:
1.本实用新型属于焊接检测设备技术领域,涉及一种焊脚检测装置,用于检测轨道车辆行业中焊接部件的焊喉尺寸是否符合质量要求。
背景技术:
2.焊脚是焊接中角焊缝的横截面中,从一个直角面上的焊趾到另一个直角面表面的最小距离,在角焊缝的横截面中画出的最大等腰直角三角形中直角边的长度叫焊脚尺寸。焊缝厚度等于在角焊缝横截面内画出的最大直角等腰三角形中,从直角的顶点到斜边的垂线长度,也称为焊喉。现有技术中的焊脚检测工具结构复杂,要求使用人员具有一定的基础技能,耗时耗力,购买和维修成本高。例如,中国专利201910401611公开的一种新型焊脚检测装置,包括:螺栓、螺母、垫圈、定位键、第一直尺和第二直尺;其中,所述第一直尺和第二直尺上均刻有刻度线,并且中间设置有中心定位槽;第一直尺与第二直尺互相垂直布置,定位键设置在第一直尺与第二直尺中心定位槽形成的正方形中,定位键的四个侧面与第一直尺和第二直尺的中心定位槽相配合,所述螺栓穿过定位键通过螺母固定,螺母与定位键间设置有垫圈,螺栓穿过垫圈设置;中国专利202121366488公开的一种焊接检验尺,包括尺框、直尺以及紧固件,所述尺框的两侧均设置有与直尺相垂直的延伸臂,每个所述延伸臂内均开设有容置槽一,每个所述容置槽一内沿与直尺相垂直的方向滑移连接有样板角一,所述尺框的上表面开设有与容置槽一相连通的安装槽,所述尺框内设置有对样板角一进行限位的限位组件一,所述限位组件一包括一端铰接于安装槽内的限位杆、固接于限位杆另一端的限位钩以及一端固接于样板角一靠近直尺的端面的限位弹簧,所述限位弹簧的另一端固接于容置槽一背向直尺的侧壁,所述限位钩向靠近直尺的斜下方倾斜设置,所述样板角一的上表面沿与直尺垂直的方向间隔设置有限位槽,所述限位槽向靠近直尺的斜下方倾斜设置,且所述限位钩与限位槽插接配合;中国专利202220941228公开的一种用于电力铁塔塔件加工用焊接检验尺,包括主尺,所述主尺的内部设有滑动组件,所述主尺的内侧滑动连接有高度尺,所述主尺的内侧滑动连接有咬边深度尺,所述高度尺的顶端内侧与所述咬边深度尺的顶端内侧均开设有限位滑槽,所述主尺的背面转动连接有多用尺,所述多用尺的一侧固定连接有宽度尺,所述多用尺的另一侧固定连接有角度尺,所述多用尺的底端固定连接有间隙尺,所述主尺的内侧固定连接有磁力块。
3.在轨道交通焊接行业,所有焊接产品的制作过程中,都要求焊工对自己生产的焊缝进行100%自检。目前使用的kh45型精密焊缝检测尺,由主尺、测角尺、游标尺和活动尺构成,可以测量焊接组件间隙尺寸、坡口角度、焊缝宽度、高度及角焊缝焊喉高度、错位及咬边深度,既作为一般钢尺使用,又作为焊缝检测使用,是集焊接工程加工检测和焊缝外形检测于一体的多功能工具。其在进行长度、高度和角度测量时需要按说明书进行换算求得所需测量值,除焊喉高度检测功能外,其它功能均可使用游标卡尺实现。kh45型精密焊接检验尺,在生产制造上,选用特定的优质钢材加工而成;在功能使用上,要求使用人员具备一定的专业知识才能进行正确操作及测量值换算;在维护保养上,需要避免磕、碰、划伤,特别是
要注意保护好各测量面及防锈;在有效性能上,需要先校验后使用,按精密尺要求频繁校验才能保证其使用寿命。可见,kh45型精密焊接检验尺的使用成本较高,尤其是生产制造成本和技术使用成本,因为其兼顾功能的多效性,致使检测空间受到限制,在小空间或小工件上无法实现或无法直接实现角焊缝的焊喉高度检测,而且在实际使用过程中,焊工需要花费大量的自检工时,降低了焊接有效作业效率,如果焊工不能熟练使用kh45型精密检测尺的相关功能或操作失误或换算失误,使得自检失效,进而导致质量管控失效。因此,研发设计一种新型焊脚检测装置,提高有效焊接作业效率,提升焊接产品质量管控效力,具有积极的社会和经济效益。
技术实现要素:
4.本实用新型的目的在于克服现有技术存在的缺点,寻求设计一种焊脚检测装置,解决kh45精密检测尺在小空间及小工件上检测受限的问题。
5.为了实现上述目的,本实用新型涉及的焊脚检测装置的主体结构包括矩形板状结构的基体及其上设置的通孔,以及基体四个角部设置的检测点。
