1.本发明涉及对振动切削进行控制的数控装置、学习装置、推断装置及数控方法。
背景技术:
2.数控装置对通过刀具针对旋转的被加工物进行切削的工作机械进行控制。作为该工作机械之一存在一边使刀具以低频振动、一边进行切削即进行振动切削的机械。如果适当地进行振动切削,则在刀具的移动路径和被加工物之间会产生无法进行切削的空摆区域。工作机械通过设置该空摆区域,从而能够缩短通过切削产生的切屑而使切屑从被加工物脱落。
3.专利文献1的数控装置,基于振动的振幅和刀具相对于被加工物的进给速度之间的比率,对振动后退位置相对于振动前进位置的时间上的延迟进行计算而作为相位差。另外,专利文献1的数控装置基于计算出的相位差对移动路径进行计算,基于基准振动波形对振动移动量进行计算,使用移动路径及振动移动量进行振动切削。
4.专利文献1:日本专利第5745710号公报
技术实现要素:
5.但是,在上述专利文献1的技术中,在由于发生了伺服电动机的追随延迟等而无法使切屑断开的情况下,数控装置的使用者需要对振动切削所使用的参数进行调整。
6.本发明就是鉴于上述情况而提出的,其目的在于得到使用者不进行参数调整就能够继续振动切削的控制的数控装置。
7.为了解决上述课题,并达到目的,本发明是一种数控装置,其通过使对刀具进行驱动的第1轴或者对被加工物进行驱动的第2轴驱动,从而一边进行使刀具和被加工物相对地振动的振动切削,一边进行被加工物的加工,该数控装置具有:参数调整部,其基于在进行振动切削时在第1轴或者第2轴产生的切削负荷量,对与振动切削的振动条件相关的参数进行调整;以及控制部,其使用调整后的参数对振动切削进行控制。
8.发明的效果
9.本发明所涉及的数控装置,具有使用者不进行参数调整就能够继续振动切削的控制这一效果。
附图说明
10.图1是表示具有实施方式所涉及的数控装置的加工系统的结构的图。
11.图2是表示通过实施方式所涉及的数控装置进行的控制处理的处理顺序的流程图。
12.图3是表示实施方式所涉及的数控装置所具有的学习装置的结构的图。
13.图4是用于说明由实施方式所涉及的学习装置进行计算的振幅量及推定空摆量的图。
14.图5是用于说明在刀具的进给速度小的情况下由实施方式所涉及的学习装置进行计算的振幅量及推定空摆量的图。
15.图6是用于说明实施方式所涉及的学习装置没有检测到空摆区域的情况下的切削负荷量的图。
16.图7是用于说明实施方式所涉及的学习装置检测到空摆区域的情况下的切削负荷量的图。
17.图8是表示通过实施方式所涉及的学习装置进行的学习处理的处理顺序的流程图。
18.图9是表示实施方式所涉及的数控装置所具有的推断装置的结构的图。
19.图10是表示通过实施方式所涉及的推断装置进行的推断处理的处理顺序的流程图。
20.图11是用于说明由实施方式所涉及的推断装置推断出的调整后参数被用于振动切削的情况下的推定空摆量及指定空摆量的图。
21.图12是表示实现实施方式所涉及的数控装置的硬件结构例的图。
具体实施方式
22.以下,基于附图,对本发明的实施方式所涉及的数控装置、学习装置、推断装置及数控方法详细地进行说明。
23.实施方式
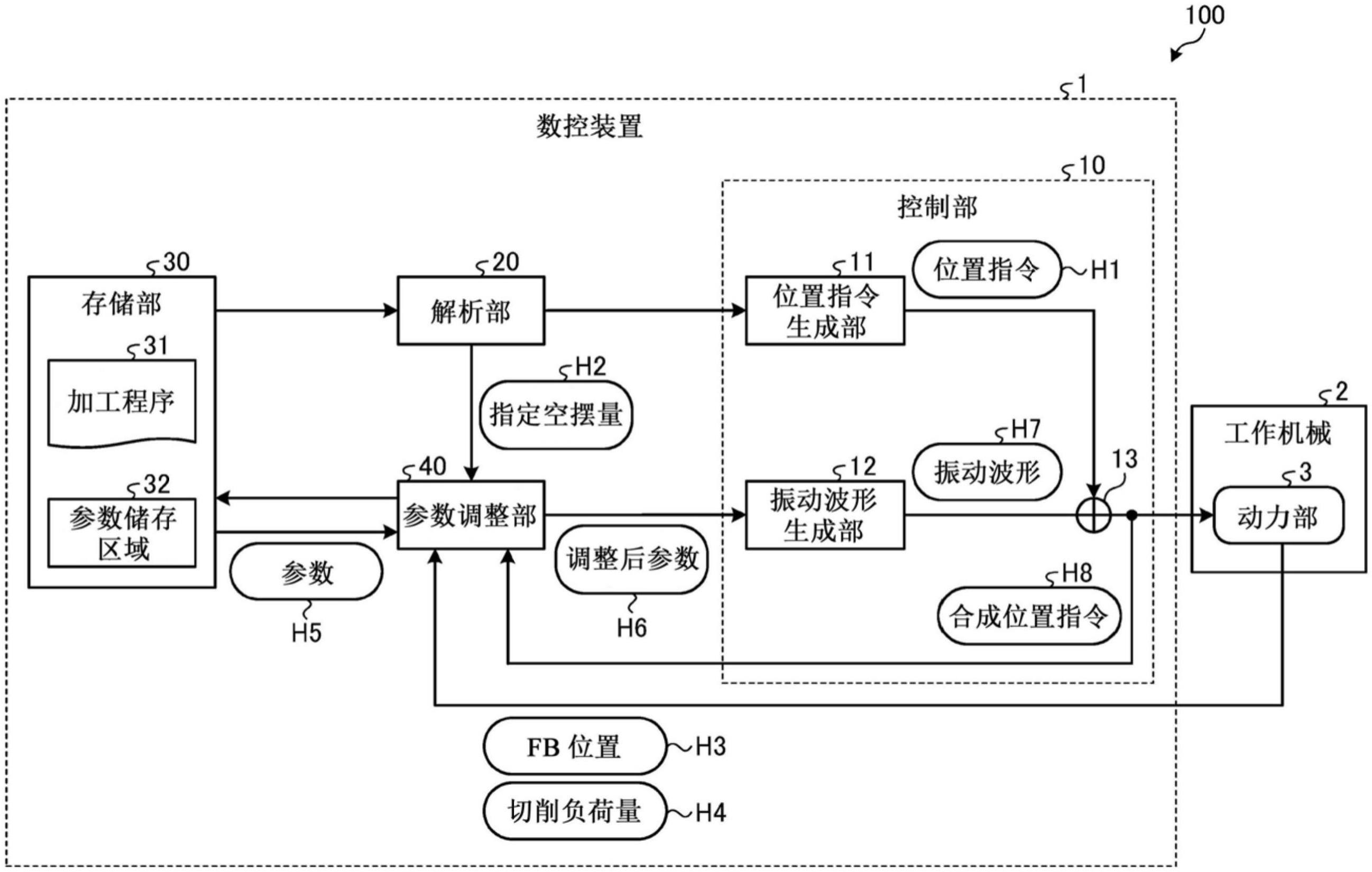
24.图1是表示具有实施方式所涉及的数控装置的加工系统的结构的图。加工系统100具有数控装置1和工作机械2。工作机械2是针对作为加工对象的例如圆柱状的被加工物,通过刀具执行振动切削
25.(低频振动切削)的机械。工作机械2具有刀具及被加工物的驱动部即动力部3。
26.工作机械2以被加工物的圆柱轴即主轴为旋转轴而使被加工物旋转,使刀具与被加工物接触,由此对被加工物进行加工。工作机械2使刀具在与旋转轴平行的方向振动,并且以刀具在相对于旋转轴平行的方向上前进的方式,一边使刀具移动、一边对被加工物进行加工。
