1.本发明涉及一种大圆机,特别是一种针织纬编机数字化智慧工厂。
背景技术:
2.针织大圆机,学名针织圆形纬编机(或者叫做针织圆纬机)。由于针织大圆机的成圈系统(企业里称作进纱路数或成圈路数,简称路数)多,转速高、产量高、花形变化快、织物品质好、工序少、产品适应性强,所以发展很快。
3.现有的大圆机均是采用人工上纱、挡车工卸货的方式来对大圆机进行原料、成品的处理,各个步骤需要分开实现,无法根据客户具体的订单量进行具体的处理、跟进,且单个大圆机上均需配备单独的挡车工进行操作、监管,较为的浪费人力物力,通过人工监管的方式,难以及时报备错误,在多机台出现故障或者用时需要装卸货时难以兼顾。
技术实现要素:
4.本发明提供了一种针织纬编机数字化智慧工厂,可以有效解决上述问题。
5.本发明是这样实现的:
6.一种针织纬编机数字化智慧工厂,包括:
7.控制中心,用于接收订单、分配订单、调度运输系统;
8.若干智能大圆机,根据所述控制中心分配的订单进行织布、卷布;
9.反馈系统,包括设置在智能大圆机上的若干传感器与独立的终端,用于反馈智能大圆机的工作情况;
10.运输系统,用于为所述智能大圆机系统提供原料、运输成品,根据所述反馈系统的反馈,所述控制中心分配所述运输系统至对应的所述智能大圆机。
11.作为进一步改进的,所述控制中心包括订单接收模块、订单计算模块、订单分配模块,所述订单接收模块接收订单后,通过订单计算模块输入相对应的针数、圈数、纱长,通过所述订单分配模块分配至所述智能大圆机上进行织布。
12.作为进一步改进的,所述智能大圆机由自动纱架、电子送纱结构、机架、卷布机、机门组成,所述订单控制中心将订单分配至机架进行织布,通过卷布机完成卷布后经控制中心调度运输系统对成品进行运输。
13.作为进一步改进的,所述机架上设置有电机与控制所述电机的变频器,当所述电机无运转时,所述订单分配模块分配订单至所述电机对应的智能大圆机上。
14.作为进一步改进的,所述反馈系统包括设置在所述自动纱架上的纱线传感器,设置在所述电子送纱结构上的上输纱警报器与下输纱警报器,与所述电子送纱结构齐平的测纱器与纱长检测器,设置于所述机架内的探针器与探布器,设置在所述卷布机上的转数计数器,所述纱线传感器、上输纱警报器、下输纱警报器、测纱器、纱长检测器、探针器、探布器、转数计数器的实时参数均显示在所述终端上。
15.作为进一步改进的,所述运输系统包括用于运输所述卷布机制成的成品的产品运
输机构、用于为所述自动纱架补充纱筒的上纱结构、用于承载纱线筒的原料运输机构。
16.作为进一步改进的,所述卷布机的转数计数器与所述机门的开关组件和所述运输系统的产品运输机构通信连接,当所述卷布机完成卷布后,所述转数计数器传输信号至所述开关组件与产品运输机构,所述开关组件打开所述机门,且所述产品运输机构移动至所述机门处装载成品。
17.作为进一步改进的,还包括控制面板,所述控制面板与若干所述传感器通信连接,且所述控制面板还与所述终端通信连接。
18.作为进一步改进的,所述终端为计算机,或者,所述终端为移动设备、穿戴设备。
19.本发明的有益效果是:
20.本发明通过设有的控制中心,能够实时接收订单,并在计算订单量后分配至对应的智能大圆机,且在根据智能大圆机的工作情况调动对应的运输系统对其进行上料、下料,使产品从刚开始下单至成品输出时需要较少的人力物力,全程的工作效果更加智能化、无人化。
21.本发明通过设有的智能大圆机,从进纱、织布、卷布、送布均实现自动化,整体工作过程当中涉及的人员少,更加的智能化,且智能大圆机涉及到的故障能够及时反馈,降低智能大圆机的故障停休时间,提高整体的产量。
22.本发明通过设有的反馈系统,能够通过若干传感器实时从智能大圆机上获取智能大圆机的数据及不同智能大圆机的不同状态,并将其显示在终端上,使工作人员能够远程知晓且控制智能大圆机,在其出现故障时能够及时进行调试维护。
23.本发明通过设有的运输系统,能够在智能大圆机区域布设相对应的运输系统,在智能大圆机缺料或者需要运料时,能够通过控制中心指派最近的运输车至智能大圆机上,及时、快速的补料、出料。
附图说明
