1.本技术涉及包装设备的领域,尤其是涉及一种信封式包装机的物料单侧包裹装置。
背景技术:
2.自动包装设备是指取代人工实现自动对物料进行包装的设备。包装设备被广泛的应用于各种行业,其中,尤其在食品行业的应用最为突出。
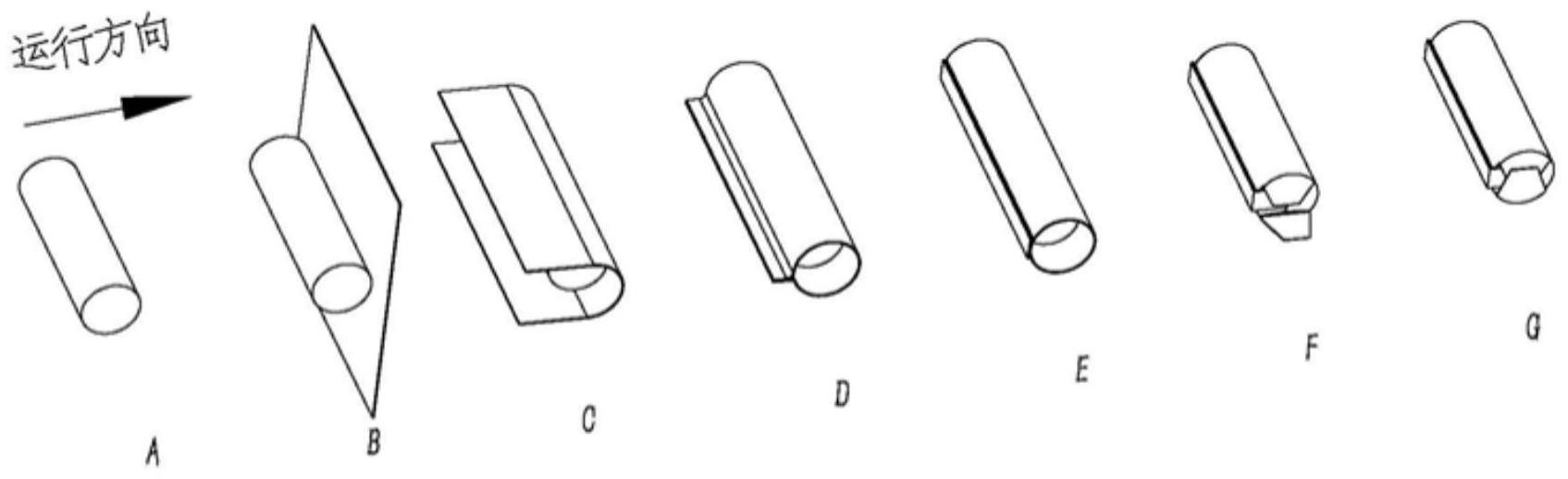
3.相关技术中公开了一种信封式包装方式,主要用于圆柱状物料的包装,参照图1,其步骤如下:首先将物料抵接于包装膜的一侧,然后将包装膜的上下两侧趋向物料方向沿物料的周面轨迹进行贴合,实现物料的单侧包裹之后,将包装膜的上下两侧进行热封,在将包装膜的两端进行折叠热封,从而达到物料的最终包装。
4.但在此过程中,包装膜第一次热封前的单侧包裹,尚未有包装设备能够实现,因此亟需提供一种能够实现物料单侧自动包裹的设备。
技术实现要素:
5.为了实现对物料的单侧自动包裹,本技术提供一种信封式包装机的物料单侧包裹装置。
6.本技术提供的一种信封式包装机的物料单侧包裹装置,采用如下的技术方案:一种信封式包装机的物料单侧包裹装置,包括:机箱,水平设置有工作面,用于物料传送;阻动架,设置于工作面的上侧,所述阻动架设有夹紧间隙,所述夹紧间隙垂直于物料的进料方向,夹紧间隙能够穿过包装膜并对包装膜施加预定的夹紧力;夹指,竖直升降的设置于机箱内并能凸出于工作面,所述夹指上升能够夹持穿过夹紧间隙的包装膜下端,所述夹指下降能够拉动包装膜下端向下运动至低于工作面并松开包装膜;切刀机构,设置于阻动架的夹紧间隙下侧,用于切断穿过夹紧间歇的包装膜;推料板,位于工作面对应夹紧间隙的一侧,所述推料板沿进料方向往复运动设置于工作面,用于推动物料朝向包装膜运动至包装膜包裹于物料的一侧。
7.通过采用上述技术方案,作业时,首先将包装膜卷的一端穿过阻动架的夹紧间隙,然后通过夹指竖直向上运动夹持包装膜穿过夹紧间隙的下端,然后夹指竖直向下运动,拉动包装膜向下同步向下运动,从而使包装膜在工作面上位于夹指与夹紧间隙之间的位置拉直,紧接着,通过推料板运动,将物料趋向包装膜的方向推动,而由于包装膜下端被夹指夹紧固定,包装包装上端通过夹紧间隙施加预设夹紧力的方式夹持,因此,当物料的推力大于夹紧间隙预设的夹紧力时,包装膜被夹紧间隙夹紧的部分将受物料的推动而拉出,包裹与物料的一侧,然后,切刀机构将夹紧间隙下部的包装膜切断,而夹指松开对包装膜下端的夹紧,即可实现对物料的单侧包裹,然后移动包裹有物料的包装膜将其上下两侧复合再将其
两端复合即可,解决了现有包装机无法对物料的单侧自动包裹的问题。
8.可选的,还包括:推料滑架,沿物料的输送方向往复的滑移于机箱;推料杆,转动的设置于推料滑架上,所述推料板固定于推料杆;推缸,活动设置于推料滑架于推料杆之间,所述推缸伸缩能够带动推料杆往复摆动,以使推料板返程时抬升至工作面上侧。
9.通过采用上述技术方案:作业时,推料滑架往复滑移,即可带动推料杆往复滑移于工作面上,实现通过推料板往复对物料的推送,同时,在推料过程中,推缸带动推料杆转动,即可实现将推料板在返程时抬离工作面上侧,从而可以便于后续物料的推送。
10.可选的,还包括:第一凸轮,转动设置于机箱,第一被动臂,一端转动于机箱,与第一凸轮适配,随第一凸轮转动而往复摆动;第一连动杆,活动连接于第一被动臂与推料滑架之间,用于带动推料滑架随第一被动臂的摆动而往复运动。
11.通过采用上述技术方案,作业时,第一凸轮转动,即可带动第一被动臂往复摆动,从而通过第一连动杆带动推料滑架往复运动,实现物料的推动。
12.可选的,所述夹指包括:外夹指,竖直设置;内夹指,转动设置于外夹指的上端一侧;张开弹簧,设置于内夹指与外夹指之间,所述张开弹簧推动所述内夹指趋向外夹指方向摆动至夹指张开;开合块,竖直运动的设置于外夹指内,能够抵触内夹指下端,开合块向上运动顶推内夹指,能够内夹指与外夹指抵触,保持夹指闭合。
13.通过采用上述技术方案,当夹指向上运动时,开合块相对于外夹指竖直向下运动至脱离抵推内夹指,张开弹簧则驱动内夹指摆动,则可实现夹指的张开,当包装膜下侧插入张开的夹指后,开合块相对于外夹指竖直向上运动则可以拖动内夹指再次摆动从而实现夹指闭合,完成包装膜的夹持。