27.数控装置1是对工作机械2进行数控(nc:numerical control)的计算机。数控装置1对在使工作机械2执行振动切削时所使用的参数且与振动条件相关的参数(以下,称为参数h5)和后面记述的调整后参数h6进行自动调整。
28.数控装置1具有控制部10、解析部20、存储部30和参数调整部40。控制部10具有位置指令生成部11、振动波形生成部12和加法部13。
29.存储部30具有对在使工作机械2执行振动切削时所使用的参数h5及调整后参数h6进行储存的参数储存区域32。参数h5及调整后参数h6的例子是振动振幅进给比率。振动振幅进给比率是刀具的振动的振幅量和刀具的进给速度之间的比率。刀具的进给速度是向与刀具的主轴平行的方向的移动速度。在刀具的进给速度中不包含由刀具的振动引起的速度的变化。此外,在以下的说明中,将振动振幅进给比率称为振动振幅进给比率q1。如果将刀具的振动的振幅量设为a3,将刀具的进给速度设为f,则振幅量具有a3=q1
×
f的关系。
30.另外,存储部30对在由数控装置1对工作机械2进行控制时所使用的加工程序31进
行存储。在加工程序31中包含由使用者指定出的振动切削时的空摆量(以下,称为指定空摆量h2)的信息、刀具的进给速度f的信息等。空摆量是在刀具的移动路径和被加工物之间无法进行切削的空摆区域的振幅方向的长度。指定空摆量h2是在振动切削时刀具相对于被加工物进行空摆时的空摆量的指令值。此外,指定空摆量h2也可以储存于存储部30。
31.解析部20从存储部30读出加工程序31。解析部20对加工程序31进行解析,将解析结果发送至控制部10的位置指令生成部11。解析部20在加工程序31的解析处理时,例如基于前述的a3=q1
×
f的关系对刀具的振动的振幅量a3进行计算。解析部20在解析结果中包含振幅量a3的信息而将解析结果发送至位置指令生成部11。另外,解析部20将加工程序31内所包含的指定空摆量h2发送至参数调整部40。
32.参数调整部40使用人工智能(ai:artificial intelligence)对参数h5进行调整。参数调整部40从解析部20接收指定空摆量h2。另外,参数调整部40从存储部30接收参数h5。另外,参数调整部40从动力部3接收fb(feedback、反馈)位置h3及切削负荷量h4。
33.fb位置h3是表示振动切削中的刀具的实际位置的信息。fb位置h3包含有刀具的进给轴位置的信息和主轴旋转角度的信息。刀具的进给轴位置是与主轴平行的方向的刀具的位置。在振动切削时,刀具一边在相对于被加工物的旋转轴即主轴平行的方向振动、一边在相对于主轴平行的方向行进。此时的刀具的位置是刀具的进给轴位置。主轴旋转角度是主轴的旋转角度。在振动切削中,在将n设为自然数的情况下,相对于主轴的旋转1周(360度),刀具进行(0.5 n)次振动。在本实施方式中,对n=1的情况进行说明。
34.切削负荷量h4是通过刀具对被加工物进行振动切削时的在使对刀具进行驱动的轴(第1轴)、或者对被加工物进行驱动的轴(第2轴)驱动时产生的负荷量。在振动切削中,通过设置在刀具的移动路径和被加工物之间无法进行切削的空摆区域,从而能够进行切屑的断开。在该空摆区域中,对刀具进行驱动的轴及对被加工物进行驱动的轴的负荷状况相对于刀具和被加工物接触的情况降低。在本实施方式中,利用该情况,数控装置1对周期性的轴的负荷状况进行学习,在振动切削中自动地对参数h5进行调整,即使在发生了伺服电动机的追随延迟等的情况下,也会进行能够使切屑断开那样的振动切削控制。
35.另外,数控装置1对由使用者输入的值即指定空摆量h2进行设定。数控装置1在切削负荷量h4降低的期间,基于主轴旋转角度及进给轴位置,一边以实际的空摆量(后面记述的推定空摆量h9)成为指定空摆量h2的方式,自动地对调整后参数h6进行调整,一边进行振动切削控制。
