养护装置的主视图;
33.图7为图6中养护装置的侧视图;
34.图8为充气式养护罩的结构示意图;
35.图9为实施例2中立体pc构件生产线的主视图;
36.图10为实施例2中龙门行走机构的结构示意图;
37.图11为实施例2中行走小车的结构示意图;
38.图12为实施例2中布料机的结构示意图(只展示可见的主要部件);
39.附图标记:
[0040]1‑
固定台模
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ2‑
移动式生产平台
ꢀꢀꢀꢀꢀꢀꢀ3‑
养护装置
[0041]4‑
天轨式布料装置
ꢀꢀꢀꢀꢀ5‑
地轨式布料装置
ꢀꢀꢀꢀꢀꢀꢀ
22
‑
子生产平台
[0042]
31
‑
支架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32
‑
养护罩
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
33
‑
充气式养护罩
[0043]
41
‑
行车
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42
‑
移动小车
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
43
‑
布料斗
[0044]
51
‑
铺地轨道
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
52
‑
龙门行走机构
ꢀꢀꢀꢀꢀꢀꢀꢀ
53
‑
行走小车
[0045]
54
‑
布料机
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
55
‑
料仓
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
56
‑
升降装置
[0046]
57
‑
行走底梁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
58
‑
固定架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
59
‑
轨道梁
[0047]
60
‑
行走驱动单元
ꢀꢀꢀꢀꢀꢀ
61
‑
框架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
62
‑
动力单元
[0048]
63
‑
卸料门板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
64
‑
液压油缸组件
ꢀꢀꢀꢀꢀꢀꢀꢀ
23
‑
行走轮
具体实施方式
[0049]
下面结合附图对本实用新型进行详细描述,本部分的描述仅是示范性和解释性,不应对本实用新型的保护范围有任何的限制作用。此外,本领域技术人员根据本文件的描述,可以对本文件中实施例中以及不同实施例中的特征进行相应组合。
[0050]
实施例1
[0051]
参考附图1至附图3的示意,本实施例中的立体pc构件生产线,包括固定台模 1、移动式生产平台2、养护装置3以及布料装置,固定台模1用于提供生产预制构件的固定平台,移动式生产平台2可移动地设置于固定台模1上方,养护装置3用于向固定台模1和移动式生产平台2提供养护空间,布料装置用于向固定台模1和移动式生产平台2提供预制构件生产的混凝土,也即进行混凝土布料工序。在本实施例中,固定台模1的两端均设置有移动式生产平台2,移动式生产平台2的两端均设置有存储区,养护装置3存储于存储区。布料装置可移动地设置在固定台模1和移动式生产平台2上方。而且固定台模1与移动式生产平台2之间的高度差,应该大于工厂所涉及生产的最厚的预制构件的厚度,这样避免了固定台模1上进行预制构件生产后,移动式生产平台2无法移动到固定台模1的上方。当进行固定台模1上的预制构件生产时,先将移动式生产平台2移动到固定台模1的端部;当需要布料时,布料装置移动至对应的位置进行混凝土布料。这样设置,固定台模1以及其两端的移动式生产平台 2都可以生产预制构件,当固定台模1和移动式生产平台2完成生产工序,需要进入养护工序时,可以将移动式生产平台2移动到固定台模1的上方,然后将养护装置3 从存储区取出并放置到移动式生产平台2和固定台模1之上,从而形成一个密闭的养护空间,保证预制构件养护所需的温度和湿度。当养护完成后,需要进行预制构件吊装时,再将移动式生产平台2移动到固定台模1的端部,为固定台模1留出预制构件吊装的作业空间。
[0052]
在上述实施例的基础上,在另一改进的实施例中,固定台模1为长线台模,长线台模包括多个长度方向拼合的单元台模;长线台模的两端均设置有可移动至长线台模上方的移动式生产平台2。这样设置,长线台模可以同时生产多个预制构件,而且适用于更多种类的预制构件的生产。将长线台模的两端设移动式生产平台2,可以充分利用工厂的生产空间,提高单位面积的产能。
[0053]
