1.本发明涉及钨丝制备技术领域,特别涉及一种多段加热的细钨丝加热模块及高强度细钨丝拉丝设备。
背景技术:
2.钨丝是指将钨条锻打、拉拔后制成的细丝,其主要用于白炽灯、卤钨灯等电光源中,也可作为高速切削合金钢,或用于光学仪器、化学仪器等。为了提高钨丝的抗高温蠕变性能,通常会在钨丝的冶制过程中添加少量的弥散强化元素钾、硅、铝及稀有金属的氧化物,以形成“燕尾搭接”状的互锁内部晶粒结构,这种钨丝称为掺杂钨丝(doped tungsten wi re)。掺杂钨丝也称作218钨丝或不下垂钨丝(non-sag tungsten wi re)。
3.掺杂钨丝的生产工序包括钨冶炼、粉末冶金制坯和塑性加工几个主要阶段。其中塑性加工主要采用旋转锻造(旋锻)、轧制和拉拔等方式。由于钨具有较高的塑脆转变温度,在低温或室温下表现出明显的脆性,因此在塑性加工过程必须加热到一定的温度,而温度过低又可能使得钨丝产生分层,同时可能使得钨丝表面纤维碎化,进而引起应力的高度集中,从而造成钨丝断裂源。因此,合理的拉拔温度是保证加工性能和钨丝的绕丝性能的关键。此外,在实际应用过程中,在钨丝进行拉丝前通常还会在其表面涂敷石墨乳,因此,对钨丝进行加热另一方面也可以蒸发石墨乳中的水分,进而使得石墨粉均匀贴附于钨丝表面。由于水分蒸发过程也会对钨丝温度造成影响,因此在加热过程中还需充分考虑这一因素。而现有的拉丝设备中,加热模块的温度控制精度较低,在石墨乳水分蒸发的影响下,可能会使得钨丝实际温度低于预期温度,进而影响其性能。
技术实现要素:
4.针对现有技术中的部分或全部问题,本发明第一方面提供一种多段加热的细钨丝加热模块,其采用多段加热方式,所述细钨丝加热模块包括:
5.第一温度区;以及
6.第二温度区,其沿钨丝走线方向设置于所述第一温度区下游。
7.进一步地,所述细钨丝加热模块还包括至少一个过渡温度区,设置于所述第一温度区与第二温度区之间。
8.进一步地,所述第一温度区与第二温度区的加热温度差值在10℃至100℃之间。
9.进一步地,所述第一温度区与第二温度区的加热温度差值为50℃。
10.进一步地,所述第二温度区的加热温度根据钨丝线径确定。
11.进一步地,所述第二温度区的加热温度为350℃至800℃之间。
12.进一步地,所述第二温度区的加热温度t与钨丝线径d的关系如下:
13.t=(-9*103)d2 (4.35*103)d 305,
14.其中,所述钨丝线径的单位为毫米。
15.基于如前所述的细钨丝加热模块,本发明第二方面提供一种高强度细钨丝拉丝设
备,其包括如前所述的细钨丝加热模块。
16.进一步地,所述高强度细钨丝拉丝设备还包括放线模块、石墨乳模块、模具模块、塔轮模块以及收线模块。
17.进一步地,所述高强度细钨丝拉丝设备还包括导轮组,其设置于所述放线模块与石墨乳模块,和/或所述模具模块与塔轮模块之间。
18.本发明提供的一种多段加热的细钨丝加热模块及高强度细钨丝拉丝设备,在钨丝拉丝过程中,采取了多个不同温度区进行加热,前段采用较高温度快速蒸发涂敷于钨丝表面石墨乳中的水分,后段根据钨丝线径设定加热温度,进而可以精确控制钨丝温度,提高钨丝的抗拉强度及延伸率。