36.参数调整部40具有后面记述的学习装置60及推断装置70。参数调整部40使用指定空摆量h2、参数h5、fb位置h3、切削负荷量h4及后面记述的合成位置指令h8,对针对指定空摆量h2适当的参数进行机器学习。针对指定空摆量h2的适当的参数是对参数h5进行调整后的参数(以下,称为调整后参数h6)。参数调整部40在对调整后参数h6进行机器学习后,取代参数h5而使用调整后参数h6执行机器学习。由此,参数调整部40对针对新的指定空摆量h2适当的新的调整后参数h6进行机器学习。
37.参数调整部40基于参数h5或者调整后参数h6,执行调整后参数h6的机器学习。此外,在以下的说明中,对参数调整部40使用调整后参数h6而执行调整后参数h6的机器学习的情况进行说明。
38.参数调整部40基于切削负荷量h4对空摆期间进行判定,基于fb位置h3和合成位置
指令h8,对空摆量的推定值即推定空摆量(推定空摆量h9)进行计算。参数调整部40基于推定空摆量h9、指定空摆量h2和调整后参数h6而执行机器学习。参数调整部40以被推定为实际的空摆量的推定空摆量h9接近指定空摆量h2的方式,对调整后参数h6进行机器学习。
39.另外,参数调整部40在振动切削中,基于指定空摆量h2及推定空摆量h9,对针对指定空摆量h2适当的调整后参数h6进行推断。参数调整部40将推断出的调整后参数h6发送至控制部10的振动波形生成部12。
40.位置指令生成部11基于加工程序31的解析结果,生成向刀具的位置指令(以下,称为位置指令h1)。位置指令生成部11将位置指令h1发送至加法部13。
41.振动波形生成部12基于调整后参数h6,生成刀具的振动波形(以下,称为振动波形h7)。振动波形生成部12将振动波形h7发送至加法部13。加法部13通过将振动波形h7与位置指令h1相加,从而生成包含刀具的振动成分在内的位置指令即合成位置指令(以下,称为合成位置指令h8)。加法部13将合成位置指令h8发送至动力部3。另外,加法部13将合成位置指令h8发送至参数调整部40。
42.动力部3按照合成位置指令h8对刀具的位置进行控制。动力部3具有伺服控制部、伺服电动机、主轴控制部及主轴电动机。伺服电动机是使刀具移动的电动机,伺服控制部对伺服电动机进行控制。主轴电动机是使被加工物的旋转轴即主轴旋转的电动机,主轴控制部对主轴电动机进行控制。动力部3使用伺服控制部、伺服电动机、主轴控制部及主轴电动机而使刀具及被加工物动作,由此进行振动切削。此外,被加工物的旋转控制可以由控制部10执行,也可以由其他控制部执行。
43.工作机械2在振动切削时对fb位置h3及切削负荷量h4进行检测,发送至参数调整部40。切削负荷量h4可以是与负荷相对应的电流值即负荷电流值,也可以是由传感器检测出的值。在作为传感器的值而对切削负荷量h4进行检测的情况下,例如扭矩传感器等传感器可以配置于工作机械2。
44.图2是表示通过实施方式所涉及的数控装置进行的控制处理的处理顺序的流程图。数控装置1如果开始振动切削,则参数调整部40取得切削负荷量h4(步骤s1)。参数调整部40基于切削负荷量h4对调整后参数h6进行调整(步骤s2)。控制部10使用调整后参数h6对振动切削进行控制(步骤s3)。
45.接下来,说明通过数控装置1进行的学习处理及推断处理。数控装置1的参数调整部40具有学习装置60和推断装置70。此外,学习装置60也可以是在数控装置1的外部配置的与数控装置1不同结构的装置。另外,推断装置70也可以是在数控装置1的外部配置的与数控装置1不同结构的装置。
46.《学习阶段》
47.图3是表示实施方式所涉及的数控装置所具有的学习装置的结构的图。学习装置60具有数据取得部61、监视部63和模型生成部62。
48.数据取得部61对关联有振动振幅进给比率q1等调整后参数h6、指定空摆量h2、fb位置h3、切削负荷量h4及合成位置指令h8的信息进行接收。
49.数据取得部61将fb位置h3、切削负荷量h4及合成位置指令h8发送至监视部63。另外,数据取得部61从监视部63对与fb位置h3、切削负荷量h4及合成位置指令h8相对应的推定空摆量h9进行接收。