参见附图2所示,在上述实施例的基础上,在另一改进的实施例中,固定台模1 的端部及两侧均设置有与移动式生产平台2配合的移动轨道,移动式生产平台2的高度大于固定台模1的高度,移动式生产平台2可沿移动轨道移动至固定台模1的上方或端部。这样设置,移动式生产平台2底部设置行走轮23,行走轮23与移动轨道相配合,方便推动移动式生产平台2至指定位置。在上述实施例的基础上,另一改进的实施例中,还可以设置用于带动移动式生产平台2的电机或油缸等提供动力的设备,这样提高了自动化控制程度。
[0054]
参见附图4和附图5所示,在上述实施例的基础上,在另一改进的实施例中,移动式生产平台2包括两个子生产平台22,两个子生产平台22的高度和宽度均不相同,其中一个子生产平台高于且宽于另一个子生产平台,将更高更宽的子生产平台命名为上层的子生产平台,将更矮更窄的子生产平台命名为下层的子生产平台。每一个的子生产平台包括行走轮
23、支撑梁以及平台,支撑梁的底侧设置有至少两组相对的行走轮23,平台设置于支撑梁的顶侧,固定台模1的端部及两侧均设置有与每一个的子生产平台22的行走轮23配合的移动轨道。若需要实现预制构件养护工序中,上层的子生产平台可以移动至下层的子生产平台的上方,则应保证上层的子生产平台与下层的子生产平台之间的高度差应该大于工厂所涉及生产的最厚的预制构件的厚度;这样避免了下层的子生产平台上进行预制构件生产后,上层的子生产平台无法移动到下层的子生产平台上方。在其它改进的实施例中,可以设置3个或4个不同高度的子生产平台22,由于每一个子生产平台22的高度不相同,当需要空出固定台模1的操作面时,可以将不同高度的子生产平台22都逐个移动到固定台模1的端部,各子生产平台22逐层放置,不额外占用厂房面积。
[0055]
参见附图2和附图6所示,在上述实施例的基础上,在另一改进的实施例中,养护装置3包括支架31和养护罩32,移动式生产平台2的端部及两侧均设置有供支架 31移动的支架31轨道。可以采用防水篷布或者防水毛毡布作为养护罩,将养护罩围合在支架的外侧形成五面围合、底面开口的容纳空间;或者预先将养护罩缝合成形成五面围合、底面开口的盒体结构,然后将盒体结构的养护罩通过挂环或者挂带等结构连接在支架上。这样,当不需要进行养护时,支架31和养护罩32可以存放在移动式生产平台2的端部的区域;当需要进行养护时,将支架31通过支架31轨道移动到指定位置,然后再将养护罩32展开并罩在支架31的外侧,为待养护的预制构件提供一个密闭的养护空间。
[0056]
参见附图6和附图7所示,在上述实施例的基础上,在另一改进的实施例中,养护罩32设置为可折叠的开合褶皱结构,养护罩32展开后形成五面围合、底面开口的盒体结构。这样设置,当不需要进行预制构件养护时,直接推动支架31将养护罩32 压缩,然后支架31连通养护罩32一起存放的指定区域。当需要进行预制构件养护时,再拖动至指定位置,展开即可,操作非常方便。
[0057]
参见附图8所示,在上述实施例的基础上,在另一改进的实施例中,养护装置3 包括充气式养护罩33,充气养护罩32包括内膜和外膜,内膜和外膜之间形成容纳腔,外膜上设置有用于充气或放气的气口;当通过气口向容纳腔内充入气体后,充气养护罩32形成具有矩形开口的容纳盒,容纳盒内具有与矩形开口连通的容纳空间,容纳盒用于罩住固定台模1和/或移动式生产平台2以形成密闭的容纳空间。充气养护罩 32成本较低、收纳方便、且充气后具有一定的强度,可以不需要支撑其的支架31,减少了安装工序。为了避免充气养护罩32在养护过程中发生位移,在另一改进的实施例中,充气养护罩32的底端可设置至少2个压块放置袋,当充气后将充气养护罩32放置在指定位置,然后在压块放置袋中放置石块或铁块等重物,保证充气养护罩32不发生偏斜。
[0058]
参见附图1和附图2所示,在上述实施例的基础上,在另一改进的实施例中,布料装置为天轨式布料装置4,天轨式布料装置4包括行车41、移动小车42和布料斗 43,行车41跨设于固定台模1以及移动式生产平台2的上方,布料斗43可升降的设置于移动小车42的底侧,移动小车42可移动地设于行车41的横梁。移动式生产平台 2的两侧设置有相对的两列厂房立柱,两列厂房立柱上方设置有行车41,这样可实现布料斗43沿着固定台模1的长度方向行进。布料斗43可随移动小车42在行车41的横梁上垂直于固定台模1的长度方向行进。这样可以实现对不同位置的固定台模1以及移动式生产平台2的操作面进行混凝土布料。在另一改进的实施例中,布料斗43通过竖向机构与移动小车42连接,该竖向机构可以带动布料
斗43上升或下降,由于固定台模1和移动式生产平台2是不同高度,布料斗43的高度可调节,则进一步提高了混凝土布料的均一性。
[0059]