24.为了更清楚地说明本发明实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
25.图1是本发明一种针织纬编机数字化智慧工厂的结构示意图。
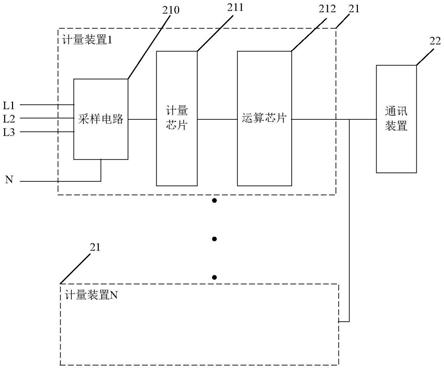
26.图2是本发明一种针织纬编机数字化智慧工厂的原理图。
27.图3是本发明一种智能大圆机的结构示意图。
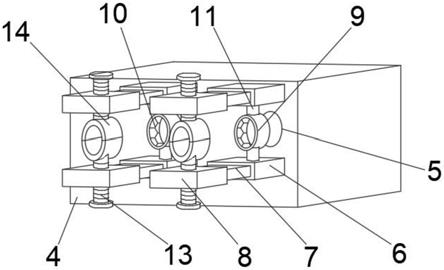
28.图4是本发明一种自动纱架的结构示意图。
29.图5是本发明一种电子送纱结构的结构示意图。
30.图6是本发明一种机架的结构示意图。
31.图7是本发明一种机门的结构示意图。
具体实施方式
32.为使本发明实施方式,都属于本发明保护的范围。因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明
的选定实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
33.在本发明的描述中,术语“第一”、“第二”仅用于描述目的,而不能理解为指方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
34.参照图1
‑
7所示,一种针织纬编机数字化智慧工厂,包括:控制中心,用于接收订单、分配订单、调度运输系统;若干智能大圆机,根据所述控制中心分配的订单进行织布、卷布;反馈系统,包括设置在智能大圆机上的若干传感器与独立的终端,用于反馈智能大圆机的工作情况;运输系统,用于为所述智能大圆机系统提供原料、运输成品,根据所述反馈系统的反馈,所述控制中心分配所述运输系统至对应的所述智能大圆机。
35.进一步地,所述控制中心包括订单接收模块、订单计算模块、订单分配模块,所述订单接收模块接收订单后,通过订单计算模块输入相对应的针数、圈数、纱长,通过所述订单分配模块分配至所述智能大圆机上进行织布。
36.进一步地,所述智能大圆机由自动纱架1、电子送纱结构2、机架3、卷布机4、机门5组成,所述订单控制中心将订单分配至机架3进行织布,通过卷布机4完成卷布后经控制中心调度运输系统对成品进行运输;
37.其中,所述自动纱架1包括固定架11,设置在固定架11上的转动件12,以及垂直固定在所述转动件12上的若干转动架13,所述转动架13的两侧均设置有安装辊14,所述安装辊14的外部套接有纱线筒15,所述纱线筒15与所述输纱器21连接。
38.所述电子送纱结构2包括与所述自动纱架1通过纱线相接的输纱器21。
39.所述机架3包括与所述电子送纱结构2相接的上机台31,以及设置在所述上机台31下方的下机台32。
40.所述输纱器21的底部连接有一织布架22,所述织布架22上包括有探针控制仪、探布控制仪,探针控制仪控制所述探针器,探布控制仪控制所述探布器。
41.所述下机台32包括一转动盘321,所述转动盘321通过一传动链322与外部电机323相接,在智能大圆机工作过程中,均以中心点为基点进行圆周运动,主动的一端与从动的一端通过锁紧固定的方式,而在转动停止后,从动的一端容易由于惯性的因素,而多位移一段距离,这个量度称为转动惯量,而转动惯量会随着转动体质量的变大而变大,故将主动端设置在下机台32的一端,使下机台32变为主动端,使下机台32带动上机台31转动,让出现惯性的一端转移到上机台31中,而上机台31出现惯性出现反转对整个产布过程不会产生影响,通过将转动惯量转移的方式,让下机台32中的收布机构中的布匹不受到惯性的影响,提高了布匹的质量,并且,将外部电机323等输出结构设置在下机台32,减轻了上机台31的重量,本来设置在顶端的外部电机323,需要带动机架3,外部电机323整体的负载大,耗电高,且由于顶部重量较重的原因,转速不宜过高,而将外部电机323等输出结构设置在下机台32后,上端的重量减轻,大圆机的针筒载着织针运转的速度可以变得更快,提高整体的产能,且由
于上下端的负载变得相对均匀,采用的外部电机323功率较低,则整体负载减少,能够节约更多的电能,并且小功率输出的外部电机323变频成本较低,整体的成本又能得到缩减。