14.可选的,还包括:升降横梁,竖直运动的设置于机箱内,所述外夹指的下端固定于升降横梁;顶推弹簧,弹性力大于张开弹簧的弹性力,设置于外夹指内,用于推动开合块向上运动至抵推内夹指,以使内夹指与外夹指抵触,保持夹指闭合;开合拉杆,竖直滑移于外夹指,上端固定于开合块,且下端延伸出外夹指并固定有开合压板;角柄,转动设置于升降横梁;开合压杆,固定于角柄,抵压于开合压板上侧,随角柄摆动能够压设开合压板,以拖动开合块下降至脱离内夹指。
15.通过采用上述技术方案,作业时,当需要夹指张开时,驱动角柄带动开合压杆向上摆动至压持开合压板向下运动,即通过开合拉杆拉动开合块向下运动,从而使开合块脱离内夹指,使内夹指张开,需要内夹指闭合时,驱动角柄反向转动,即可使开合压杆向上摆动,
此时顶推弹簧作用,将推动开合块向上运动至抵推内夹指摆动至夹紧包装膜。
16.可选的,还包括:第二凸轮,转动设置于机箱,第二被动臂,一端转动设置于机箱且其另一端与第二凸轮配合,以带动第二摆动臂以预设轨迹往复摆动;推动臂,固定被动臂与机箱转动的一端,随第二被动臂同步摆动;两辅助摆臂,竖直排列,一端均铰接于机箱;平移推杆,上下两端均就铰接于辅助摆臂,所述平移推杆中部铰接于推动臂,随推动臂摆动间歇抵推于角柄,所述平移推杆抵推于角柄能够带动角柄转动,以使开合压杆压设开合压板向下运动。
17.通过采用上述技术方案,第二凸轮转动,带动第二被动臂与推动臂摆动,即可带动平移推杆往复的抵推于角柄,从而实现夹指的张开与闭合。
18.可选的,还包括:下联动轴,转动设置于机箱内;第一链条,竖直设置于机箱,用于带动下联动轴转动;第二链条,竖直设置于机箱,受下联动轴驱动,固定于升降横梁,用于驱动升降横梁运动;第三凸轮,转动设置于机箱;第三被动臂,一端转动于机箱,一端用于与第三凸轮适配,随第三凸轮转动而往复摆动;第一摆臂,一端转动设置于机箱,另一端活动连接于第一链条,受第三被动臂的驱动而往复摆动,以带动第一链条往复转动。
19.通过采用上述技术方案,作业时,第一凸轮带动连续转动,带动第三被动臂往复摆动能够驱动第一摆臂往复摆动,从而带动第一链条往复转动,第一链条带动下联动轴同步转动,即可通过下联动轴驱动第二链条同步转动,从而实现了升降横梁的竖直往复运动。
20.可选的,还包括:可调臂,固定于第三被动臂与机箱转动的一端;调节块,沿可调臂的长度方向滑移于可调臂并能够与可调臂相对固定;调节曲柄,转动设置于机箱,所述调节曲柄的一端铰接于第一摆臂中部;可调拉杆,活动连接于调节曲柄与调节块之间。
21.通过采用上述技术方案,作业时,可以滑移调节块相对于可调臂的位置,从而满足不同的作业需求,当完成调节块的调节后,通过第三被动臂带动可调臂和可调块摆动,即可通过可调拉杆带动调节曲柄摆动,最终通过可调曲柄带动第一摆臂摆动,实现第一链条的驱动。
22.可选的,阻动架包括:支撑板,沿垂直于物料的进料方向设置于工作面上侧;压板,沿支撑板的长度方向设置于支撑板的一侧,所述夹紧间隙设置于支撑板与压板之间;弹性压紧件,设置于压板与支撑板之间,用于推动压板压持于支撑板。
23.通过采用上述技术方案,作业时,包装膜可以通过支撑板与压板之间通过,弹性压紧件给予压板预定压力,使包装膜在不受外力的状态下相对固定于支撑板与压板之间,并使包装膜在受到外力时能够相对与压板与支撑板之间运动。
24.可选的,还包括:主轴,转动设置于机箱内,所述第一凸轮,第二凸轮、以及第三凸轮均固定于主轴;驱动电机,用于驱动电机转动。
25.通过采用上述技术方案,作业时,驱动电机带动主轴转动,即可同时带动第一凸轮、第二凸轮以及第三凸轮同步转动,从而达到整套设备的运行,采用单一驱动源将即可实现。
26.综上所述,本技术包括以下至少一种有益技术效果:1.作业时,首先将包装膜卷的一端穿过阻动架的夹紧间隙,然后通过夹指竖直向上运动夹持包装膜穿过夹紧间隙的下端,然后夹指竖直向下运动,拉动包装膜向下同步向下运动,从而使包装膜在工作面上位于夹指与夹紧间隙之间的位置拉直,紧接着,通过推料板运动,将物料趋向包装膜的方向推动,而由于包装膜下端被夹指夹紧固定,包装包装上端通过夹紧间隙施加预设夹紧力的方式夹持,因此,当物料的推力大于夹紧间隙预设的夹紧力时,包装膜被夹紧间隙夹紧的部分将受物料的推动而拉出,包裹与物料的一侧,然后,切刀机构将夹紧间隙下部的包装膜切断,而夹指松开对包装膜下端的夹紧,即可实现对物料的单侧包裹,然后移动包裹有物料的包装膜将其上下两侧复合再将其两端复合即可,解决了现有包装机无法对物料的单侧自动包裹的问题。