参见附图9所示,在上述实施例的基础上,在另一改进的实施例中,布料装置为地轨式布料装置5,地轨式布料装置5包括铺地轨道51、龙门行走机构52、行走小车 53以及布料机54,龙门行走机构52跨设于移动式生产平台2上方,龙门行走机构52 的底端可沿铺地轨道51移动,龙门行走机构52上还设有行走轨道,布料机54设置于行走小车53上,行走小车53用于带动布料机54沿着龙门行走机构52上的行走轨道移动。本实施例中铺地轨道51一般沿着固定台模1的方向铺设,龙门行走机构52沿着铺地轨道51行走,然后行走小车53带动布料机54垂直于铺地轨道51的方向在龙门行走机构52上移动。行走小车53的行走轨道粱与铺地轨道51相互垂直,因此布料机54通过铺地轨道51、龙门行走机构52和行走小车53,实现纵向和横向移动,方便布料机54移动至不同位置的不同台模处;由于地轨的承载力大,布料机54可做到更大的容积,可一次运送更重的混凝土物料,提升了生产效率。
[0060]
参见附图10所示,在上述实施例的基础上,在另一改进的实施例中,龙门行走机构52包括行走底梁57、固定架58、轨道梁59以及行走驱动单元60,固定架58的底端固定设置于行走底梁57上,行走底梁57用于沿着铺地轨道51移动,轨道梁59设置于固定架58的顶端,轨道梁59的顶侧设置有行走轨道,行走驱动单元60用于驱动行走底梁57沿着铺地轨道51移动。这样设置可以方便控制龙门行走机构52沿着铺地轨道51的行走。
[0061]
参见附图9和附图10所示,在上述实施例的基础上,在另一改进的实施例中,铺地轨道51包括平行的两条子轨道,行走底梁57、固定架58以及轨道梁59的数量均为两个,两个行走底梁57分别设置于两条子轨道上,两个轨道梁59的平行架设在两个固定架58的顶侧。其中固定架58为工字型高强度钢构件,通过设置固定架58,轨道梁59架设在固定架58上,使得轨道梁59和铺地轨道51之间垂直垂直铺设,轨道梁59为行走小车53提供移动的轨道。
[0062]
参见附图11所示,在上述实施例的基础上,在另一改进的实施例中,行走小车 53包括框架61以及动力单元62,布料机54设置于框架61上,框架61底侧可移动地设置于龙门行走机构52的轨道梁59上,动力单元62带动框架61沿着轨道梁59移动。在本实施例中,框架61包括两个小车竖梁和两个小车横梁,小车竖梁和小车横梁相互垂直,其中小车竖梁架设在龙门行走机构52的轨道梁59上,设置小车横梁可以将两个小车竖梁相互固定,同时在其中一个小车横梁的外端固定有用于带动行走小车 53沿着轨道梁59移动的动力单元62,可以采用电机作为动力单元62,也可以采用现有技术中能提供其它动力的现有设备,在此不进行赘述。
[0063]
参见附图12所示,在上述实施例的基础上,在另一改进的实施例中,布料机54 包括料仓55和升降装置56,料仓55设置有入料口和卸料口,升降装置56用于带动料仓55上升或下降。由于固定台模1和移动式生产平台2是不同高度,布料机54的高度可调节,则进一步提高了混凝土布料的均一性。本实施例中,采用油缸作为升降装置56,油缸的顶端固定于行走小车53的底侧,油缸的另一端固定在料仓55的下部的外壁。当油缸伸长时,料仓55相对于行走小车53的位置发生下降,也即料仓55竖直下移。当油缸缩回时,料仓55竖直上移。在其它实施例中也可以采用现有技术中的气缸,或者使用电动丝杆作为升降装置45,只需将其与行走小车53和料仓55连接即可,此类设备的结构以及工作原理均为机械领域的常规技术,在此不进行赘述。
[0064]
在上述实施例的基础上,在另一改进的实施例中,布料机54还包括设置于料仓 55的内部下方的摊铺式布料机54构,摊铺式布料机54构包括控制料仓55的卸料口的组件。由于摊铺式布料机54构属于本领域的现有技术,在此不进行赘述。
[0065]
参见附图12所示,在上述实施例的基础上,在另一改进的实施例中,料仓55包括内部连通的上壳部和下壳部,上壳部的外壁与行走小车53连接,上壳部的顶侧设置有入料口,下壳部连接在上壳部的底端,下壳部内设置有多个平行排列的送料腔,每个送料腔对应一个卸料口,卸料口处设置有卸料门板63。这样设置,不同的卸料门板 63对应不同的送料腔,这样可以根据实际生产需要,打开对应的卸料门板63进行卸料,提高了卸料的高效和针对性。
[0066]
继续参考附图12所示,在上述实施例的基础上,在另一改进的实施例中,下壳部外侧还设置有液压油缸组件64,液压油缸组件64控制卸料门板63的开启和关闭。液压油缸组件64包括多个液压油缸,每一个液压油缸对应控制一个卸料门板63的开启和关闭。在其他改进的实施例中,可以设置一个控制器,控制液压油缸组件64的工作状态,从而实现对每一个卸料门板63的分别控制,提高布料机54的智能化和控制可靠性。
[0067]
继续参考附图12所示,在上述实施例的基础上,在另一改进的实施例中,布料机 54还包括设置于料仓55的内部下方的多组螺旋式布料机54构,螺旋布料机54构包括螺旋送料杆组件及减速机/液压马达,每个送料腔内对应一个螺旋送料杆组件,减速机/液压马达的转动轴与螺旋送料杆组件连接;减速机/液压马达用于带动螺旋送料杆组件转动,螺旋送料杆组件转动时将物料从送料腔内挤出后经卸料口卸料。由于螺旋送料杆组件为本领域的已知技术手段,在此不进行赘述。
[0068]
以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。