50.由数据取得部61取得的调整后参数h6、指定空摆量h2及推定空摆量h9是学习用数据。数据取得部61将学习用数据发送至模型生成部62。此外,直至对调整后参数h6进行计算为止,取代调整后参数h6而是将参数h5发送至数据取得部61。
51.监视部63从数据取得部61取得fb位置h3、切削负荷量h4及合成位置指令h8,对振动切削进行监视,对推定空摆量h9进行推定。监视部63将推定空摆量h9发送至数据取得部61,数据取得部61将推定空摆量h9、调整后参数h6和指定空摆量h2相关联,作为学习用数据而发送至模型生成部62。
52.在这里,对振幅量a3及推定空摆量h9进行说明。图4是用于说明由实施方式所涉及的学习装置进行计算的振幅量及推定空摆量的图。图4及后面记述的图5所示的图形的横轴是主轴旋转角度,纵轴是进给轴位置。在图4及图5中示出了振动切削时的刀具的位置,即针对主轴旋转角度的进给轴位置的波形51a、52a、51b、52b。
53.在振动切削中,刀具在相对于主轴平行的方向振动,并且在相对于主轴平行的方向行进。波形51a是表示被加工物旋转第1周的刀具的进给轴位置的波形,波形52a是表示被加工物旋转第2周的刀具的进给轴位置的波形。比波形51a靠下的区域且比波形52a靠上的区域是空摆区域a2。如果空摆区域a2的期间即空摆期间开始,则切屑被断开。
54.监视部63基于fb位置h3及合成位置指令h8对波形51a、52a进行计算。波形52a中的振幅量a3是由解析部20基于刀具的进给速度f和振动振幅进给比率q1而计算出的振幅量a3。
55.监视部63基于切削负荷量h4对空摆区域a2的空摆期间进行判定。监视部63基于空摆期间内的波形51a、52a对推定空摆量h9进行计算。在图4中,将推定空摆量h9通过空摆量a1示出。监视部63对空摆期间内的fb位置h3之中的空摆量成为最大值的空摆量进行计算而作为空摆量a1(推定空摆量h9)。
56.图5是用于说明在刀具的进给速度小的情况下由实施方式所涉及的学习装置进行计算的振幅量及推定空摆量的图。波形51b是表示被加工物旋转第1周的刀具的进给轴位置的波形,波形52b是表示被加工物旋转第2周的刀具的进给轴位置的波形。比波形51b靠下的区域且比波形52b靠上的区域是空摆区域b2。在图5中,将由监视部63计算的振幅量通过振幅量b3表示。
57.如图5所示,在刀具的进给速度f小的情况下,即使是切屑脱落那样的振幅量b3,空摆区域b2也变小。在该情况下,有时由于被加工物的粘性等要因而切屑不脱落。在如上所述的情况下,在本实施方式中,监视部63也基于切削负荷量h4对空摆区域b2的空摆期间进行判定,因此能够准确地判断是否产生了切屑脱落那样的空摆区域b2。由此,数控装置1在没有产生切屑脱落那样的空摆区域b2的情况下,通过对调整后参数h6进行调整,从而能够使切屑脱落那样的空摆区域b2产生。
58.在这里,对切削负荷量h4和空摆区域之间的关系进行说明。图6是用于说明实施方式所涉及的学习装置没有检测到空摆区域的情况下的切削负荷量的图。图7是用于说明实施方式所涉及的学习装置检测到空摆区域的情况下的切削负荷量的图。
59.图6及图7所示的图形的横轴是主轴旋转角度,纵轴是进给轴位置及切削负荷量。在图6及图7中,示出了针对主轴旋转角度的进给轴位置和针对主轴旋转角度的切削负荷量h4。
60.图6的波形51c是表示被加工物旋转第1周的刀具的进给轴位置的波形,波形52c是表示被加工物旋转第2周的刀具的进给轴位置的波形。在图6中,将针对波形52c的切削负荷量h4的波形通过切削负荷量波形53c表示。
61.如果存在比波形51c靠下的区域且比波形52c靠上的区域,则该区域成为空摆区域,但在图6中没有空摆区域。因此,切屑没有被断开。如上所述的情况下的切削负荷量波形53c具有与波形52c相对应的平缓的变化。