27.2.作业时,推料滑架往复滑移,即可带动推料杆往复滑移于工作面上,实现通过推料板往复对物料的推送,同时,在推料过程中,推缸带动推料杆转动,即可实现将推料板在返程时抬离工作面上侧,从而可以便于后续物料的推送。
28.3.第二凸轮转动,带动第二被动臂与推动臂摆动,即可带动平移推杆往复的抵推于角柄,角柄带动开合压杆向上摆动至压持开合压板向下运动,即通过开合拉杆拉动开合块向下运动,从而使开合块脱离内夹指,使内夹指张开,需要内夹指闭合时,驱动角柄反向转动,即可使开合压杆向上摆动,此时顶推弹簧作用,将推动开合块向上运动至抵推内夹指摆动至夹紧包装膜。
29.4.驱动电机带动主轴转动,即可同时带动第一凸轮、第二凸轮以及第三凸轮同步转动,从而达到整套设备的运行,采用单一驱动源将即可实现。
附图说明
30.图1是相关技术的包装膜包装工艺示意图;图2是本技术实施例的一种信封式包装机的物料单侧包裹装置的整体示意图;图3是图2中a部的放大示意图;图4是本技术实施例的一种信封式包装机的物料单侧包裹装置的推料单元的结构示意图;图5是本技术实施例的一种信封式包装机的物料单侧包裹装置的上膜单元的结构示意图;图6是本技术实施例的上膜单元的悬臂结构的示意图;
图7是本技术实施例的上膜单元的阻动架结构的爆炸示意图;图8是本技术实施例的拉膜单元的夹指结构的示意图;图9是本技术实施例的拉膜单元的夹指结构的爆炸示意图;图10是本技术实施例的拉膜单元的平移推杆的结构示意图;图11是本技术实施例的拉膜单元的第三凸轮的结构示意图。
31.附图标记说明:1、机箱;11、支撑架;12、导轨;13、轴承座;14、下联动轴;2、上料单元;21、上料台;22、传送链条;23、限位杆;24、限位架;25、对丝螺杆;3、推料单元;31、推料滑架;31a、联动板;32、支撑块;32a、套管;33、推料杆;33a、推料板;34、推缸;35、第一凸轮;35a、第一凸轮槽;36、第一被动臂;36a、第一抵触件;37、第一连动杆;4、上膜单元;41、上膜部分;41a、托辊支架;41b、承载槽;41c、托辊;41d、锥形套;41e、制动摩擦轮;42、张紧部分;42a、悬臂架;42b、定位轴;42c、悬臂;42d、重力辊;42e、制动臂;42f、联动杆;42g、保持弹簧;43、传输部分;43a、承载架;43b、输送辊;44、阻动部分;44a、支撑板;44b、立板;44c、压板;44d、弹性压紧件;5、拉膜单元;51、升降横梁;51a、开合转轴;51b、角柄;51c、开合压杆;52、夹指;52a、外夹指;52b、内夹指;52c、张开弹簧;52d、开合块;52e、开合拉杆;52f、顶推弹簧;52g、开合拉板;53、夹指开合模组;53a、第二凸轮;53b、第二被动臂;53c、被动轴;53d、推动臂;53e、平移推杆;53f、辅助摆臂;54、第一链条;54a、第一链轮;54b、安装座;54c、张紧杆;54d、支柱;54e、张紧弹簧;54f、第二链轮;55、第二链条;55a、第三链轮;55b、第四链轮;56、第三凸轮;56a、第三凸轮槽;57、第三被动臂;57a、可调臂;57b、调节块;57d、螺杆;58、调节曲柄;58a、可调拉杆;59、第一摆臂;6、切刀机构。
具体实施方式
32.以下结合附图2-11对本技术作进一步详细说明。
33.本技术实施例公开一种信封式包装机的物料单侧包裹装置。
34.参照图2,一种信封式包装机的物料单侧包裹装置,包括机箱1、上料单元2,推料单元3,上膜单元4、拉膜单元5,其中,机箱1整体呈长矩形的箱体结构。其长度方向一端为进料端,且其长度方向的另一端为出料端,机箱1的上表面为工作面。此外,为便于后续表述,指定机箱1的竖直一侧为a侧,且与a侧相对的一竖直侧作为b侧。
35.机箱1内沿其宽度方向设置有主轴(图中未示出),主轴的两端转动连接于机箱1,机箱1内靠近其出料的一端固定有驱动电机,驱动电机通过同步传动机构带动主轴转动,本实施例中同步传动机构采用链传动,但不仅限于链传动,如带传动等同步传动机构同样均可。
36.参照图2和图3,上料单元2设置于机箱1的进料端,采用供料链板输送机,具体的,供料链板输送机包括上料台21,上料台21沿机箱1的长度方向设置,且上料台21的一端与机箱1固定,上料台21的两侧均对称安装有两传送链条22,两传送链条22均沿上料台21的长度方向设置。两传送链条22均通过同步传动机构与主轴连接,从而达到通过主轴带动两传送