6.本实用新型涉及的基体选用厚度为2mm的不锈钢板,有效使用面积为60x 60mm;通孔的形状包括圆形、矩形或椭圆形,便于悬挂收纳和手持检测,通过激光切割形成;检测点为等腰梯形结构的凸起,选用4个常用焊脚尺寸,钢质工件焊缝选用a 1、a 1.5、a 2和a 3,铝质工件焊缝选用选择a 2、a 3、a 4和a 5,均通过激光刻字方式进行角焊缝尺寸标识。
7.本实用新型涉及的焊脚检测装置使用时,将基体的两条边分别与焊脚的两条直角边对齐,最靠近焊脚位置的检测点的激光标识为焊脚的尺寸,当所读焊脚尺寸为非整数值,即介于两个焊脚之间,也满足焊脚尺寸要求。
8.本实用新型与现有技术相比,由不锈钢板激光切割加工而成,降低了采购成本,焊缝经过焊接工程师的内部校验后即可使用,降低了技术和校验成本,不会因为受其它尺寸功能尺限制而缩减使用寿命,进而增加了使用寿命,降低了经济成本,能够进行边长大于7mm(钢)/10mm(铝)的工件焊脚的检测,而kh45型精密焊缝检测尺只能进行边长大于20mm的工件焊脚的检测,解决了kh45精密检测尺在小空间及小工件上焊脚检测受限的功能问题,提高了有效焊接作业效率;稳定和提高焊接产品质量管控效力;其结构简单通过最简单、最快速和最直接的方式,进行焊脚尺寸检测,大大提高了有效焊接作业效率,降低了自检技术成本,能够按照质量管控标准对轨道交通行业焊接部件产品的焊脚尺寸进行检测,提升了焊接产品质量管控能力。
附图说明:
9.图1为本实用新型背景技术涉及的kh45型精密焊缝检测尺的结构原理示意图。
10.图2为本实用新型的主体结构原理示意图。
11.图3为本实用新型实施例1的主体结构原理示意图。
12.图4为本实用新型实施例2的主体结构原理示意图。
13.图5为本实用新型实施例2的使用状态示意图。
具体实施方式:
14.下面通过实施实例并结合附图对本实用新型做进一步描述。
15.实施例1:
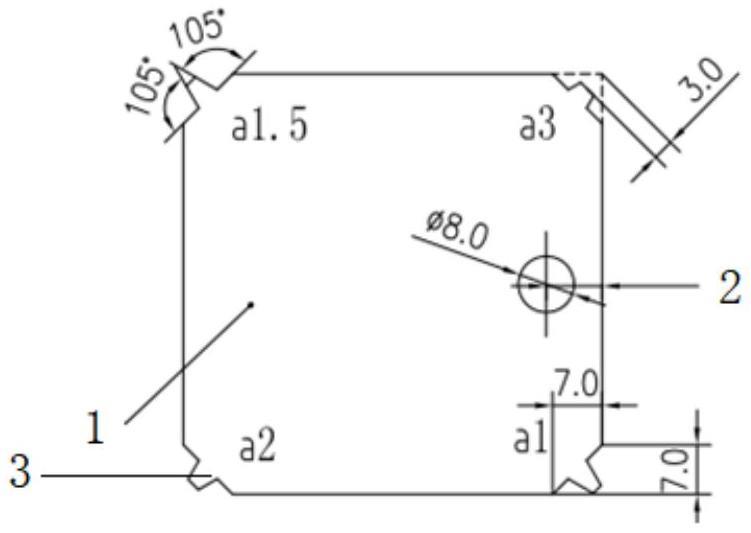
16.本实施例涉及的焊脚检测装置用于检测边长大于7mm的钢质工件焊喉,主体结构如图3所示,包括基体1、通孔2和检测点3;正方形结构的基体1,基体1上设置有圆形结构的通孔2,四个角部设置有检测点3。
17.本实施例涉及的基体1为60x60x2mm的不锈钢板;通孔2的直径为8mm,圆心与基体1的一条边长的中心点之间的垂直距离为8mm;检测点3选用4个常用焊喉尺寸:a 1、a 1.5、a 2和a 3,通过激光刻字方式进行标识,在焊脚斜边与基体1的斜边:两条平行线间,做设定尺寸的等腰梯形,等腰梯形以两平行线间中心垂线为对称轴,下底设置在基体1的斜边上,上底设置在焊脚的斜边上,腰与下底的延长线呈105
°
,四个角部沿上底及腰线,其余四条边沿60x60正方形边线,进行激光切割,其中,1、1.5、2和3,分别代表常用焊喉尺寸为1mm、1.5mm、2mm和3mm,实际使用时,根据需求进行变量设计。
18.实施例2:
19.本实施例涉及的焊脚检测装置用于检测边长大于10mm的铝质工件焊喉,主体结构如图3所示,包括基体1、通孔2和检测点3;正方形结构的基体1,基体1上设置有圆形结构的通孔2,四个角部设置有检测点3。
20.本实施例涉及的焊脚检测装置制作时,
21.首先:选用厚度为2mm,有效使用面积为60x60mm的不锈钢板作为基体1;
22.然后,以距基体1的中点8mm处的点为圆心做直径为8mm的圆,激光切割去除该圆,得到通孔2;
23.最后,选择4个常用焊脚尺寸:a 2、a 3、a 4和a 5,分别以基体1的四个角作为其顶点,画出相应焊喉尺寸并标识,在焊脚斜边与基体1的斜边,即两条平行线间,做设定尺寸的等腰梯形,等腰梯形以两平行线间中心垂线为对称轴,下底设置在基体1的斜边上,上底设置在焊脚的斜边上,腰与下底延长线呈105
°
,四个角沿上底及腰线,其余四条边沿基体1的边线,进行激光切割和激光刻字,标识焊缝尺寸后,得到检测点3。
24.本实施例涉及的焊脚检测装置使用时,将基体1的两条边分别与铝质工件焊脚的两条直角边对齐,最靠近焊脚位置的检测点3的激光标识(a 3)即为焊喉的尺寸。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。