62.图7的波形51d是表示被加工物旋转第1周的刀具的进给轴位置的波形,波形52d是表示被加工物旋转第2周的刀具的进给轴位置的波形。在图7中,将针对波形52d的切削负荷量h4的波形通过切削负荷量波形53d表示。
63.比波形51d靠下的区域且比波形52d靠上的区域是空摆区域d2。切削负荷量波形53d进行与波形52d相对应的平缓的变化,但空摆区域d2的空摆期间d4由于刀具不与被加工物接触,因此切削负荷量波形53d大幅地降低。
64.监视部63基于切削负荷量波形53d的变化对空摆期间d4进行判定。而且,监视部63对空摆期间d4的空摆量d1进行计算,将空摆量d1即推定空摆量h9经由数据取得部61发送至模型生成部62。
65.模型生成部62基于包含调整后参数h6、指定空摆量h2和推定空摆量h9在内的学习用数据,主要对如振动振幅进给比率q1这样的调整后参数h6进行学习。
66.模型生成部62所使用的学习算法能够使用有教师学习、无教师学习、强化学习等公知的算法。作为一个例子,对模型生成部62在学习算法中应用了强化学习(reinforcement learning)的情况进行说明。在强化学习中,某环境内的智能体(行动主体)对当前的状态(环境的参数)进行观测,决定应采取的行动。环境通过智能体的行动而动态地变化,与环境的变化相应地对智能体赋予回报。智能体重复进行而对通过一系列的行动得到最多回报的行动方针进行学习。作为强化学习的代表方法,已知q学习(q-learning)、td学习(td-learning)。例如,在q学习的情况下,行动价值函数q(s,a)的一般性的更新式通过下面的式(1)表示。
67.【式1】
[0068][0069]
在式(1)中,s
t
表示时刻t的环境的状态,a
t
表示时刻t的行动。通过行动a
t
,状态变为s
t 1
。r
t 1
表示通过其状态的变化而带来的回报,γ表示折扣率,α表示学习系数。此外,γ处于0<γ≤1的范围,α处于0<α≤1的范围。调整后参数h6成为行动a
t
,指定空摆量h2和推定空摆量h9成为状态s
t
,对时刻t的状态s
t
下的最好的行动a
t
进行学习。
[0070]
通过式(1)表示的更新式是如果时刻t 1的q值最高的行动a的行动价值q大于在时刻t执行的行动a的行动价值q,则增大行动价值q,在相反的情况下,减小行动价值q。换言之,通过式(1)表示的更新式以使时刻t的行动a的行动价值q接近时刻t 1的最好的行动价值的方式,对行动价值函数q(s,a)进行更新。由此,某环境中的最好的行动价值不断依次传播为其以前的环境中的行动价值。
[0071]
如上述所示,在通过强化学习而生成训练好的模型的情况下,模型生成部62具有回报计算部620和函数更新部621。
[0072]
回报计算部620基于指定空摆量h2及推定空摆量h9对回报进行计算。回报计算部620基于指定空摆量h2和推定空摆量h9的差即空摆量差,对回报r进行计算。
[0073]
回报计算部620例如在指定空摆量h2和推定空摆量h9之间的空摆量差减少的情况下使回报r增大(例如赋予“1”的回报),另一方面,在空摆量差增加的情况下减少回报r(例如赋予“-1”的回报)。
[0074]
此外,回报计算部620也可以基于推定空摆量h9对回报进行计算。在该情况下,数据取得部61可以不取得指定空摆量h2。
[0075]
在没有设定指定空摆量h2的情况下,回报计算部620在推定空摆量h9减少且大于0的(存在周期性的负荷变化的)情况下使回报r增大(例如赋予“1”的回报),另一方面,在推定空摆量h9增加或者为0(没有周期性的负荷变化)的情况下减少回报r(例如赋予“-1”的回报)。如上所述,回报计算部620根据指定空摆量h2的有无对回报基准进行切换。
[0076]
函数更新部621按照通过回报计算部620进行计算的回报,对用于决定调整后参数h6的函数进行更新,作为训练好的模型而输出至训练好的模型存储部80。例如在q学习的情况下,函数更新部621使用通过式(1)表示的行动价值函数q(s