附图说明
19.为进一步阐明本发明的各实施例的以上和其它优点和特征,将参考附图来呈现本发明的各实施例的更具体的描述。可以理解,这些附图只描绘本发明的典型实施例,因此将不被认为是对其范围的限制。在附图中,为了清楚明了,相同或相应的部件将用相同或类似的标记表示。
20.图1示出本发明一个实施例的高强度细钨丝拉丝设备的结构示意图;
21.图2示出本发明又一个实施例的高强度细钨丝拉丝设备的结构示意图;
22.图3示出本发明一个实施例的多段加热的细钨丝加热模块的结构示意图;
23.图4示出本发明一个实施例的移动式加热模块的结构示意图;
24.图5示出本发明一个实施例的采用加热管的加热模块的结构示意图;
25.图6示出本发明一个实施例的预制加热块的结构示意图;
26.图7示出本发明一个实施例的导轮的结构示意图;
27.图8示出本发明一个实施例的放线装置的结构示意图;以及
28.图9示出本发明一个实施例的拉丝模具的结构示意图。
具体实施方式
29.以下的描述中,参考各实施例对本发明进行描述。然而,本领域的技术人员将认识到可在没有一个或多个特定细节的情况下或者与其它替换和/或附加方法、材料或组件一起实施各实施例。在其它情形中,未示出或未详细描述公知的结构、材料或操作以免模糊本发明的发明点。类似地,为了解释的目的,阐述了特定数量、材料和配置,以便提供对本发明的实施例的全面理解。然而,本发明并不限于这些特定细节。此外,应理解附图中示出的各实施例是说明性表示且不一定按正确比例绘制。
30.在本说明书中,对“一个实施例”或“该实施例”的引用意味着结合该实施例描述的特定特征、结构或特性被包括在本发明的至少一个实施例中。在本说明书各处中出现的短语“在一个实施例中”并不一定全部指代同一实施例。
31.需要说明的是,本发明的实施例以特定顺序对工艺步骤进行描述,然而这只是为了阐述该具体实施例,而不是限定各步骤的先后顺序。相反,在本发明的不同实施例中,可根据工艺的调节来调整各步骤的先后顺序。
32.在本发明中,术语“高强度钨丝”是指拉伸强度不小于5800mpa的钨丝。术语“细钨
丝”是指线径不大于36微米、尤其是28微米左右的钨丝。例如,本发明的细钨丝可以是线径从0.4mm拉伸到0.028mm左右、拉伸强度不小于5800mpa的超细钨丝。
33.为了形成高强度晶粒结构钨丝,本技术对针对现有钨丝拉丝设备进行了改进,使得能够生产出线径不大于36微米、拉伸强度不小于5800mpa的超细钨丝。下面结合实施例附图,对本技术的方案做进一步描述。
34.图1示出本发明一个实施例的高强度细钨丝拉丝设备的结构示意图。如图1所示,一种高强度细钨丝拉丝设备,其沿钨丝拉丝走向依次包括放线模块101、石墨乳模块102、加热模块103、模具模块104、塔轮模块105以及收线模块106。其中为了避免钨丝晃动,在所述放线模块101与石墨乳模块102,和/或所述模具模块104与塔轮模块105之间还设置有导轮组107,且所述导轮组107中的导轮个数与拉丝次数,即所述模具模块104中包含的拉丝模具数量一致。
