1.本发明涉及一种用于制造大面积显示器用精细金属掩模的多个光掩模对准装置及对准方法,更详细地,为了容易地制造用于制造第8代大面积显示器的精细金属掩模(finemetalmask),连接使用多个光掩模原材料或多个光掩模,从而能够制造具有扩展的有效部的第8代精细金属掩模。由此,相比用于制造第6.5代显示器的精细金属掩模,制造具有长度被延长的有效部的精细金属掩模不仅能够谋求生产效率,而且还能够活用原来现有的用于制造第6.5代用精细金属掩模的曝光装置。
背景技术:
2.在显示器产业发展过程中“大型化”成为开创新市场且扩大规模而持续成长的基础。大型化意指大面积显示面板生产线构筑及生产板英寸的扩大。显示器商家在构筑大面积生产线、提高生产性且用更低廉的成本制造大型板上付出了诸多努力。
3.精细金属掩模(finemetalmask)作为用于在显示面板上沉积oled元件的核心构件,用于沉积现有的第6.5代oled像素的精细金属掩模处于再难以追随大面积化的显示面板的潮流的状况。因此,现处于需要开发用于沉积第8代oled像素的精细金属掩模(以下简称“第8代掩模”)的实情。
4.精细金属掩模包括:有效部,作为形成有图案的区域以沉积像素;以及夹持部,形成在所述有效部的两端,以在沉积像素的过程中起到掩模固定功能以用于将精细金属掩模安置在板上。
5.然而,第6.5代掩模的有效部的长度为1100
㎜
,相比,由于第8代掩模的有效部的长度为2200
㎜
,其中连带考虑夹持部的长度后长达2600
㎜
,因此存在通过最长可曝光至2400
㎜
的现有曝光机难以制造第8代掩模的问题。
6.另外,为了制造适合于生产第8代掩模的曝光机需要大量资本,这预期会形成与此相应高的市场价格,由此也存在导入新的曝光机致使负担加重的问题。
7.而且,用作制造第8代掩模的光掩模具有层压两个或两个以上的数量的形态,在将各自预先加工的两个光掩模进行层压的过程中,不能确保两个光掩模之间对准的连续性或一致性的可能性高,如上所述地在不能确保对准的连续性或一致性的情况下,在像素形成过程中会发生像素不良,可能会因像素不良引发显示器的分辨率变差的问题。因此,期待开发用于制造第8代掩模的新的工程技术。
技术实现要素:
8.技术问题
9.本发明为了解决上述现有技术的问题而提出,本发明的目的在于通过以高精确度对准多个光掩模,从而制造具有高对准度的用于制造第8代大面积显示器的精细金属掩模。
10.另外,本发明的另一目的在于,能够提出一种新的利用原来现有的曝光机的光掩
模对准装置及对准方法,从而在制造用于制造第8代大面积显示器的精细金属掩模时,消除了开发新的曝光机的必要性并能够使得一般的曝光机的活用度最大化。
