1.本实用新型涉及保温隔热材料制备技术领域,具体涉及一种碳纤维保温毡和中空碳纤维模具。
背景技术:
2.采用新技术、新工艺开发环境友好型隔热材料正是一种节约能源最有效、最经济的措施,是人类可持续发展的有效途径。在现有的各种材质的隔热材料中,碳质隔热材料品种较多,使用温度高,碳纤维保温毡具有均一的厚度和可挠性,可以缠绕或重叠在隔热层使用,可操作性强,隔热节能效果好,是当今重点发展的隔热保温材料。但是现有技术中碳纤维保温毡存在密度和热导率偏高的缺陷,导致热传导效果好,而不利于保温性能。
技术实现要素:
3.本实用新型的目的在于提供一种碳纤维保温毡,所述碳纤维保温毡密度低且保温效果好。
4.如背景技术所述,现有技术中的碳纤维保温毡存在密度和热导率偏高的缺陷,导致热传导效果和保温效果不佳。
5.发明人研究发现现有技术中的碳纤维保温毡都是采用实心的碳纤维制成,实心碳纤维采用实心有机纤维作为原材料,其中实心碳纤维整个横截面形成为圆形或者大体圆形,实心碳纤维整个截面积是充满的,使得纤维沿着横向方向和纵向方向的传播更加容易,导致纤维在长度方向和厚度方向的热阻小,对热传导更加有利,而不利于保温性能。而现有技术的保温毡采用实心碳纤维制成,这样导致保温毡的横向和纵向纤维都会帮助热流的传播,形成热能传播的“桥”的作用。因此由于保温毡采用实心纤维制成,导致保温毡单位体积内材料的密度较大使得单位体积下保温毡吸热多且蓄热大,导致了热能的浪费,在完成加热进行降温时,保温毡蓄热多也不利于降温。而且碳纤维保温毡应用中一般以体积计算,实心碳纤维密度高也导致保温毡的质量高。
6.有鉴于此,本实用新型中提供了一种碳纤维保温毡,所述碳纤维保温毡采用中空碳纤维制成,所述中空碳纤维内形成有空腔。
7.根据本实用新型实施例的碳纤维保温毡由中空碳纤维形成,中空碳纤维密度低,从而能够减小碳纤维保温毡的质量,而且由在中空碳纤维内形成空腔结构,也能够降低碳纤维热传导效果,增加热阻,减小热量在碳纤维内的传播,而且能够降低碳纤维保温毡内的蓄热量,减少热能的浪费,也能够有利于加热完成后的降温。
8.根据本实用新型的一些实施例,所述空腔形成为沿所述中空碳纤维的长度方向贯穿的通孔。
9.根据本实用新型的一些实施例,所述空腔形成为多个封闭的中空腔室。
10.本实用新型还提出了一种中空碳纤维模具。
11.根据本实用新型实施例的中空碳纤维模具,所述中空碳纤维模具用于制备具有空
腔的中空碳纤维,所述中空碳纤维模具包括第一模板和第二模板,所述第一模板内形成有适于浆料通过的通道,所述第二模板与所述第一模板之间限定出与所述通道连通的容纳腔,所述第二模板至少部分伸入所述通道内且与所述通道的侧壁间隔开适于所述浆料通过。
12.根据本实用新型的一些实施例,所述第一模板形成为板状,所述通道沿所述第一模板的厚度方向贯穿所述第一模板。
13.可选地,所述通道为多个,多个所述通道均均匀分布形成在所述第一模板上。
14.根据本实用新型的一些实施例,所述第二模板包括本体和第一插接部,所述第一插接部设在所述本体上,所述第一插接部与所述通道对应设置且至少部分插入所述通道内。
15.可选地,所述本体与所述第一模板间隔开设置,所述第一插接部垂直设在所述本体朝向所述第一模板的一侧。
16.根据本实用新型的一些实施例,所述第二模板包括连接部和第二插接部,所述连接部与所述第二插接部以及所述第一模板之间限定出与所述通道连通的所述容纳腔,所述连接部与所述第一模板相连,所述第二插接部至少部分插入所述通道内。
17.可选地,所述连接部与所述第二插接部相连且形成朝向所述第一模板的u形结构,所述u形结构的一端与所述第一模板相连,所述u形结构的另一端伸入所述通道内。
附图说明
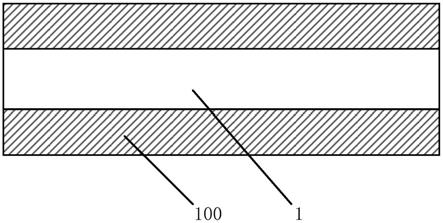
18.图1是根据实用新型的一个实施例的中空碳纤维的沿长度方向的剖面图;
19.图2是根据实用新型的一个实施例的中空碳纤维的沿径向方向的横截面示意图;
20.图3是根据实用新型的另一个实施例的中空碳纤维的沿长度方向的剖面图;
21.图4是根据实用新型的一个实施例的中空碳纤维模具及浆料的截面示意图;
22.图5是根据实用新型的另一个实施例的中空碳纤维模具及浆料的截面示意图。