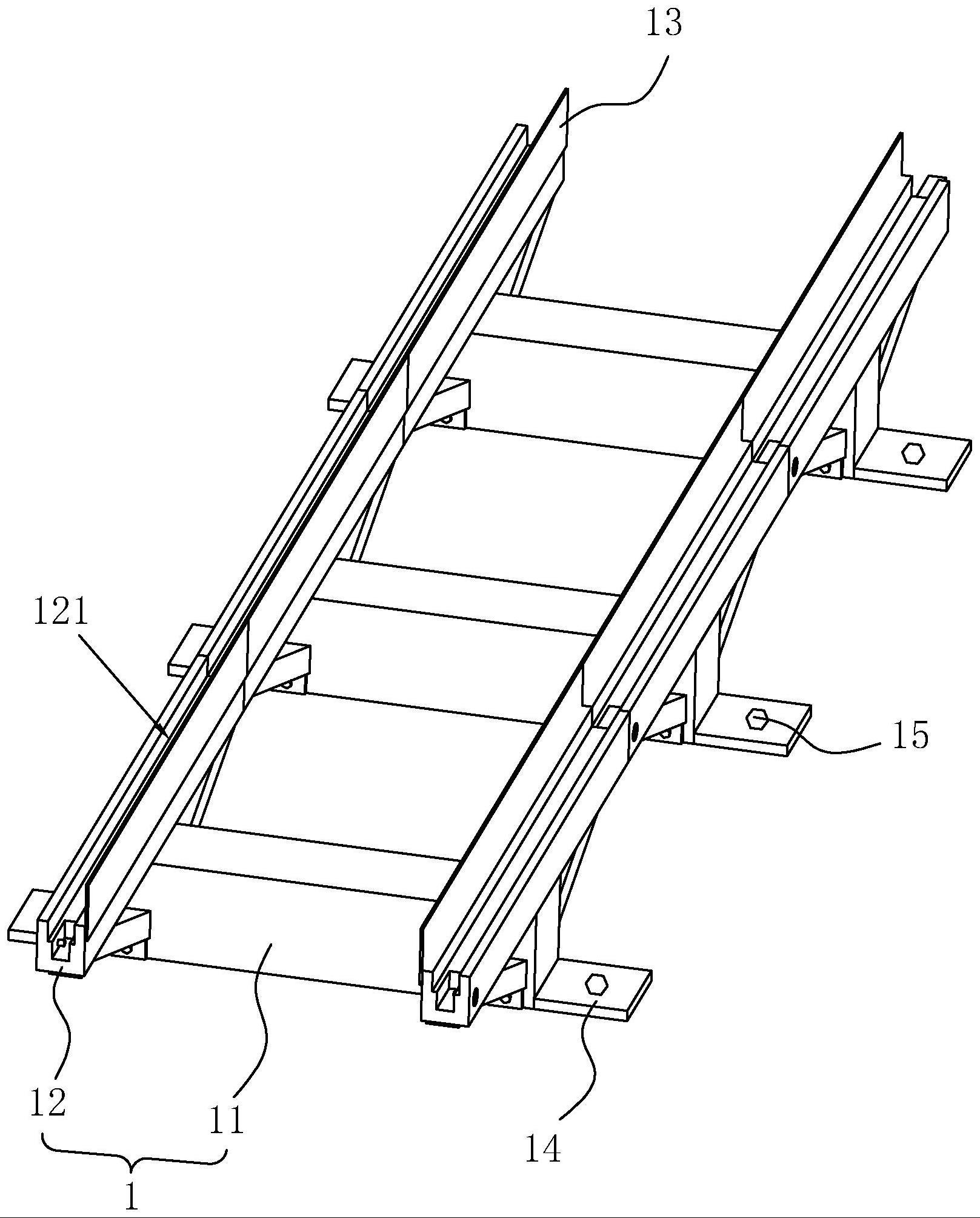
35.所述放线模块101可以采用主动放线或者被动放线模式。图8示出本发明一个实施例的放线装置的结构示意图,如图8所示,在本发明的一个实施例中,所述放线模块101包括放线盘111、导轮组112、固定杆113、摆杆114、摆轮115、固定导轮116、支撑架117、电机118以及控制器(未示出)。其中所述放线盘111、固定杆113、固定导轮116均固定设置在支撑架117的第一侧。所述放线盘111用于放钨丝。导轮组112固定设置在固定杆113的端部,包括并列的2个导轮槽,其中第一导轮槽远离支撑架117,第二导轮槽邻近支撑架117。所述摆杆114活动设置在支撑架117的第一侧。摆轮115固定设置在摆杆114的端部。摆杆114可检测摆轮115的摆动角度,并将信号传输至控制器,进而通过控制器调节主动放线速度使其与拉丝速度达到平衡。摆轮115与摆杆固定连接,钨丝绕过摆轮115,在钨丝拉动下所述摆轮115及摆杆114可上下摆动。所述电机118位于在支撑架117的与其第一侧相对的第二侧,与放线盘111固定连接,以驱动放线盘111转动放线。所述控制器控制电机118的运行,包括控制器启动和停止电机118,以及根据接收到的摆轮114的信号调节电机8的转速。
36.石墨乳在钨丝加工过程中起到润滑和保护的作用,若润滑性能不好,所需的拉伸力则更大,相应地也会增大钨丝与模具间的摩擦热,进而使得进出模温差变小,造成“缩丝”。因此,在钨丝拉丝前通常需要通过石墨乳模块在钨丝表面涂敷一层石墨乳。在本发明的一个实施例中,所述石墨乳模块102包括石墨乳容器、石墨乳槽、水泵、倾斜盘、第一管路、第二管路、以及第三管路。其中所述石墨乳容器为底部呈锥形的容器,其用于存放石墨乳,能使石墨乳无残留的流淌。所述石墨乳筒用于在钨丝的表面涂覆石墨乳,所述石墨乳筒的上半部分具有多个弧形的过线开口,所述过线开口的宽度为3mm,以便金属丝穿过石墨乳筒,石墨乳筒内盛有石墨乳,所述石墨乳的水平面不低于所述过线开口,当金属丝穿过槽壁上开口后会在表面覆盖一层石墨乳。所述水泵用于提供动力,其分别通过第二管路及第三管路与所述石墨乳容器及石墨乳筒连通,以将石墨乳容器中的石墨乳输送至石墨乳筒中。所述倾斜盘位于石墨乳筒的下方,且与石墨乳容器通过第一管路连通,用于承接从石墨乳筒流出的石墨乳,并在重力作用下将石墨乳输送至石墨乳容器。倾斜盘的长和宽均大于石墨乳筒的长和宽。在本发明的一个实施例中,可以使用石墨乳槽代替石墨乳筒,所述石墨乳槽的相对的两个槽壁上具有多个相对的开口,以便金属丝穿过石墨乳槽,当金属丝穿过槽壁上过线开口后会在表面覆盖一层石墨乳。
37.由于通过所述石墨乳模块102涂敷于钨丝表面的石墨乳实际为石墨粉悬浮液,因
此涂敷有石墨乳的钨丝在送入模具前还需要通过所述加热模块103进行加热。一方面所述加热模块103可以蒸发石墨乳中水分,进而使得石墨粉固化于钨丝表面,另一方面所述加热模块103还可以使得钨丝达到适宜拉伸的温度。