链条22的连续转动,同样的,同步传动机构依然可以采用链传动。(此处为现有技术不再赘述)参照图2和图3,两传送链条22之间沿其输送方向排列设置有多组限位杆23,每组限位杆23均包括两根,限位杆23的长度方向均垂直于链条的传送方向,且限位杆23的两端分别固定于两链条,各组的两根限位杆23与两链条之间均形成限位随动空间,用于存储物料,以实现在两传送链条22传送的过程中带动物料在上料台21上同步运动。
37.参照图2和图3,进一步的,工作台的两侧均沿其长度方向设置有限位架24,两限位架24均沿上料台21的宽度方向滑移于上料架,上料台21靠近机箱1一端转动连接有对丝螺杆25,对丝螺杆25的长度方向与上料台21的宽度方向相同,两限位架24分别螺纹连接于对丝螺杆25的两螺纹段,转动对丝螺杆25,即可带动两限位架24相互靠近或远离,从而达到调节限位随动空间的尺寸,达到满足不同尺寸物料上料的需求。
38.作业时,将所需传送物料的尺寸作为预定尺寸,然后转动对丝螺杆25,调节两限位架24之间的距离,使各限位随动空间的尺寸达到预定尺寸,然后,开启驱动电机,带动主轴转动,进而带动进料台两侧的传送链条22同步转动,即可实现各随动限位空间的移动,然后将物料依次置于各限位随动空间内,即可实现物料的连续传送,当物料被推送至上料台21与机箱1连接的一端后,传送链条22向下转动,物料将随传送链条22的转动而被随动限位空间的限位杆23推出上料台21,而传送链条22带动随动限位空间继续回转至上料台21的进料端,继续上料。
39.参照图2,推料单元3,设置于机箱1的进料端与上料单元2之间,用于将上料单元2传送的物料推至包装膜内,用于实现后续物料的包装。
40.参照图4,具体的,推料单元3包括推料实施部分以及推料驱动部分,其中推料实施部分包括推料滑架31,机箱1的a侧上部沿机箱1的长度方向固定有两水平导柱,推料滑架31滑移于两水平导柱。
41.参照图4,推料滑架31的上侧固定有支撑块32,支撑块32高于机箱1工作面,支撑块32上朝向工作台的方向固定有套管32a,沿机箱1的宽度方向设置,套管32a内同轴转动连接有推料杆33,推料杆33的一端延伸出套管32a并固定有推料板33a。推料板33a位于上料单元2与机箱1对接一端的上侧,处于两限位架24之间位置的正上方。
42.参照图4,具体的,推料板33a与推料杆33的固定方式为:推料板33a上沿物料的输送方向开设有两滑槽,并采用两连接螺栓穿过两滑槽将推料板33a固定于推料杆33上,如此,可以实现调节推料板33a与推料杆33的相对位置。
43.参照图4,推料杆33的另一端延伸出支撑块32并固定有联动板31a,用于带动推料杆33摆动,推料滑架31与联动板31a之间设置有推缸34,推缸34的缸体铰接于推料滑架,且推缸34的伸缩杆铰接于联动板31a。推缸34的伸缩杆伸缩,带动联动板31a摆动,随即带动推料杆33往复的转动,最终实现推料板33a的往复摆动。
44.作业时,物料随上料单元2送至与机箱1对接的一端时,推缸34通过推料杆33带动推料板33a向下摆动至抵推于上料单元2的物料,同时滑架同步随物料输送方向运动,当物料输送出上料台21后,推料板33a继续推动物料沿机箱1的工作面运动,将物料继续推动至机箱1工作面的指定位置,然后推缸34通过推料杆33带动推料板33a向上摆动至脱离抵接物料,紧接着,推料滑架31带动推料杆33趋向背离物料的输送方向运动到达上料单元2输送的
下一批物料的上方,再次重复上述步骤,即可再次配合上料单元2完成物料的推动。
45.参照图4,推料驱动部分包括第一凸轮35,第一凸轮35位于机箱1的a侧,第一凸轮35背离机箱1的一侧成型有第一凸轮槽35a,且第一凸轮35固定于主轴一端。机箱1的a侧竖直设置有第一被动臂36,第一被动臂36位于凸轮背离机箱1的一侧,第一被动臂36下端铰接于机箱1的a侧,且第一被动臂36中部转动连接有第一抵触件36a,第一抵触件36a插设于第一凸轮槽35a内并与第一凸轮槽35a适配。主轴带动第一凸轮35转动时,第一凸轮槽35a与第一抵触件36a配合,即可带动第一被动臂36往复摆动。
46.参照图4,第一被动臂36的上端与推料滑架31之间设置有第一连动杆37,第一连动杆37采用弹簧伸缩杆,第一连动杆37的一端铰接于第一被动臂36上端,且第一连动杆37的另一端铰接于推料滑架31。作业时,主轴带动第一凸轮35转动,第一凸轮35带动第一被动臂36摆动,即可通过第一连动杆37带动推料滑架31往复运动,实现物料推动。