23.附图标记:
24.100:中空碳纤维;
25.1:通孔,2:中空腔室;
26.200:中空碳纤维模具;
27.3:第一模板,21:通道,4:第二模板,41:本体,42:第一插接部,43:连接部,44:第二插接部;
28.300:浆料。
具体实施方式
29.以下结合附图和具体实施方式对本实用新型提出的一种碳纤维保温毡作进一步详细说明。
30.本实用新型是发明人基于以下的认识和发现获得的:
31.如背景技术所述,现有技术中的碳纤维保温毡存在密度和热导率偏高的缺陷,导致热传导效果和保温效果不佳。
32.发明人研究发现现有技术中的碳纤维保温毡都是采用实心的碳纤维制成,实心碳
纤维采用实心有机纤维作为原材料,其中实心碳纤维整个横截面形成为圆形或者大体圆形,实心碳纤维整个截面积是充满的,使得纤维沿着横向方向和纵向方向的传播更加容易,导致纤维在长度方向和厚度方向的热阻小,对热传导更加有利,而不利于保温性能。而现有技术的保温毡采用实心碳纤维制成,这样导致保温毡的横向和纵向纤维都会帮助热流的传播,形成热能传播的“桥”的作用,因此由于保温毡采用实心纤维制成,导致保温毡单位体积内材料的密度较大,使得单位体积下保温毡吸热多且蓄热大,也导致了热能的浪费,在完成加热进行降温时,保温毡蓄热多也不利于降温。而且碳纤维保温毡应用中一般以体积计算,实心碳纤维密度高也导致保温毡的质量高。
33.有鉴于此,本实用新型提出了一种碳纤维保温毡。下面参考附图描述根据本实用新型实施例的碳纤维保温毡。
34.如图1
‑
图3所示,根据本实用新型实施例的碳纤维保温毡由中空碳纤维100制成,中空碳纤维100内形成有空腔。也就是说,碳纤维保温毡采用中空结构的中空碳纤维100制成,空腔形成在中空碳纤维100内,这样相比现有技术中实心碳纤维,中空碳纤维100密度低,从而能够减小碳纤维保温毡的质量,而且由在中空碳纤维100内形成空腔结构,也能够降低碳纤维热传导效果,增加热阻,减小热量在碳纤维内的传播,而且能够降低碳纤维保温毡内的蓄热量,减少热能的浪费,也能够有利于加热完成后的降温。
35.例如,碳纤维保温毡可用于高温炉的保温,在炉子升温过程中,加热器产生的热能不仅要加热热场中间的工件,还不得不加热外层包裹的碳纤维保温毡制成的保温装置,保温装置的质量大则消耗的热能大,这部分能量是浪费掉的,而且,在加热完成后,炉子需要降温,由于保温装置的蓄热多,需要更多的时间才能完成降温过程,这样增加了加工周期,降低加工效率。而本实用新型实施例的碳纤维保温毡采用中空碳纤维100制成,保温效果好且蓄热小,能够热量的吸收,减少热能浪费,而且在进行降温时,降温时间短,从而能够降低加工周期,提高生产效率。
36.对于中空碳纤维100而言,可采用中空结构的有机纤维通过碳化和石墨化形成,对于碳纤维保温毡而言,可采用中空结构的有机纤维制作前驱体,例如,可将中空有机纤维原料制成一层铺网,然后层层叠加起来,再利用纵向的纤维进行穿刺形成一个整体,然后进行碳化和石墨化。而且加工碳纤维以及碳纤维保温材料本身是一个高温热加工过程,需要消耗大量的热能。碳化、石墨化要分别达到近1000℃和2000℃的高温,降低碳纤维的密度,等于降低本身作为被加工工件的保温材料的质量,对其自身加工过程中的能耗也有显著降低作用。
37.对于中空碳纤维100的结构而言,在本实用新型的一些实施例中,如图3所示,所述空腔形成为多个封闭的中空腔室2。即在中空碳纤维100内可形成多个封闭的中空腔室2,从而减少碳纤维的密度和热导率,增加热阻提高保温性能,进而能够提高碳纤维保温毡的性能,且使得碳纤维保温毡密度小,保温效果好,也能够减少碳纤维保温毡的蓄热,减少热能浪费。具体地,在制备中空碳纤维100过程中,需要将浆料300进行挤压,在进行挤压前,可在浆料300中添加微量发泡剂,这样,在挤压的纤维中产生极为微小的空穴,从而形成中空结构的纤维,再将中空纤维加工成针刺毡,再进行碳化和石墨化,形成具有中空结构的碳纤维的保温毡,使得碳纤维保温毡密度和热导率小。
38.在本实用新型的另一些实施例中,如图1和图2所示,空腔形成为沿所述中空碳纤