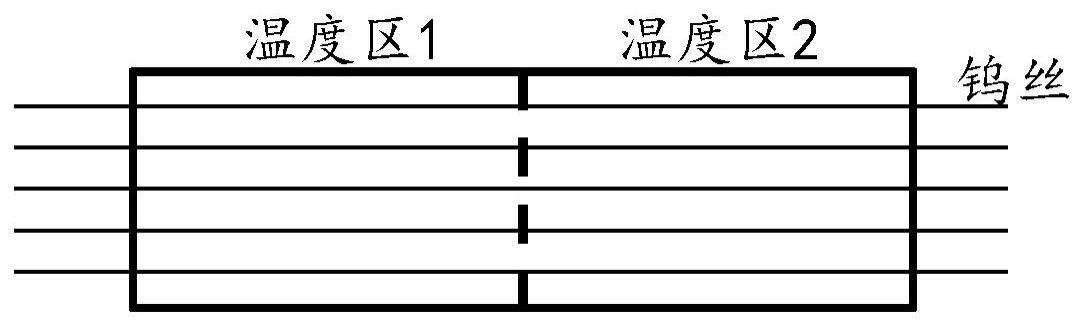
38.由于石墨乳水分蒸发过程也会对钨丝自身温度造成一定影响,因此,在本发明的一个实施例中,如图3所示,所述加热模块103中沿所述钨丝走向设置有至少两个温度区,其中第一温度区主要目的在于快速蒸发水分,第二温度区用于调节钨丝温度。为了避免温度变化过大影响钨丝延伸率,在本发明的一个实施例中,还可在所述第一、第二温度区之间设置若干个温度过渡区。在本发明的一个实施例中,所述第一温度区主要用于蒸发石墨乳的水分,钨丝的加热主要通过第二温度区完成,由于水分蒸发所需温度通常低于钨丝加热温度,因此,所述第一温度区的温度低于所述第二温度区,其中第二温度区的温度根据钨丝线径动态调整。在本发明的又一个实施例中,第一温度区既用于蒸发石墨乳的水分,同时还进行钨丝的加热,则为了快速蒸发石墨乳中水分,所述第一温度区的温度高于所述第二温度区的温度,优选地所述第一温度区比第二温度区温度高50℃。钨丝的适宜拉伸温度通常在350℃到800℃之间,且与钨丝自身线径有关,通常而言,随着钨丝线径的减小,其所需的加热温度应不断下降。基于此,在本发明的一个实施例中,所述第二温度区的温度t根据所述放线模块101中钨丝线径d动态调整:
39.t=(-9*103)d2 (4.35*103)d 305,
40.其中,所述钨丝线径d的单位为毫米。
41.在本发明的又一个实施例中,当钨丝需从0.39毫米拉伸至0.18毫米线径时,所述第二温度区的温度例如可设置为750℃至850℃之间,当钨丝需从0.18毫米拉伸至0.07毫米线径时,所述第二温度区的温度例如可设置为600℃至700℃之间,以及当钨丝需从0.07毫米拉伸至0.03毫米线径时,所述第二温度区的温度例如可设置为400℃至550℃之间。
42.受限于现有加热技术,加热模块通常需要30分钟甚至更长时间才能达到所需温度,而在钨丝拉丝过程中,钨丝需要从所述加热模块内部穿过,且穿丝操作通常需要手动完成,这就意味着所述加热模块只能在穿丝完成后再启动,严重影响整体生产效率。为了提高效率,在本发明的一个实施例中,如图4所示,所述加热模块103包括加热部131以及移动部132。其中所述加热部131可沿所述移动部132,在垂直于所述钨丝走向的方向移动。通过这一结构使得在钨丝穿线过程中,所述加热部可以同步开始预热,进而节约时间,提高效率,且可以有效提高穿线操作时的安全性。具体而言,如图4所示,所述加热部131包括相互平行或基本平行的上半部及下半部。所述上半部和/或下半部内部或表面设置有加热装置,例如加热棒等,所述钨丝从上半部与下半部之间的空隙穿过,进而可以通过上半部和/或下半部的加热装置对钨丝进行加热。在本发明的一个实施例中,所述上半部及下半部的第一侧壁相互连接,使得所述加热部131在钨丝走向方向的截面呈“匚”型。所述移动部132用于使得所述加热部131可沿垂直于所述钨丝走向的方向平移。在本发明的一个实施例中,所述移动部132包括导轨、滑块、滚珠丝杠以及驱动电机,其中所述导轨设置于钨丝走线在上方或下方,且垂直或基本垂直于所述钨丝,所述滑块相应地设置于所述加热部131的上半部或下半部表面,所述滚珠丝杠的一端与所述驱动电机连接,另一端连接至所述加热部131,所述驱动电机驱动滚珠丝杠转动,进而使得所述加热部131沿导轨平移。应当理解的是,在本发明的其他实施例中,也可以采用其他平移机构来实现加热部的移动,例如皮带传动、链条传