t
,a
t
)而作为用于对调整后参数h6进行计算的函数。
[0077]
模型生成部62重复执行以上的学习。训练好的模型存储部80对通过函数更新部621更新后的行动价值函数q(s
t
,a
t
)、即训练好的模型进行存储。训练好的模型存储部80可以配置于学习装置60内,也可以配置于学习装置60的外部。另外。训练好的模型存储部80可以配置于数控装置1内,也可以配置于数控装置1的外部。
[0078]
接下来,使用图8,说明学习装置对调整后参数h6进行学习的处理。图8是表示通过实施方式所涉及的学习装置进行的学习处理的处理顺序的流程图。
[0079]
数据取得部61取得调整后参数h6、指定空摆量h2及推定空摆量h9而作为学习用数据(步骤s110)。
[0080]
模型生成部62基于指定空摆量h2及推定空摆量h9对回报进行计算(步骤s120)。具体地说,模型生成部62的回报计算部620取得指定空摆量h2及推定空摆量h9,基于预先确定的回报基准(空摆量差的增减)而判断是使回报增大或者使回报减少。
[0081]
回报计算部620在判断为使回报增大的情况下(步骤s120、空摆量差减少)增加回报(步骤s130)。即,回报计算部620由于空摆量差减少,由此在满足回报增大基准的情况下使回报增大。
[0082]
另一方面,回报计算部620在判断为使回报减少的情况下(步骤s120、空摆量差增加)减少回报(步骤s140)。即,回报计算部620由于空摆量差增加,由此在满足回报减少基准的情况下使回报减少。
[0083]
函数更新部621基于通过回报计算部620计算出的回报,对训练好的模型存储部80所存储的通过式(1)表示的行动价值函数q(s
t
,a
t
)进行更新(步骤s150)。
[0084]
学习装置60重复执行以上的步骤s110至s150为止的步骤,将生成的行动价值函数q(s
t
,a
t
)作为训练好的模型而存储于训练好的模型存储部80。
[0085]
<有效使用阶段>
[0086]
图9是表示实施方式所涉及的数控装置所具有的推断装置的结构的图。推断装置70具有数据取得部71和推断部72。数据取得部71取得指定空摆量h2及推定空摆量h9。
[0087]
数据取得部71从解析部20取得指定空摆量h2。数据取得部71可以从学习装置60的监视部63取得推定空摆量h9,也可以自己进行计算。在由数据取得部71对推定空摆量h9进行计算的情况下,推断装置70具有与监视部63相同的监视部。此外,数据取得部71也可以通过与监视部63相同的处理对推定空摆量h9进行计算。在数据取得部71通过与监视部63相同的处理对推定空摆量h9进行计算的情况下,数据取得部71基于fb位置h3、切削负荷量h4及合成位置指令h8对推定空摆量h9进行推定。
[0088]
推断部72利用在训练好的模型存储部80中存储的训练好的模型对调整后参数h6进行推断。即,推断部72向该训练好的模型输入由数据取得部71所取得的指定空摆量h2及推定空摆量h9,由此能够对适于指定空摆量h2及推定空摆量h9的调整后参数h6进行推断。推断部72将推断出的调整后参数h6发送至振动波形生成部12。由此,执行使用了调整后参数h6的振动切削。
[0089]
此外,在本实施方式中,说明了推断装置70使用通过数控装置1的模型生成部62学习到的训练好的模型对调整后参数h6进行输出的情况,但推断装置70也可以从其他数控装置取得训练好的模型。在该情况下,推断装置70基于从其他数控装置取得的训练好的模型对调整后参数h6进行输出。
[0090]
接下来,使用图10,说明由推断装置70对调整后参数h6进行推断的处理。图10是表示通过实施方式所涉及的推断装置进行的推断处理的处理顺序的流程图。
[0091]
推断装置70的数据取得部71取得指定空摆量h2及推定空摆量h9而作为推断用数据(步骤s210)。
[0092]