维100的长度方向贯穿的通孔1。由此使得中空碳纤维100内的中空结构更大,从而使得中空碳纤维100密度更小,热传导效率更差,进而能够进一步地提高碳纤维保温毡的性能。对于形成通孔1的中空碳纤维100而言,可采用模具制备形成,例如中空碳纤维100采用有机纤维制成,在有机纤维的制备过程中,浆料300通过模具(例如喷丝头)进行挤压,浆料300通过模具挤压后形成中空纤维以形成中空碳纤维100。
39.本实用新型还提出了一种用于制备中空碳纤维100的中空碳纤维模具200,下面参考附图描述根据本实用新型实施例的中空碳纤维模具200。其中中空碳纤维模具200用于形成具有中空结构的中空碳纤维100,具体地,中空碳纤维100由具有中空结构的纤维经过碳化和石墨化加工形成,中空碳纤维模具200用于对浆料300进行挤压以形成中空纤维,进而中空纤维加工后形成中空碳纤维100。
40.结合图4和图5所示,中空碳纤维模具200包括第一模板3和第二模板4,第一模板3内形成有适于浆料300通过的通道21,第二模板4与第一模板3之间限定出与通道21连通的容纳腔,浆料300进入第一模板3和第二模板4之间的容纳腔内,然后流向通道21。
41.第二模板4至少部分伸入通道21内且与通道21的侧壁间隔开以允许浆料300通过,也就是说,第二模板4的部分结构伸入至通道21内,第二模板4伸入通道21内的部分结构与通道21的侧壁不接触且具有一定间隔距离,这样浆料300通入通道21内时从第二模板4和通道21的侧壁之间的间隔空间通过,由于第二模板4伸入通道21的部分结构的阻挡,从而使得通过中空碳纤维模具200的挤压形成的纤维内形成有通孔1以形成用于制备中空碳纤维100的中空纤维。
42.在本实用新型的一些实施例中,结合图4和图5所示,第一模板3形成为板状,通道21沿第一模板3的厚度方向贯穿第一模板3,第二模板4设在第一模板3的一侧,浆料300第一模板3朝向第二模板4的一侧进入通道21内,浆料300从通道21内挤压处形成中空纤维。可选地,结合图1、图2以及图4和图5所示,通道21可形成为圆柱形,中空纤维的横截面形成为圆环形。
43.进一步地,通道21可以为多个,多个通道21均匀分布形成在第一模板3上。也就是说,第一模板3上形成有多个通道21,多个通道21均匀分布,由此通过中空碳纤维模具200可以同时形成多个中空纤维,从而能够提高制备效率。
44.在本实用新型的一些示例中,如图4所示,第二模板4包括本体41和第一插接部42,第一插接部42设在第一本体41上,第一插接部42与通道21对应设置且至少部分插入通道21内。具体地,如图4所示,第一插接部42设在本体41的一侧,本体41与第一模板3间隔开以形成容纳腔,第一插接部42伸入至通道21内且与通道21的侧壁间隔开,浆料300从第一模板3和第二模板4之间的容纳腔进入通道21到。进一步地,第一插接部42可垂直设在本体41朝向第一模板3的一侧,从而便于第一插接部42插入通道21内。
45.进一步地第一插接部42可以为多个,多个第一插接部42分别与多个所述通道21一一对应配合,其中,第一插接部42插入通道21的长度与通道21的长度相同,即第一插接部42插入通道21的一端的端面与第一模板3远离第二模板4的一侧的壁面平齐,从而利于中空纤维的挤压形成。
46.在本实用新型的另一些示例中,如图5所示,第二模板4包括连接部43和第二插接部44,连接部43与第二插接部44以及第一模板3之间限定出与通道21连通的容纳腔,连接部
43与第一模板3相连,第二插接部44至少部分插入通道21内。由此,通过浆料300能够通过容纳腔挤入通道21内,而且连接部43与第一模板3相连也能够实现第一模板3和第二模板4的连接固定,同时也边缘第二插接部44插入通道21内。
47.可选地,如图5所示,连接部43与第二插接部44相连且形成朝向第一模板3的u形结构,u形结构的一端与第一模板3相连,u形结构的另一端伸入通道21内,这样u形结构与第一模板3之间间隔开具有一定的间隔空间以允许浆料300通过并朝向通道21挤压,而且也能够实现第二模板4与第一模板3的连接固定。
48.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