动、或手动操作等。
43.在对钨丝加热的过程中,由于采用间接加热的方式,因此为了提高温度控制的精确度,钨丝与加热模块之间的距离应该尽可能小,但是距离过小有可能导致钨丝与加热模块接触,进而产生损伤。为了解决这一问题,在本发明的一个实施例中,如图5所示,所述加热模块通过采用u型或w型加热管501对钨丝进行加热,同时为了避免加热过程中加热管501出现起伏进而触碰到钨丝,所述u型或w型加热管的两端采用保温绝缘材料502压实。u型或w型加热管热效率高,且发热均匀,能够满足钨丝拉丝对于温度均匀性的要求。为了保证温度均匀性,所述保温绝缘材料不能过多覆盖所述加热管。在本发明的一个实施例中,所述加热管被所述保温绝缘材料覆盖的距离不超过所述u型加热管或w型加热管弯道长度的1/2,优选为1/4。在本发明的一个实施例中,所述加热管被所述保温绝缘材料覆盖的距离在1.5cm至2.5cm之间,优选为2cm。
44.在本发明的又一个实施例中,所述加热模块采用预制加热块对钨丝进行加热,预制加热块温度均匀性好。如图6所示,所述预制加热块包括加热丝601及包覆所述加热丝的绝缘导热层602。所述预制加热块上电后,所述加热丝开始工作产生热量,并通过接触直接加热所述绝缘导热层,最后通过热辐射的方式加热钨丝。在本发明的一个实施例中,所述绝缘导热层的材料为二氧化硅。在本发明的一个实施例中,所述预制加热块根据如下步骤制成:
45.首先,将加热丝埋入二氧化硅粉末,但露出接线端;以及
46.接下来,利用高温对埋有加热丝的二氧化硅粉末进行加热,使得粉末颗粒之间发生烧结,形成整块预制加热块。
47.所述模具模块104用于对钨丝进行压缩定径,以获取指定线径的钨丝。在本发明的一个实施例中,所述模具模块104包括拉丝模具及模座。所述模座设置于所述拉丝模具的下方,且包括加热机构,进而可对所述拉丝模具进行加热,使其温度接近或等于经所述加热模块103加热后的钨丝的温度。在本发明的一个实施例中,所述模座的加热温度为200℃至700℃之间。
48.图9示出本发明一个实施例的拉丝模具的结构示意图。如图9所示,在本发明的一个实施例中,所述拉丝模具包括衬套141以及模芯142。其中所述衬套141布置在所述模芯142的外围。所述模芯142为聚晶金刚石模芯,所述聚晶金刚石模芯中的金刚石含量为90%-98%,所述聚晶金刚石模芯中的金刚石包括纳米金刚石晶粒以及微米金刚石晶粒,其中所述纳米金刚石晶粒的晶粒直径小于等于50纳米,所述微米金刚石晶粒的晶粒直径小于等于10微米,并且所述微米金刚石晶粒的质量占比小于等于46%。所述衬套141可以是金属材料,例如可以是铸铁、不锈钢、铜等。所述衬套141以及所述模芯142的中心处具有加工孔,在钨丝拉丝的过程中,钨丝经过所述加工孔被压缩、拉伸为需要的直径。