推断部72向由训练好的模型存储部80存储的训练好的模型输入推断用数据即指定空摆量h2及推定空摆量h9(步骤s220),取得与输入的信息相对应的调整后参数h6。推断部72将得到的调整后参数h6经由参数调整部40而输出至控制部10(步骤s230)。
[0093]
控制部10的振动波形生成部12使用从推断部72输出的调整后参数h6,生成振动波形h7(步骤s240)。由此,数控装置1在设定有指定空摆量h2的情况下,以推定空摆量h9成为指定空摆量h2的方式对调整后参数h6进行调整而执行振动切削。另外,数控装置1在没有设定指定空摆量h2的情况下,以推定空摆量h9成为大于0的最小的空摆量的方式对调整后参数h6(振动振幅进给比率q1等)进行调整而执行振动切削。换言之,数控装置1对产生最小的空摆量的调整后参数h6进行计算,通过该调整后参数h6对振动切削进行控制。
[0094]
不为0的最小的空摆量是能够实现切屑的脱落的空摆量之中的成为最小的空摆量。数控装置1基于至此为止的振动切削时的切削负荷量h4,对能够实现切屑的脱落的空摆量进行设定。
[0095]
此外,模型生成部62作为学习算法,也能够使用对特征量本身的提取进行学习的深层学习(deep learning)。另外,模型生成部62也可以按照其他公知的方法,例如神经网络、遗传编程、功能逻辑编程、支持向量机等执行机器学习。
[0096]
学习装置60及推断装置70例如可以是经由网络而与数控装置1连接的与数控装置1分体的装置。另外,学习装置60及推断装置70也可以内置于数控装置1。并且,学习装置60及推断装置70也可以存在于云服务器上。
[0097]
另外,模型生成部62可以使用从多个数控装置1取得的学习用数据对调整后参数h6进行学习。此外,模型生成部62也可以从在同一区域使用的多个数控装置1取得学习用数
据,也可以利用从在不同的区域独立地动作的多个数控装置1收集的学习用数据而对调整后参数h6进行学习。另外,也可以将对学习用数据进行收集的数控装置1在中途追加至对象,也可以从对象去除。并且,可以将关于某数控装置1对调整后参数h6进行学习的学习装置60应用于其他数控装置1,关于该其他数控装置1对调整后参数h6进行再学习而进行更新。
[0098]
如上所述,实施方式的数控装置1以推定空摆量h9与由使用者设定的指定空摆量h2接近的方式,对调整后参数h6进行学习而输出。
[0099]
图11是用于说明由实施方式所涉及的推断装置推断出的调整后参数被用于振动切削的情况下的推定空摆量及指定空摆量的图。图11所示的图形的横轴是主轴旋转角度,纵轴是进给轴位置。在图11中示出了针对主轴旋转角度的进给轴位置。
[0100]
波形51e是表示被加工物旋转第1周的刀具的进给轴位置的波形,波形52e是表示被加工物旋转第2周的刀具的进给轴位置的波形。比波形51e靠下的区域且比波形52e靠上的区域是空摆区域e2。在图11中,将推定空摆量h9通过空摆量e1表示。
[0101]
如果由使用者设定了与空摆区域e2相对应的空摆量(指定空摆量h2),则数控装置1以推定空摆量h9(空摆量e1)与指定空摆量h2变得相同的方式对调整后参数h6进行调整。由此,推定空摆量h9与指定空摆量h2变得相同。
[0102]
在进行振动切削时,在发生伺服电动机的追随延迟的情况下,有时空摆区域小。在如上所述的情况下,如果不如本实施方式的数控装置1那样对调整后参数h6进行调整,则有时切屑不脱落。另一方面,本实施方式的数控装置1基于切削负荷量h4对调整后参数h6进行了调整,因此即使在切屑没有脱落的情况下,也能够通过调整后参数h6的调整使切屑脱落。
[0103]
在这里,对数控装置1的硬件结构进行说明。图12是表示实现实施方式所涉及的数控装置的硬件结构例的图。
[0104]