11.另外,本发明的又一目的在于,配置一种简易的对准检测装置,以便在现有的曝光机上对多个光掩模进行精密对准。
12.技术解决方法
13.为达到上述目的,提供一种用于制造大面积显示器用精细金属掩模的多个光掩模对准装置,其特征在于,包括:对准基准部,形成有至少两个对准基准点,所述对准基准点位于与对准标记重叠的位置;以及摄像装置,安装在能够拍摄所述对准基准部与对准标记的重叠状态的位置,所述对准基准点中的至少一个与形成在多个光掩模中的第一光掩模上的对准标记重叠,并且剩余的对准基准点与形成在第二光掩模上的对准标记重叠,所述第二光掩模与所述第一光掩模相邻地对准。
14.优选地,所述对准系统位于所述光掩模的上部或下部并且被可移动地设置。
15.优选地,所述摄像装置的数量与所述对准基准点的数量相同。
16.另外,本发明提供一种用于制造大面积显示器用精细金属掩模的多个光掩模对准方法,其特征在于,通过所述对准装置来执行,包括:第一步骤,在光掩模上形成至少一个对准标记;第二步骤,将形成有所述对准标记的至少两个光掩模一次对准并安装在曝光机的光掩模安装支架上;第三步骤,确认所安装的所述光掩模之间的对准标记的位置;以及第四步骤,根据所确认的对准标记的位置确定对准状态的完成与否,所述对准状态的完成与否根据各个光掩模上形成的对准标记与对准基准部的一致与否来认可,在对准状态未完成的情况下,将所述光掩模二次对准,接着再次从所述第三步骤开始执行。
17.发明的效果
18.根据如上所述的本发明,本发明为解决上述现有技术中的问题而提出,并且本发明可以期待如下效果,即通过以高精确度对准多个光掩模,从而具有高对准度。
19.另外,本发明可期待如下效果,即能够提出一种新的利用原来现有的曝光机的光掩模对准装置及对准方法,从而在制造用于制造第8代大面积显示器的精细金属掩模时,消除开发新的曝光机的必要性并能够使得一般的曝光机的活用度最大化。
20.另外,本发明可期待如下效果,即在对多个光掩模进行对准时,通过在现有的曝光机上利用所配置的简易的对准装置,能够以方便简单的方法对光掩模进行精确对准。
附图说明
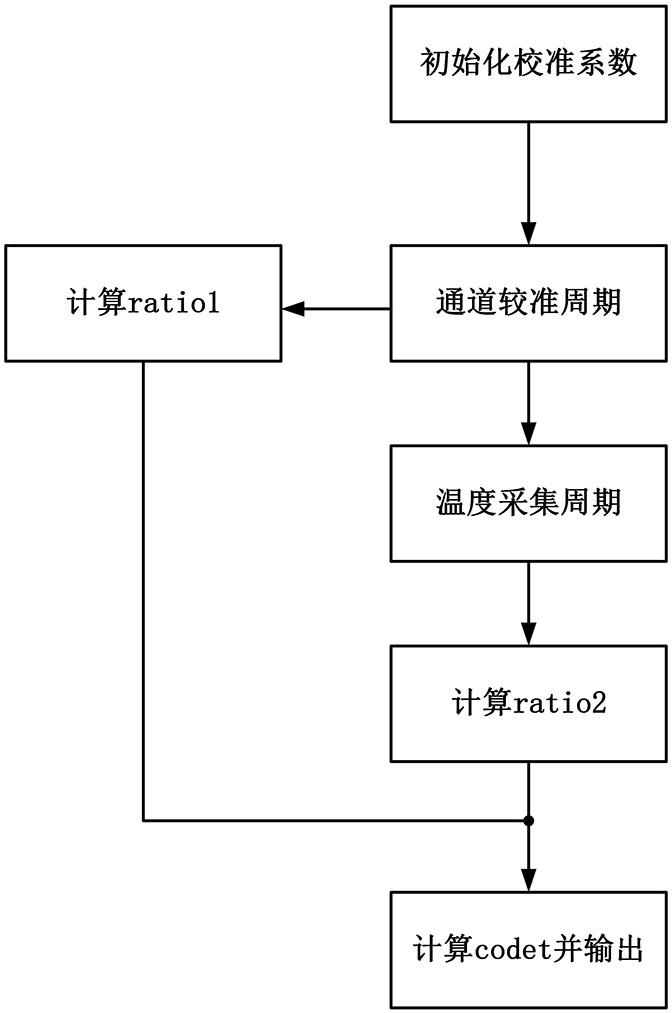
21.图1作为示出了将根据本发明一实施例的两个单独的光掩模进行层压并确保对准度的过程的流程图,示出了使用现有的曝光机的情况。
22.图2是示出在根据图1进行光掩模层压并确保对准度后利用其对精细金属掩模的表面进行曝光的过程的流程图。
具体实施方式