49.如图9所示,所述加工孔包括压缩区143、定径区144以及出口区145。所述压缩区143、定径区144以及出口区145依次布置在所述加工孔的由入口到出口的方向上,所述压缩区143的直径在所述加工孔的由入口到出口的方向上逐渐减小,所述出口区145的直径在所述加工孔的由入口到出口的方向上逐渐增大。所述压缩区143和\或所述出口区145的由于直径变化形成的锥角θ的角度小于等于18
°
,所述定径区的长度小于等于0.3mm。
50.所述塔轮模块105沿钨丝走线方向设置于所述模具模块104的后方,其与钨丝之间
的滑动摩擦力可为钨丝提供牵引力,经过所述模具拉丝后的钨丝绕所述塔轮模块至少半圈后牵引回到石墨乳模块中进行下一次拉丝操作。所述塔轮模块105包括多层导轮,所述导轮的层数与拉丝次数,即所述模具模块104中包含的拉丝模具数量一致。在钨丝拉丝过程中,随着钨丝线径的不断变小,所需牵引力也随之减小,同时,随着线径的变小,钨丝长度不断边长,因此,在本发明的一个实施例中,所述塔轮各层导轮的直径逐步增大。在本发明的一个实施例中,各层导轮直径的大小与钨丝的延伸率δ
模具
相关,其中所述钨丝的延伸率δ
模具
=(d
n-1
2-dn2)/d
n2
,其中d
n-1
为进入第n个拉丝模具前,即第n次拉丝前钨丝的线径,以及dn为经过第n个拉丝模具拉丝后的钨丝线径。在本发明的一个实施例中,所述钨丝的延伸率δ
模具
与所述塔轮的延伸率δ
塔轮
接近,但略大于所述塔轮的延伸率δ
塔轮
,即两者比值δ
模具
:δ
塔轮
≥1.01,其中所述塔轮的延伸率δ
塔轮
=(d
n-d
n-1
)/d
n-1
,其中,dn指第n层导轮的直径。在本发明的一个实施例中,所述塔轮模块105通过电机驱动,通过所述电机相连的控制器,可以控制所述塔轮模块的转速。在本发明的一个实施例中,所述塔轮模块作为一个整体,由一个电机控制,即各层导轮同步转动。在本发明的又一个实施例中,通过不同电机控制所述塔轮模块的各层导轮,进而可以根据需要的延伸率控制不同导轮转速。为了提高塔轮模块的耐磨度,避免在牵引过程中,钨丝与所述塔轮模块的表面摩擦造成塔轮磨损甚至污染钨丝,在本发明的一个实施例中,采用铸铁或不锈钢等材质制造所述塔轮模块,并在其表面复合一层硬质合金或陶瓷,其中所述硬质合金例如可采用碳化钨等。此外,在本发明的一个实施例中,为了提供最佳的摩擦系数,还进一步用600目至1200目打磨所述塔轮模块的表面,以限定其表面粗糙度。
51.如前所述,所述塔轮模块可根据所需的钨丝线径调整牵引力,进而保证钨丝达到预设延伸率。在多轴控制方案中,牵引力通过转速调节。但是在一体化控制方案中,由于塔轮模块作为一个整体,各层导轮速度一致,若仅通过导轮直径控制牵引力,则所需钨丝线径一旦变化,则可能需要不同的塔轮模块,大大降低了塔轮模块的通用性。为避免这一情况,在实际操作中,可以通过控制钨丝绕塔轮模块的圈数来调整牵引力。为了进一步的控制调节精度,在本发明的一个实施例中,如图2所示,在所述塔轮模块前还可设置分线导轮108。经拉丝模具挤压后的钨丝依次绕经分线导轮及塔轮模块,进而可以以半圈为步进,调节钨丝与塔轮模块的接触长度,进而调整牵引力。由于通常最后一次拉丝时不需要继续调整牵引力,因此,通常分线导轮的个数应小于所述塔轮模块的层数,优选地比塔轮模块的导轮层数少一个。