47.参照图5,上膜单元4设置于机箱1工作面的上方,用于实现对包装膜的输送。上膜单元4包括上膜部分41,张紧部分42、传输部分43以及阻动部分44。
48.参照图5和图6,机箱1的两侧对称固定有两竖直设置的支撑架11。
49.参照图5和图6,上膜部分41包括托辊支架41a,托辊支架41a包括两个,两托辊支架41a均沿机箱1长度方向设置,且两托辊支架41a的一端分别固定于两支撑架11。两托辊支架41a背离两支撑架11的一端上侧均成型有承载槽41b,两托辊支架41a上设置有托辊41c,托辊41c的两端分别置于两托辊支架41a的承载槽41b内。托辊41c用于承载包装膜,且托辊41c上同轴滑移有两锥形套41d,通过螺栓可以锁定锥形套41d与托辊41c的相对位置,将包装膜套设于托辊41c后,通过调整两锥形套41d,即可实现限定包装膜在托辊41c上的位置。
50.参照图5和图6,张紧部分42包括两悬臂架42a,两悬臂架42a位于两托辊支架41a的上侧,悬臂架42a的长度方向与托辊支架41a的长度方向相同,且悬臂架42a的一端同样固定于支撑架11,两悬臂架42a背离支撑架11的一端之间设置有定位轴42b,定位轴42b沿机箱1的宽度方向设置,且定位轴42b的两端转动连接于两悬臂架42a,定位轴42b的两端对称设置有悬臂42c,悬臂42c的长度方向与悬臂架42a的长度方向相同,且悬臂42c的一端均固定于定位轴42b,定位轴42b转动,即可实现悬臂42c上下摆动。
51.参照图5和图6,两悬臂42c背离支撑轴的一端之间设置有两重力辊42d,两重力辊42d的轴线方向定位轴42b的长度方向相同,且两重力辊42d沿悬臂42c的长度方向排列,各重力辊42d的两端均分别转动连接于两悬臂42c。
52.参照图6,进一步的,一托辊支架41a上还设置有制动臂42e,用于与悬臂42c辊配合,达到随悬臂42c的摆动限制托辊41c转动,调节托辊41c放膜速度的效果。
53.参照图6,具体的,制动臂42e与托辊支架41a的长度方向相同,制动臂42e位于托辊支架41a的上侧,且制动臂42e的中部铰接于托辊支架41a,制动臂42e靠近托辊41c的一端成型压持部,压持部的下表面成弧形并固定有摩擦片,摩擦片可以采用牛皮、毛毡、橡胶等多种防滑材料,托辊41c对应制动臂42e压持部的位置同轴固定有制动摩擦轮41e,当制动臂42e摆动带动压持部向下摆动时,压持部的摩擦片将逐渐下降抵压于托辊41c的制动摩擦轮41e周面,从而不断提高制动摩擦轮41e与压持部之间的摩擦力,不断限制托辊41c转动速度,直至托辊41c停止转动。
54.参照图6,制动臂42e背离其压持部的一端与悬臂42c之间设置有联动杆42f,联动
杆42f的上端铰接于一悬臂42c远离重力辊42d的一端,更具体的,联动杆42f与悬臂42c的铰接位置位于定位轴42b背离重力辊42d的一侧,联动杆42f的下端穿过制动臂42e,联动杆42f对应制动臂42e的上侧设置有限位挡环,且联动杆42f穿过制动臂42e的一端套设有保持弹簧42g,保持弹簧42g的一端抵触于联动杆42f的下端,且保持弹簧42g的另一端抵触于制动臂42e的下侧,保持弹簧42g能够推动制动臂42e相对于联动杆42f向上运动至制动臂42e抵触于限位挡环。
55.作业时,包装膜将往复的绕于两重力辊42d后继续传输,当包装膜停止传输时,两重力辊42d因重力带动包装膜向下运动,拉紧包装膜,同时,悬臂42c随重力辊42d同步摆动,通过联动杆42f带动止动臂摆动,使制动臂42e的压持部压持于托辊41c的制动摩擦轮41e,限制托辊41c转动,即限制托辊41c的放膜,保持了包装膜的前端张紧;当包装膜后端受到拉力时,重力向上摆动,实现包装膜的输送,同时,悬臂42c随重力辊42d摆动,通过联动杆42f带动止动臂摆动,使止动臂的压持部向上脱离抵压止动摩擦轮,托辊41c即可随包装膜的拉持而放膜作业。
56.参照图5,传输部分43包括两固定于支撑架11上端的承载架43a,承载架43a与机箱1的长度方向相同,两承载架43a之间转动设置有多根传输辊,多根传输辊沿承载架43a的长度方向排列,且多根传输辊的轴线方向垂直于承载架43a的长度方向。多个传输辊中包括两用于与重力辊42d配合的换向辊,以及位于支撑架11上端的导向辊。