23.以下,为了使本发明所属技术领域中具有通常知识的人员更加容易地实施,将参照附图更详细地描述根据本发明的一个实施例。然而,本发明可以以多种不同的形式实现而并不限定于在此描述的实施例。另外,在附图中为了明确说明本发明而省略了与说明无
关的部分,在说明书全文中对于相似的部分赋予了相似的附图标记。
24.在说明书全文中,某一部分“包括”某一构成要素时,这意指在没有特别相反记载的情况下并不排除其它构成要素而是还可以包括其它构成要素。
25.另外,在说明书中记载的“...部”、“...机”等用语意指处理至少一个功能或动作的单元。
26.在本发明中,为了制造第8代精细金属掩模,首先需要制造光掩模,然而,考虑到目前在全球范围内使用的曝光机的尺寸,当前生产的光掩模仅适合制造符合第6.5代尺寸的精细金属掩模,因此需要连接两个以上光掩模以制造第8代尺寸的精细金属掩模。为此,例如需要精确对准两个光掩模,如果对准不正确,则无法制造出优质的精细金属掩模。另外,当前完全没有能够制造第8代精细金属掩模的单个光掩模,因此在任何地方都无法采购,这就是要实现本发明的动机所在。
27.第8代精细金属掩模的特征是其有效部形成为长于现有的第6.5代精细金属掩模的有效部的两倍。第8代精细金属掩模的整体长度为2600
㎜
,其相比1500
㎜
的第6.5代精细金属掩模的整体长度长达1100
㎜
。另外,曝光机用于执行作为用于制造精细金属掩模的一个过程的曝光工序,由于能够曝光最大至2500
㎜
长度的被处理体,因此能够一次性整体曝光第6.5代精细金属掩模,但无法一次性整体曝光第8代的精细金属掩模。在制造第8代的精细金属掩模时,在使用当前的曝光机的情况下,可以仅曝光有效部分,但不可能曝光包括非有效部分的长度。
28.图1作为示出了将根据本发明一实施例的两个单独的光掩模进行层压并确保对准度的过程的流程图,示出了使用现有曝光机的情况,图2是示出在根据图1进行光掩模层压并确保对准度后利用其对精细金属掩模的表面进行曝光的过程的流程图。
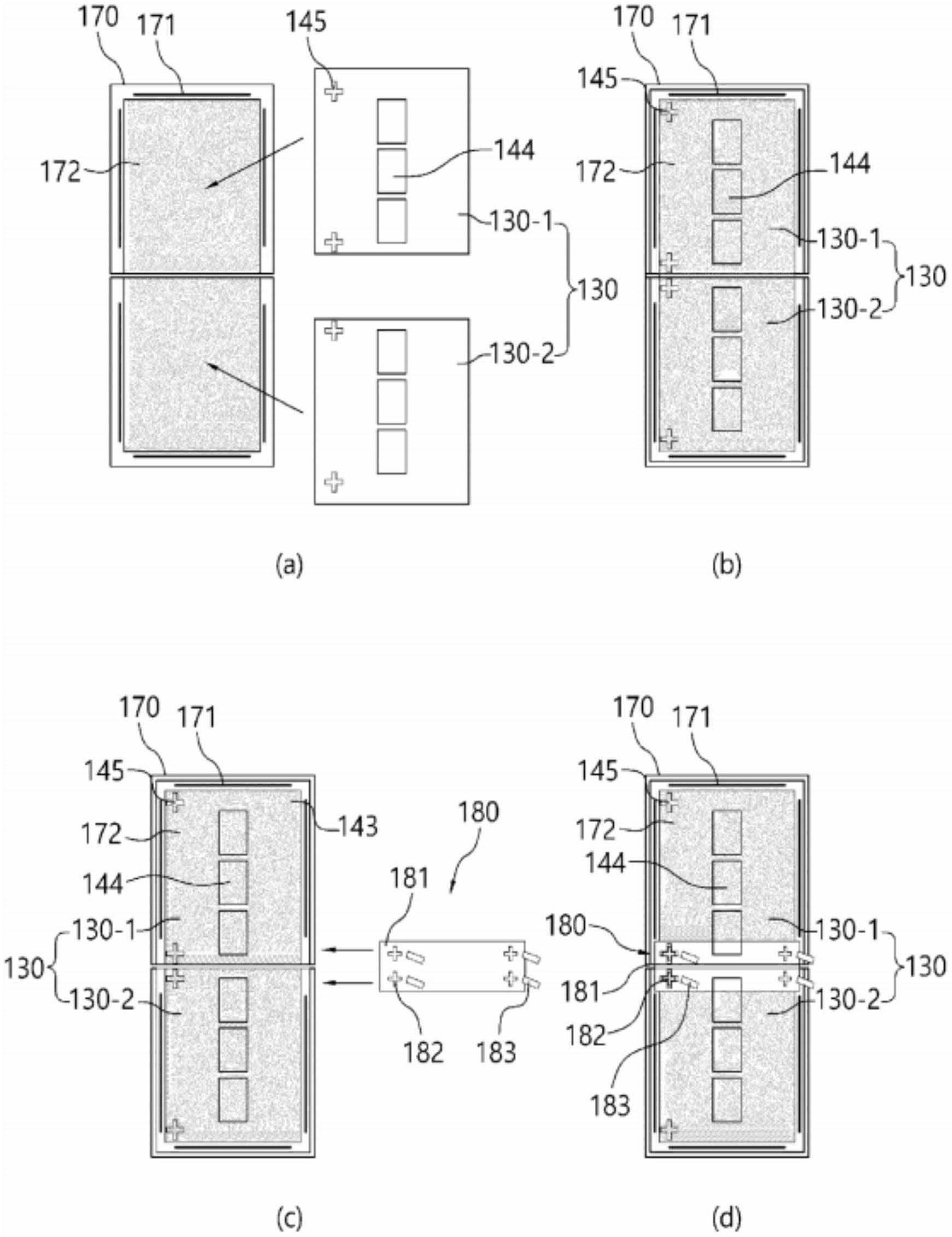
29.图1示出了在层压制造的多个单元光掩模时用于确认对准状态的方法。图中示出的光掩模安装支架170作为支撑(安装)光掩模的区域,由所述支架所围绕的中央部分被贯通,且使得安置有光掩模的透明的支撑板172位于所述中央部分。
30.所述支撑板172主要采用玻璃板。这是因为玻璃板具有耐热性且为透明而适合执行曝光过程。然而,作为代替材料也可以采用合适的材料而非玻璃板。
31.并且,在支架的边缘上设置有赋予负压的狭槽(slit)171,在支撑光掩模时通过负压能够使得光掩模130安置在支架上,由此能够实现光掩模130的稳固固定。所述狭槽171可以用孔替代,能够利用负压的缝隙空间可以为任意形态。