52.所述导轮组107包括若干导轮,在本发明的一个实施例中,所述导轮包括轴承以及外壳,其中所述外壳贯穿连接于所述轴承上,进而可在轴承带动下转动。为了避免在钨丝拉丝过程中钨丝产生晃动,进而影响钨丝直度,在本发明的一个实施例中,所述外壳包括“v”型过线槽。如图7所示,所述过线槽的底部包括圆弧段,且所述圆弧段的宽度略大于所述钨丝线径,例如可为所述钨丝线径的110%至130%范围内,两侧锥面的设置能引导金属丝落入所述过线槽的底部,并能有效地避免钨丝从所述导轮脱落。为了避免拉丝过程中钨丝与导轮摩擦损伤导轮,在本发明的一个实施例中,所述导轮的外壳采用高分子聚酯材料。此外,为了提高稳定性,在本发明的一个实施例中,所述导轮包括至少两个轴承,其中所述至少两个轴承同心设置。
53.基于如前所述的高强度细钨丝拉丝设备结构可实现钨丝细拉,通常钨丝的细拉可
将钨丝线径由0.39毫米拉升至35微米左右,整体细拉过程通常需要经过25至35个模具,因此,若采用如前所述的高强度细钨丝拉丝设备,需要进行多次操作才可完成细拉。其中每一次操作包括:
54.首先,根据当前钨丝线径设置所述加热模块103的加热温度,并进行预热;
55.接下来,进行穿线操作,使得钨丝依次经过所述放线模块101、石墨乳模块102、加热模块103、模具模块104、塔轮模块105,其中,钨丝首先穿过第一个拉丝模具,并绕塔轮模块的第一层指定圈数后,回绕至所述石墨乳模块102,以此类推,在绕塔轮模块的最后一层指定圈数后经所述收线模块106牵引出所述高强度细钨丝拉丝设备。其中为了避免钨丝晃动,在所述放线模块101与石墨乳模块102,和/或所述模具模块104与塔轮模块105之间还设置有导轮组107。为了提高请应力调节进度,也可在塔轮模块105前设置分线导轮108。此外,若采用可移动的加热模块,则可在加热模块预热的同时完成穿线操作;
56.接下来,启动设备,使得钨丝开始沿预设路径传动,即首先进入所述石墨乳模块102中,进而在表面均匀涂敷上石墨乳,然后在所述加热模块103中进行加热,一方面烘干石墨乳水分,一方面使钨丝达到拉升温度,到达指定温度的钨丝经由拉丝模具拉挤,并绕经塔轮模块后回到石墨乳模块中,继续进行下一次拉丝;以及
57.最后,一次操作完成后,更换模具模块,重新设置加热模块温度,继续操作,直至达到预设的钨丝线径。
58.尽管上文描述了本发明的各实施例,但是,应该理解,它们只是作为示例来呈现的,而不作为限制。对于相关领域的技术人员显而易见的是,可以对其做出各种组合、变型和改变而不背离本发明的精神和范围。因此,此处所公开的本发明的宽度和范围不应被上述所公开的示例性实施例所限制,而应当仅根据所附权利要求书及其等同替换来定义。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。