42.所述机门5包括一门体41,固定在所述门体41上的连接块44,铰接在所述连接块44一端的折叠臂43,与所述折叠臂43另一端铰接的动力件42,所述动力件42的一侧固定在所述下机台32上,且所述动力件42的输出端与所述卷布机4的转数检测结构通信连接。
43.进一步地,所述机架3上设置有电机与控制所述电机的变频器,当所述电机无运转时,表示该机架3对应的智能大圆机无订单,所述订单分配模块分配订单至所述电机对应的智能大圆机上。
44.进一步地,所述反馈系统包括设置在所述自动纱架1上的纱线传感器,设置在所述电子送纱结构2上的上输纱警报器与下输纱警报器,在本实施例中,所述上输纱警报器与下输纱警报器均为钩子,所述钩子勾住纱线,当纱线脱落时,即表示纱线断掉,与所述电子送纱结构2齐平的测纱器与纱长检测器,设置于所述机架3内的探针器与探布器,设置在所述卷布机4上的转数计数器,所述纱线传感器、上输纱警报器、下输纱警报器、测纱器、纱长检测器、探针器、探布器、转数计数器的实时参数均显示在所述终端上,其中,上述的这些探测器、传感器均会将智能大圆机的实时情况反映至终端上,使工作人员或者客户能够实时了解到订单的实时处理信息,让客户能够跟进自己的订单完成情况,提高客户的合作体验。
45.进一步地,所述运输系统包括用于运输所述卷布机4制成的成品的产品运输机构、用于为所述自动纱架1补充纱筒的上纱结构、用于承载纱线筒的原料运输机构,在本实施例中,上纱结构为一上纱机械手,原料运输机构为一运输架,当自动纱架1上的纱线传感器显示纱线不足时,则上纱结构与原料运输机构会接收到控制中心的调度,运动至纱线不足的智能大圆机的自动纱架1上,为其另一端补充纱线,在本实施例中,产品运输机构、上纱结构、原料运输机构的动力均为agv小车。
46.进一步地,所述卷布机4的转数计数器与所述机门5的开关组件和所述运输系统的产品运输机构通信连接,当所述卷布机4完成卷布后,所述转数计数器传输信号至所述开关组件与产品运输机构,所述开关组件打开所述机门,且所述产品运输机构移动至所述机门处装载成品。
47.进一步地,还包括控制面板,所述控制面板与若干所述传感器通信连接,且所述控制面板还与所述终端通信连接,可通过控制面板知悉传感器的工作情况,进而得知对应智能大圆机的工作情况。
48.进一步地,所述终端为计算机,或者,所述终端为移动设备、穿戴设备,用户在远离工厂的情况下也能够实现实时监测智能大圆机的工作状态。
49.本实施例的工作原理如下:
50.首先通过控制中心上的订单接收模块接收订单,再根据订单的重量,工作人员技术出对应的针数、圈数及纱长,将计算后得出的数据填入订单计算模块内,此时,通过反馈系统反馈的智能大圆机信息,能够判断出此时闲置的智能大圆机或者订单数未满的智能大圆机,若有闲置的智能大圆机,则订单分配模块优先分配订单至限制的智能大圆机,若无限制的智能大圆机,则分配至订单未满的智能大圆机,在智能大圆机工作前,原料运输机构可将所需要的纱线运动至自动纱架4旁,由上纱结构将纱线筒装到自动纱架4上,再启动智能大圆机上的控制面板,对智能大圆机进行调试,待调试完毕后,启动智能大圆机上,进行布
匹生产。
51.在生产的过程中,会通过纱线传感器判断自动纱架4上纱线是否充足,上输纱警报器与下输纱警报器会判断是否断纱,测纱器与纱长检测器能检测纱线纱线长度与纱线的速度,并且在控制面板上设置了测纱范围警告,若纱线的速度超出范围则会出现测纱故障,在生产过程中,若遇到织针瑕疵或布面瑕疵,则由探针器与探布器进行报警停机,待故障排除后再继续生产,而转数计数器则能感应卷布机4的转动圈数,且若转数超过控制面板设置的最高转速,此时控制面板上也会出现超速警告。
52.待卷布机4完成卷布后,其转数传感器会驱动动力件42带动折叠臂43将门体41推出,使门体41自动打开,打开后,产品运输机构会移动至门体41处,将卷好的布匹接住,再移动至布匹检测机构处进行检测再入库。
53.以上所述仅为本发明的优选实施方式而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。