57.如此在包装膜输送时,托辊41c上放出的膜首先向上绕于一换向辊,再向下绕过一重力辊42d,再向上绕过另一换向辊后继续向下绕过另一重力辊42d最后再向上绕于其于传输辊进行水平输送,并最后经过支撑架11上端的导向辊向下传输。
58.进一步的,还可以在承载架43a的下侧设置激光打标器,在包装膜水平传送是同步进行打标处理。
59.进一步的,还可以在支撑架11上设置纠偏装置,用于在包装膜沿支撑架11向下输送的过程中进行纠偏处理。
60.阻挡部分包括阻动架,阻动架竖直的设置于两支撑架11之间,用于在包装膜传送的过程中,对包装膜夹紧,对包装膜施加足够的阻动摩擦力,以达到大于重力辊42d的重力,从而使包装膜在未收到外力时,能够保持静止,且当受到大于阻动架施加的阻动摩擦力之后,包装膜能够保持输送。
61.参照图7,具体的,阻动架整体呈长矩形结构,阻动架的包括长度方向与机箱1的宽度方向相同的支撑板44a,支撑板44a竖直设置,支撑板44a的两端均竖直固定有立板44b,两立板44b与两支撑架11固定,支撑板44a的一侧设置有压板44c,压板44c的长度方向与支撑板44a的长度方向相同,压板44c与支撑板44a的两侧可以通过穿设定位螺栓实现相对位置的固定。
62.参照图7,而为保证压板44c与支撑板44a之间能够通过包装膜,又保证压板44c与支撑板44a的夹紧力,支撑板44a和压板44c之间可以设置有弹性压紧件44d,以推动压板44c抵压于支撑板44a。本实施例中,弹性压紧件44d采用弹簧套设于定位螺栓上,通过弹簧一端抵接于定位螺栓头部另一端抵接于压板44c上,达到使压板44c于支撑板44a夹紧的效果。
63.进一步的,为避免压板44c与支撑板44a磨损包装膜并提高二者与包装膜的摩擦力,压板44c与支撑板44a之间还可以固定诸如毛毡层、相胶层、海绵层等多种防滑保护层。
64.作业时,包装膜末端绕过支撑架11上端的导向辊后将竖直穿过支撑板44a与压板44c之间延伸至机箱1的工作面上,等待对物料包装,由于支撑板44a和压板44c的作用,即可保障包装膜在不受外力的情况下能够处于静止。
65.进一步的,为满足不同需求,还可以使阻动架竖直滑移于两支撑架11之间,并于阻动架上设至锁定机构,以实现阻动架与支撑架11的锁定,也可以采用其他方式实现阻动架于支撑架11的锁定,即实现阻动架与支撑架11的相对固定即可。
66.参照图5,进一步的,阻动架的下侧设置有切刀机构6,即当包装膜从阻动架下侧拉出后,通过切刀机构6即可将包装膜切断。切刀机构6的选择只需能够实现包装膜的切断即可,此处不做过多赘述。
67.拉膜单元5,用于拉持穿过阻动架的包装膜下端,向下拖动包装膜,同时与推料单元3配合,实现对推料单元3推出的物料进行侧面包裹。
68.拉膜单元5包括夹持部分和拉动部分,夹持部分用于夹持包装膜下端,拉动部分用于带动夹持部分竖直往复运动。
69.参照图8和图9,具体的,拉持部分设置于机箱1内部,包括升降横梁51、夹指52以及夹指开合模组53。升降横梁51沿机箱1的宽度方向设置,机箱1内两侧竖直固定有两导轨12,升降横梁51的两端竖直滑移连接于两导轨12。
70.参照图8和图9,夹指52包括两个,两夹指52竖直设置于升降横梁51上。夹指52包括外夹指52a、内夹指52b以及开合拉杆52e。外夹指52a竖直固定于升降横梁51,内夹指52b设置于外夹指52a上端一侧,且内夹指52b铰接于外夹指52a,内夹指52b与外夹指52a之间固定有张开弹簧52c,张开弹簧52c能够推动内夹指52b上端趋向远离外夹指52a的方向转动至夹指52张开。开合拉杆52e竖直的滑移于外夹指52a内并位于内夹指52b下方,开合拉杆52e的上端固定有开合块52d,开合拉杆52e上套设有顶推弹簧52f,顶推弹簧52f的下端抵触于外夹指52a的下端,且顶推弹簧52f的上端抵触于开合块52d的下端,顶推弹簧52f的弹力大于张开弹簧52c的弹力,常态下,顶推弹簧52f推动开合块52d抵推于内夹指52b下端,从而使内夹指52b上端趋向外夹指52a转动,实现夹指52的闭合。
71.参照图8和图9,开合拉杆52e的下端穿过外夹指52a的下端并固定有水平设置的开合拉板52g,拉动开合拉板52g即可压缩顶推弹簧52f,使开合块52d下降脱离抵推内夹指52b,此时夹指52即可自动张开。