数控装置1能够通过输入装置240、处理器210、存储器220及输出装置230实现。处理器210的例子是cpu(也称为central processing unit、中央处理装置、处理装置、运算装置、微处理器、微型计算机、dsp(digital signal processor))或者系统lsi(large scale integration)。存储器220的例子是ram(random access memory)、rom(read only memory)。
[0105]
数控装置1是通过由处理器210读出存储器220所存储的用于执行数控装置1的动作的计算机可执行的加工程序31并执行而实现的。用于执行数控装置1的动作的程序即加工程序31可以说使计算机执行数控装置1的顺序或者方法。
[0106]
由数控装置1执行的加工程序31成为包含控制部10、解析部20和参数调整部40在内的模块结构,它们下载至主存储装置上,它们生成于主存储装置上。
[0107]
输入装置240从使用者或者外部装置接收指定空摆量h2、参数h5及加工程序31而发送至存储器220。
[0108]
存储器220与存储部30及训练好的模型存储部80相对应。存储器220对训练好的模型、指定空摆量h2、参数h5、调整后参数h6及加工程序31等进行存储。训练好的模型、指定空摆量h2、参数h5、调整后参数h6及加工程序31发送至处理器210。另外,存储器220作为由处理器210执行各种处理时的暂时存储器而使用。输出装置230将合成位置指令h8发送至动力部3。
[0109]
加工程序31可以通过可安装的形式或者可执行的形式的文件存储于计算机可读取的存储介质而作为计算机程序产品被提供。另外,加工程序31也可以经由互联网等网络而提供给数控装置1。此外,关于数控装置1的功能,可以将一部分通过专用电路等专用的硬件实现,将一部分通过软件或者固件实现。另外,也可以将数控装置1、学习装置60及推断装置70各自通过不同的硬件结构实现。
[0110]
如上所述,根据实施方式,数控装置1基于进行振动切削时的切削负荷量h4,对振动切削所使用的调整后参数h6进行计算,使用调整后参数h6对振动切削进行控制,因此使用者不进行参数调整,就能够继续振动切削的控制。
[0111]
另外,数控装置1一边自动地进行参数调整、一边进行振动切削以使得切屑断开,因此能够防止切屑不断开而继续振动切削的情况。
[0112]
另外,使用者仅将振动切削的指令输入至数控装置1即可,无需进行参数调整,因此可用性提高。
[0113]
另外,数控装置1即使在由于工作机械2的长时间的连续运转而刀具磨损、空摆区域发生变化的情况下,使用者不进行参数调整,也能够对振动切削进行控制。
[0114]
另外,数控装置1即使在使刀具的进给速度f变化的情况下,使用者不进行参数调整,也能够对振动切削进行控制。
[0115]
以上的实施方式所示的结构,表示一个例子,也能够与其他公知技术进行组合,在不脱离主旨的范围,也能够对结构的一部分进行省略、变更。
[0116]
标号的说明
[0117]
1数控装置,2工作机械,3动力部,10控制部,11位置指令生成部,12振动波形生成部,13加法部,20解析部,30存储部,31加工程序,32参数储存区域,40参数调整部,51a、52a、51b、52b、51c、52c、51d、52d、51e、52e波形,53c、53d切削负荷量波形,60学习装置,61、71数据取得部,62模型生成部,63监视部,70推断装置,72推断部,80训练好的模型存储部,100加工系统,210处理器,220存储器,230输出装置,240输入装置,620回报计算部,621函数更新部,a1、d1、e1空摆量,a2、b2、d2、e2空摆区域,a3、b3振幅量,d4空摆期间,h1位置指令,h2指定空摆量,h3 fb位置,h4切削负荷量,h5参数,h6调整后参数,h7振动波形,h8合成位置指令,h9推定空摆量。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。