32.光掩模安装支架170具有能够支撑制造的两个单元光掩模130-1、130-2的尺寸。然而,能够被支撑的光掩模的数量并不限定于两个,也可以根据支架的尺寸或掩模的长度支撑更多的光掩模。
33.光掩模安装支架170作为现有曝光机的一个组件,可以固定单个光掩模,并将其用于金属板材190的曝光工艺。然而,不包括用于层压和支撑多个光掩模且确认他们之间的对准状态的功能。如上所述,在层压多个光掩模的情况下,需要精确实现图案的对准,因此需要精确地对准多个光掩模并另外寻求能够确认对准状态的手段。
34.为此,在本发明中,在曝光机上搭载了移动式光掩模对准装置180,由此,能够精确地确认被层压的光掩模的对准状态,并能够实现具有适合于执行曝光过程的对准状态的被层压的光掩模。即,通过进一步提高现有曝光机的利用率,在制造第8代精细金属掩模的过
程中也可以利用现有曝光机。
35.更具体地,制造所述光掩模的过程包括:第一步骤,在光掩模上形成至少一个对准标记145;第二步骤,将形成有所述对准标记145的至少两个光掩模一次对准并安装在曝光机的光掩模安装支架170上;第三步骤,确认所安装的所述光掩模之间的对准标记145的位置;以及第四步骤,根据所确认的对准标记145的位置确定对准状态的完成与否,在对准状态未完成的情况下将所述光掩模二次对准后再次从所述第三步骤开始执行。
36.在光掩模上形成的对准标记145优选标记在脱离形成有图案的区域的位置为佳。因此,作为最可靠的位置设置在四个边角的光掩模顶点相邻区域为佳。
37.所述对准标记145也可以全部设置在四个顶点上,也可以优选地至少形成在长边的两端部上。即,对准标记145最优选地标记在适于能够确认单元光掩模和相邻的单元光掩模的对准状态的位置。
38.对准标记145通过形成在具有同一规格的对准对象光掩模的同一坐标上,从而能够规则化对准状态的确认。在完成光掩模之间对准状态的确认后,照此确定对准状态以能够连接至下一过程的曝光过程,若判断对准状态尚未完成,则通过再次进行对准而再次确认对准状态。对于对准状态的确认可以连续执行直至确定对准状态。所述对准状态的完成与否可以根据各个光掩模上形成的对准标记与对准基准部的一致与否来认可。
39.对准状态的确认可以由光掩模对准装置180来执行,所述光掩模对准装置180与曝光机单独设置。本系统包括:对准基准部181,形成有至少两个对准基准点182,所述对准基准点182位于与对准标记145重叠的位置;以及摄像装置183,安装在能够拍摄所述对准基准部181与对准标记145的重叠状态的位置。然而,所述对准基准点182中的至少一个与形成在多个光掩模中的第一光掩模上的对准标记145重叠,并且剩余的对准基准点与形成在第二光掩模上的对准标记145重叠,第二光掩模与第一光掩模相邻地对准。