72.参照图8和图9,升降横梁51的下方对应两夹指52的位置还转动设置有开合转轴51a,开合转轴51a的轴线方向与升降横梁51的长度方向相同,开合转动轴的两端分别设置有角柄51b,角柄51b截面呈类三角形,其中部固定于开合转轴51a,两角柄51b靠近夹指52的一顶角之间固定有开合压杆51c,开合压杆51c的轴线方向与开合转轴51a的轴线方向相同,且开合压杆51c位于开合压板44c之间。当角柄51b转动时,即可带动开合压杆51c向下摆动,从而通过压持压板44c带动开合拉杆52e向下运动,直至开合块52d脱离抵触内夹指52b。
73.参照图10,夹指开合模组53包括第二凸轮53a,第二凸轮53a位于机箱1的b侧,且第二凸轮53a固定于主轴的一端,机箱1的b侧设置有第二被动臂53b,第二被动臂53b倾斜设置,第二被动臂53b的下端设置有第二抵触件,第二抵触件抵触于第二凸轮53a的外周面,第二被动臂53b的上端固定有被动轴53c,被动轴53c的轴线方向与机箱1的宽度方向相同,且被动轴53c转动连接于机箱1的b侧并延伸至机箱1内,被动轴53c延伸至机箱1内的一端固定
有推动臂53d,推动臂53d背离被动轴53c的一端铰接有竖直设置的平移推杆53e,机箱1对应平移推杆53e的上下两端均铰接又辅助摆臂53f,平移推杆53e的上下两端均铰接于辅助摆臂53f背离其与机箱1铰接的一端,平移推杆53e对应一角柄51b设置。
74.参照图10,第二凸轮53a受主轴驱动连续转动时,第二被动臂53b随第二凸轮53a的转动进行周期性摆动,第二被动臂53b摆动通过被动轴53c带动推动臂53d同步摆动,即可实现平移推杆53e的水平运动,当平移推杆53e趋向角柄51b方向运动至抵推于角柄51b时,角柄51b摆动带动开合压杆51c向下摆动,当平移推杆53e背离角柄51b方向运动至脱离角柄51b时,拉杆带动开合压板44c向上运动,拖动开合压杆51c向上摆动。
75.拉膜作业时,升降横梁51向带动夹指52向上运动时,此时状态下夹指52未张开处于闭合状态,而随这升降横梁51的竖直向上运动,平移推杆53e受第二凸轮53a的驱动同步趋向角柄51b的方向运动,随升降横梁51的竖直运动过程中逐渐抵推角柄51b,当升降横梁51带动夹指52上升至极限位置时,平移推杆53e也抵推角柄51b至开合压杆51c将开合压板44c向下压至极限位置,即开合拉杆52e带动开合块52d脱离抵推内夹指52b,夹指52张开,此时状态下,穿过阻动架的包装膜也将落于张开的夹指52内,然后,平移推杆53e将随第二凸轮53a的驱动趋向背离角柄51b的方向运动至脱离角柄51b,开合拉杆52e则受抵推弹簧的作用推动开合块52d上升至抵推于内夹指52b,使夹指52闭合夹紧包装膜下端,然后升降横梁51带动夹指52下降,实现将包装膜向下拉动,同时推料单元3推出的物料也将推至包装膜上,从而达到使包装膜包裹住物料,当包装膜包裹住物料后,第二凸轮53a再次带动平移推杆53e趋向角柄51b方向运动,即可实现夹指52的张开,此时裁切掉包装膜位于阻动架的下部位置,即可直接将包裹有物料的包装膜送走,然后平移推杆53e复位,进行下一循环即可。
76.拉动部分包括链条组以及链条驱动模块。链条组用于驱动升降横梁51往复运动。链条组包括设置于机箱1b侧的第一链条54,以及设置于机箱1内的两侧的第二链条55。
77.参照图11,机箱1的b侧下部靠近机箱1进料的部分固定连接有多个轴承座13,多个轴承座13沿机箱1的宽度方向设置,且多个轴承座13转动连接有一下联动轴14,下联动轴14位于机箱1的b侧一端固定有第一链轮54a,机箱1的b侧对应第一链轮54a的上方设置有安装座54b,安装座54b的一端就铰接于机箱1的b侧,且安装座54b的另一端铰接有竖直设置的张紧杆54c,机箱1的b侧对应张紧杆54c的下部固定有支柱54d,支柱54d上竖直成型有直径大于张紧杆54c直径的通孔,张紧杆54c穿过通孔并螺接有锁定螺母,以限制张紧杆54c下端向上脱离支柱54d的通孔,张紧杆54c上还套设有张紧弹簧54e,张紧弹簧54e的下端抵推于支柱54d的上侧,且张紧弹簧54e的上端抵推于张紧杆54c的上端。常态下张紧弹簧54e将推动张紧杆54c向上运动。张紧座上转动连接有第二链轮54f,第一链轮54a与第二链轮54f上套设有第一链条54,且第一链条54的中部固定有牵引挂耳,用于与链条驱动模块配合。
78.参照图11,机箱1内两侧的下端还均设置有第三链轮55a,两第三链轮55a均固定于下联动轴14,机箱1内两侧对应第三链轮55a的上方均转动设置有第四链轮55b,同侧的第三链轮55a与第四链轮55b上套设有第二链条55,升降横梁51的两端固定于两第二链条55。