40.图示的形态示出了在第一光掩模与第二光掩模相互相邻的顶点区域上各自形成一个对准标记145的形态。然而,如上所述,只要能够精确地执行对准确认,则并不特别限定对准标记145的数量。
41.对准基准部181可以由透明体制成。例如,透明基准部实现半透明,从而在摄像时能够减轻所受光线的反射的影响。由此,能够用肉眼确认对准基准点182与对准标记145的重叠状态。而且,对准标记145形成在光掩模的上表面或下表面,显然,对于对准标记145的形成表面并不限定为某一个表面。
42.所述光掩模对准装置180可以位于光掩模的上部或下部。即,由于支撑光掩模的支撑部为透明的玻璃,因此也能够从光掩模的下部确认对准状态。
43.光掩模优选支撑在支架170上的基准位置,并且对准装置180可以移动到支架170上的基准位置并确认光掩模的对准状态。如上所述,需要设定对于光掩模的支撑位置以及对准装置180的移动位置的基准点,才能够在短时间内容易且精确地确认并确定光掩模130的对准状态。
44.对准状态的确认由摄像装置183来执行,通过有无线通信手段将由摄像装置183摄像的对准状态传递至控制部(未图示),所述控制部确认对准状态后,决定对准状态的确定与否。对准状态的确认结果,具有再次对准的必要性时,将其再次传递至对准装置以使其执行相应过程。
45.所述光掩模对准装置180可被配置为不受方向限制,或者被配置为可在有限的方向上移动。
46.而且,所述摄像装置183优选具备为与所述对准基准点182的数量相同的数量,然而显然也可以构成为通过使可移动的一个摄像装置183进行移动来确认对准状态。
47.图2是示出在对完成层压的光掩模130确定对准度后,利用所述光掩模130对金属板材190进行曝光的过程的图。其中,可以通过持续驱动吸附部171的吸附力来维持各个单元光掩模130-1、130-2之间的对准状态。但是,也可以使用其他方法,例如粘合或接合等。
48.当曝光过程开始时,光掩模对准系统180移动,并且在金属板材190的两个表面彼此对称的一对光掩模130移动至于金属板材190接触后,对金属板材190的两个表面进行曝光。由于诸如曝光和显影等的过程是已知工艺,因此将省略其详细描述。
49.应注意的是,上述实施例用于说明本发明而非用于限制本发明。另外,本发明技术领域的常规技术人员应理解,在本发明的技术思想范围内可以实现多种实施例。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。