79.作业时,第一链条54往复转动,带动下联动轴14往复转动,即可通过两第三链轮55a同步转动,从而带动两第二链条55往复转动,实现升降横梁51竖直往复运动。
80.参照图11,链条驱动模块包括第三凸轮56,第三凸轮56设置于机箱1的b侧,并与主轴固定连接,第三凸轮56背离机箱1的一侧成型有第三凸轮槽56a。机箱1的b侧设置有第三
被动臂57,第三被动臂57的一端设置有第三抵触件,第三抵触件插入第三凸轮槽56a内并与第三凸轮槽56a配合,第三被动臂57的另一端转动连接于机箱1的b侧并固定有可调臂57a,可调臂57a与第三别动臂之间呈预设的夹角。
81.参照图11,可调臂57a上沿其长度方向滑移连接有调节块57b,且可调臂57a上沿其长度方向转动连接有螺杆57d,调节块57b螺纹连接于螺杆57d,转动螺杆57d即可带动调节块57b沿可调臂57a滑移并定位。从而可以适应不同的工作需求。
82.参照图11,机箱1的b侧还转动连接有调节曲柄58,调节曲柄58呈v形,调节曲柄58的两臂交叉部转动连接于机箱1的b侧,调节曲柄58的一臂端部与调节块57b之间设置有可调拉杆58a,可调拉杆58a的一端铰接于调节块57b,且其另一端就铰接于调节曲柄58,机箱1的b侧还水平设置有第一摆臂59,第一摆臂59的长度方向中部铰接于调节曲柄58的另一臂端部,第一摆臂59的一端铰接于链条的牵引挂耳,且第一摆臂59的另一端铰接于机箱1的b侧。第三凸轮56转动,带动第三被动臂57往复摆动,从而使可调臂57a进行摆动,然后通过可调拉杆58a拉持调节曲柄58往复的摆动,最终带动第一摆臂59上下摆动,即可带动链条竖直往复运动。
83.拉膜单元5作业时的整体过程为:主轴带动第三凸轮56转动,使第二被动臂53b带动可调臂57a往复摆动,再使可调拉杆58a拉动调节曲柄58摆动,使第一摆臂59带动第一链条54竖直运动,而第一链条54往复转动,通过下联动轴14带动两第二链条55往复转动,实现升降横梁51带动夹指52的竖直往复运动,同时,主轴带动第二凸轮53a转动,通过第二被动臂53b和推动臂53d配合带动平移推杆53e水平运动,即可在夹指52的升降过程中实现夹指52的开合,以将包装膜夹持向下拉动。
84.本技术实施例一种信封式包装机的物料单侧包裹装置的实施原理为:作业时,通过驱动电机带动主轴连续转动,主轴连续转动将带动带动上料单元2的传送链条22、推料单元3的第一凸轮35以及拉膜单元5的第二凸轮53a和第三凸轮56连续转动。
85.当出两传送链条22同步转动,即可实现各随动限位空间的移动,然后将物料依次置于各限位随动空间内,即可实现物料的连续传送,当物料被推送至上料台21与机箱1连接的一端后,传送链条22向下转动,物料将随传送链条22的转动而被随动限位空间的限位杆23推出上料台21,实现上料,而第三凸轮56转动使第一摆臂59摆动,带动第一链条54竖直运动,再通过两第二链条55,实现升降横梁51带动夹指52的竖直往复运动,而升降横梁51向带动夹指52向上运动时,当升降横梁51带动夹指52上升至极限位置时,第二凸轮53a使平移推杆53e运动至抵推角柄51b,使夹指52张开,此时状态下,穿过阻动架的包装膜也将落于张开的夹指52内,然后,平移推杆53e反向运动,使夹指52闭合夹紧包装膜下端,升降横梁51带动夹指52下降,实现将包装膜向下拉动,使包装膜下端位于机箱1下侧。
86.然后,第一凸轮35转动通过第一被动臂36以及第一连动杆37,使滑架带动推料板33a往复运动,再配合推缸34带动推料板33a往复摆动,达到当物料输送出上料台21后,推料板33a继续推动物料沿机箱1的工作面运动,将物料继续朝向包装膜方向推动,使包装膜包
裹住物料的前侧,然后推缸34带动推料板33a向上摆动至脱离抵接物料,滑架带动推料板33a复位到达上料单元2输送的下一批物料的上方。
87.在紧接着,第二凸轮53a再次带动平移推杆53e运动,实现夹指52的张开,同时切刀机构6将包装膜位于阻挡架下侧的位置切开,即可直接将包裹有物料的包装膜送走,至此,即可实现包装膜的单侧包裹,然后热封包装膜的上下两侧并封闭包装膜的两端即可。
88.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。